

4.Виды поражения электротоком. Билет №16.
1.Угол ввода луча. Факторы влияющие на изменение угла ввода.
.Угол ввода луча. Факторы, влияющие на изменение угла ввода луча.
Отклонение угла ввода луча от выбранного значения может быть вызвано:
-изменением угла призмы вследствие истирания призмы
- случайного подъема призмы
- изменения температуры контроля и температуры изделия
- при контроле изделий большой толщины ввиду расхождения пучка
отклонение Δα не должно превышать ± 2°.
Для снижения влияния различных факторов на α целесообразно:
- не нажимать на ПЭП
- очищать поверхность О К от загрязнений, брызг металла и т.д.
- измерять угол ввода при той же температуре, при которой проводится контроль
- при контроле изделий больших толщин учитывать уменьшение угла ввода.
2.Определение ширины непровара с к-образной разделкой кромок (безэталонный метод).
определение ширины непровара в сварных швах таврового соединения с К-образной разделкой кромок (без эталонный метод).
В тех случаях, когда контроль со стороны стенки ограничен, можно производить его со стороны полки. Ширина непровара корне шва может быть определена двумя методами:
- сравнением амплитуды эхо – сигнала от непровара и модели непровара, выполненной в испытательном образце
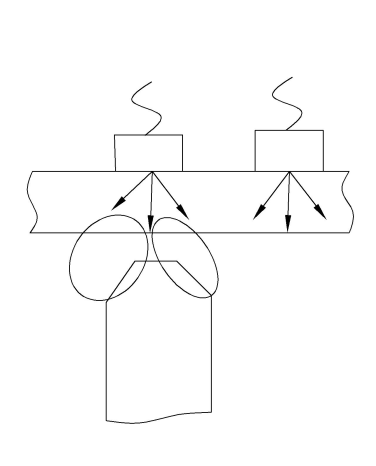
- сравнением амплитуды эхо – сигнала от непровара и бесконечной площади (без эталонный метод). В первом случае контроль можно осуществить как прямым ПЭП, так и наклонным, включенным по Р – С схеме. Lнп=2Stgα
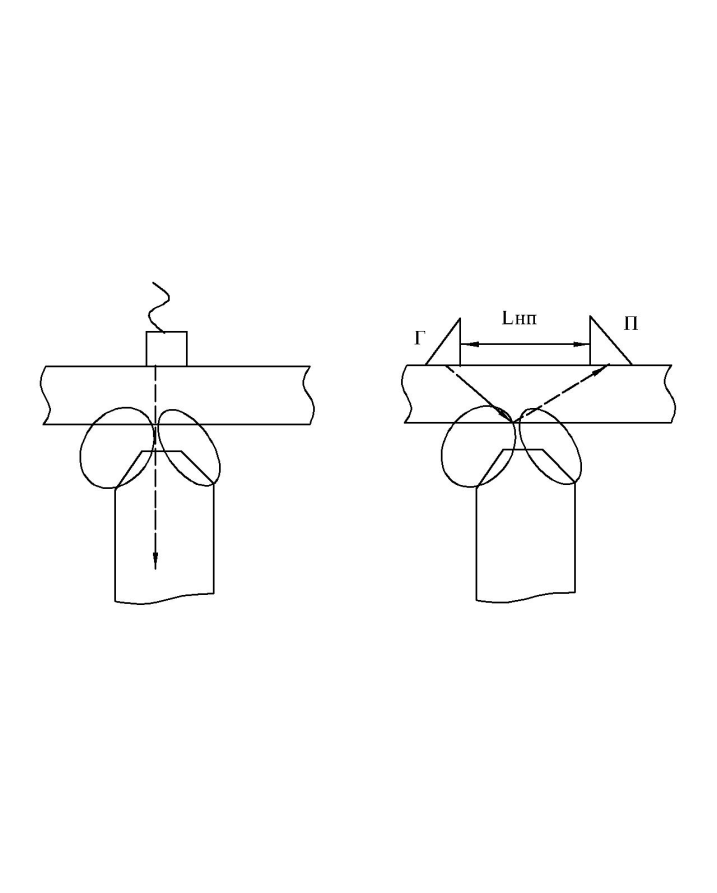
П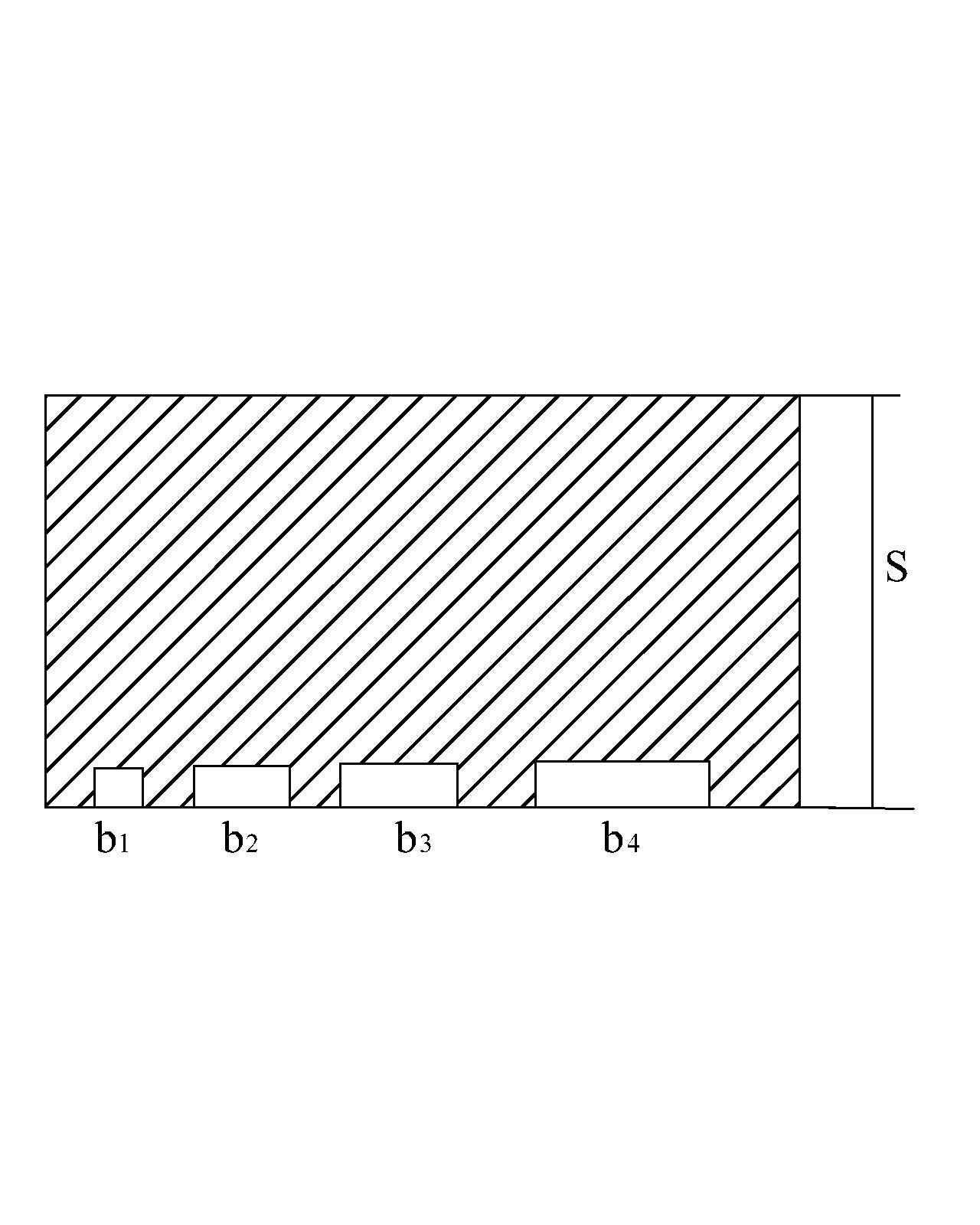 ри
определении в шве непровара или других
крупных дефектов УЗ волна, проходя зону
наплавленного металла переходит в
стенку. При наличии дефекта УЗ волна
отразится от него и частично достигнет
приемного ПЭП. Амплитуда эхо – сигнала
от непровара определяется в основном
его шириной, поэтому по величине эхо –
сигнала можно достаточно точно определить
ширину непровара путем сравнения
амплитуды эхо – сигнала от непровара
и модели, выполненной в испытательных
образцах. Перед контролем устанавливают
поисковый уровень чувствительности.
Недостаток этого метода – в необходимости
применения испытательных образцов и
зависимости амплитуды эхо – сигнала
от состояния поверхности изделия и
образца.
