

3. Квалификационные испытания сварщиков. Механические испытания допускных стыков труб малого диаметра.(14-89 мм).
квалификационные испытания сварщиков:
К прихваткам и сварке магистральных трубопроводов допускаются сварщики, которые независимо от наличия удостоверения, должны заварить допускной стык в соответствии со СНИП – I I I – 42-80*. Каждый сварщик, по любому виду сварки, в присутствии контролера службы контроля качества, должен заварить допускной стык диаметром до 1020мм и половину стыка диаметром более 1020мм в условиях, равных трассовым, если:
Впервые варит магистральный трубопровод или имел перерыв в работе более трех месяцев;
Выполняет сварку труб из новых марок стали;
Применяет новые марки сварочных материалов;
Выполняет сварку труб с измененной формой разделки кромок;
Использует новые типы сварочного оборудования;
Переведен на сварку труб другой группы по диаметру;
Группы: 1-я – до 400мм, 2-я – от 400 до 1000мм, 3-я – больше 1000мм.
Разрешается сварку допускного стыка выполнять силами бригады.
Допускной стык должен быть подвергнут:
ВИК
РК контроль
Мех. испытаниям.
Если стык по ВИК и РК не отвечает требованиям СНИП I I I – 42-80*, то производят повторно сварку и контроль двух других допускных стыков. Если при повторном контроле результаты неудовлетворительны хотя бы по одному из стыков, то сварщик признается не выдержавшим испытание и должен пройти переподготовку.
Механические испытании проводят после положительных результатов ВИК и РК.
.мех.испытания труб диаметра 14 – 89: СНИП – I I I – 42-80*(ВСН006-89).
Для контроля прочности сварные соединения труб диаметром 14 – 89 испытывают на растяжение (разрыв). Трубчатые образцы типа XVIII и XIX. Испытания проводят на образцах со снятым усилением, заподлицо с основным металлом.
На растяжение (разрыв) – три образца

Эскизы трубчатых образцов для испытания на растяжение по ГОСТ 6996-66:
а
- тип ХVIII для труб одинаковых диаметров;
б - тип XIX для труб разных диаметров;
![]() и
и
![]() -
диаметры труб
-
диаметры труб
если конструкция разрывной машины требует сплющивания концов образца, то расстояние от оси стыка до начала сплющиваемого участка должно быть не менее 2D.
На сплющивание: берут три образца( тип ХХХ), усиление снимают заподлицо с основным металлом.
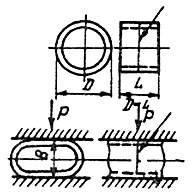
Эскиз трубчатого образца типа XXX для испытания на сплющивание по ГОСТ 6996-66:
-
диаметр труб;
![]() -
направление приложения сжимающей
нагрузки;
-
направление приложения сжимающей
нагрузки;
![]() -
величина просвета между сжимающими
плитами;
-
величина просвета между сжимающими
плитами;
![]() -
длина образца
-
длина образца
Сварной шов располагают по оси сжимающей нагрузки. Результаты испытаний образца на сплющивание – тип ХХХ – характеризуются величиной просвета b между сжимаемыми плитами до появления первой трещины на поверхности образца. Допустимая величина просвета b для диаметра 14 -48 равна 3S. Для диаметра 57 – 89 b равна 4S. Стыки, выполненные в раструб испытанию на сплющивание не подлежат (тип XIX).