ри
определении в шве непровара или других
крупных дефектов УЗ волна, проходя зону
наплавленного металла переходит в
стенку. При наличии дефекта УЗ волна
отразится от него и частично достигнет
приемного ПЭП. Амплитуда эхо – сигнала
от непровара определяется в основном
его шириной, поэтому по величине эхо –
сигнала можно достаточно точно определить
ширину непровара путем сравнения
амплитуды эхо – сигнала от непровара
и модели, выполненной в испытательных
образцах. Перед контролем устанавливают
поисковый уровень чувствительности.
Недостаток этого метода – в необходимости
применения испытательных образцов и
зависимости амплитуды эхо – сигнала
от состояния поверхности изделия и
образца.
 Без
эталонный метод
– основан на сравнении амплитуды от
дефекта с амплитудой от бесконечной
плоскости, расположенной на той же
глубине, что и непровар. В качестве
такой плоскости используют внутреннюю
поверхность полки.
Без
эталонный метод
– основан на сравнении амплитуды от
дефекта с амплитудой от бесконечной
плоскости, расположенной на той же
глубине, что и непровар. В качестве
такой плоскости используют внутреннюю
поверхность полки.
Контролю должен предшествовать расчет и экспериментальное построение графика зависимости амплитуды и ширины непровара с помощью дефектоскопа и испытательного образца.
Построение графика производится следующим образом:
- искатель устанавливают на поверхности образца и получают сигнал от бесконечности
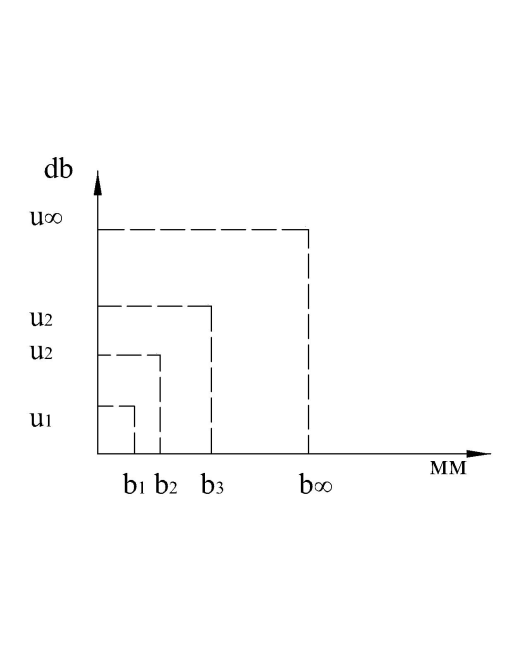 -
с помощью регуляторов ослабления
производят измерение амплитуды от
бесконечности
-
с помощью регуляторов ослабления
производят измерение амплитуды от
бесконечности
- аналогично производят измерения амплитуд от отражателей
- строят график.
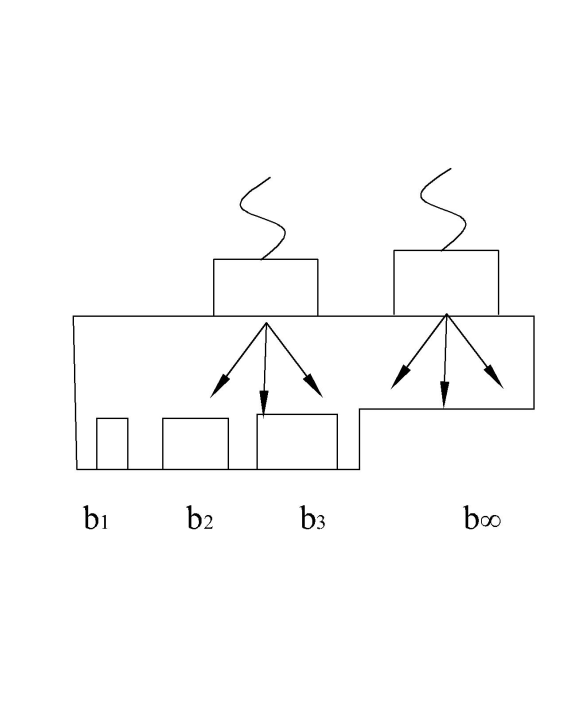
Перед контролем сварного соединения искатели располагают на полке вне зоны шва. С помощью аттенюатора выставляют значение U∞, а с помощью других регуляторов измеряющих усиление, устанавливают амплитуду U∞ на стандартный уровень. Поиск непровара осуществляют на поисковом уровне, то есть на уровне b1. Для измерения ширины выявленного дефекта с помощью регулятора ослабления измеряют амплитуду от дефекта. По значению ослабления, пользуясь графиком, определяют ширину непровара. ПЭП при поиске ведут z –образно.