

4.Действие электротока на организм человека. Билет №15.
1.Направленность поля искателя.
Направленность поля искателя представляет собой диаграмму, описывающую угловое распространение УЗК в дальней зоне. Стараются иметь наиболее узкую направленность поля искателя, так как при этом УЗК распространяются в более сфокусированном виде, вследствие чего улучшаются выявляемость дефектов, более точно определяются координаты и размеры дефекта. На направленность поля искателя влияют следующие факторы:
- размер пьезопластины
- частота импульса, длина волны УЗК
- угол падения β УЗ волны.
Направленность поля искателя уменьшается с увеличением размера пьезопластины и частоты УЗК и уменьшения угла падения β.
Sin φ = 0.61•(C / α • f) диаметр пластины выбирают таким, чтобы обеспечить достаточно высокую направленность при заданной частоте.
fмгц |
2aмм |
a•f |
1,8 |
18 |
16,2 |
2,5 |
12 |
15 |
5 |
6-8 |
15-20 |
2.Определение ширины непровара с к-образной разделкой кромок.
3.Квалификационные испытания сварщиков. Механические испытания допускных стыков труб большого диаметра.
квалификационные испытания сварщиков:
К прихваткам и сварке магистральных трубопроводов допускаются сварщики, которые независимо от наличия удостоверения, должны заварить допускной стык в соответствии со СНИП – I I I – 42-80*. Каждый сварщик, по любому виду сварки, в присутствии контролера службы контроля качества, должен заварить допускной стык диаметром до 1020мм и половину стыка диаметром более 1020мм в условиях, равных трассовым, если:
Впервые варит магистральный трубопровод или имел перерыв в работе более трех месяцев;
Выполняет сварку труб из новых марок стали;
Применяет новые марки сварочных материалов;
Выполняет сварку труб с измененной формой разделки кромок;
Использует новые типы сварочного оборудования;
Переведен на сварку труб другой группы по диаметру;
Группы: 1-я – до 400мм, 2-я – от 400 до 1000мм, 3-я – больше 1000мм.
Разрешается сварку допускного стыка выполнять силами бригады.
Допускной стык должен быть подвергнут:
ВИК
РК контроль
Мех. испытаниям.
Если стык по ВИК и РК не отвечает требованиям СНИП I I I – 42-80*, то производят повторно сварку и контроль двух других допускных стыков. Если при повторном контроле результаты неудовлетворительны хотя бы по одному из стыков, то сварщик признается не выдержавшим испытание и должен пройти переподготовку.
Механические испытании проводят после положительных результатов ВИК и РК.
механические испытания труб большого диаметра:
Схема вырезки образцов:
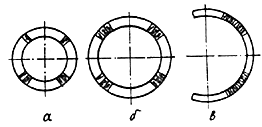
а - трубы диаметром до 400мм мм; б - трубы диаметром 400 - 1000 мм; в - трубы диаметром 1020-1420 мм; 1 - образец для испытания на растяжение; 2 - образец для испытания на изгиб корнем шва наружу или на ребро; 3 - образец для испытания на изгиб корнем шва внутрь или на ребро
если стык неповоротный, то образцы вырезаются из переходных участков, то есть из потолка в вертикальное положение. Если стык поворотный, то равномерно по периметру стыка, обязательно с замком.
Образцы подвергаются следующим испытаниям:
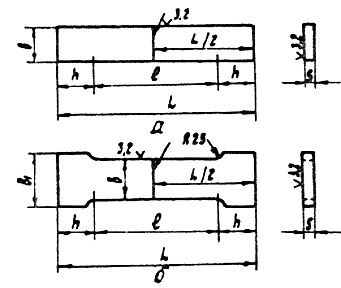
Образец №1 (тип Х11 – Х111) – растягивание со снятым усилением, диаметр свыше 400 и S > 12,5мм – 4штуки.
Образец №2 (тип ХХV11 – XXV111) на прогиб корнем шва наружу или на ребро – 4 штуки.
Образец №3 (тип ХХV11 – XXV111) на изгиб корнем шва внутрь или на ребро – 4 штуки.
Если S> 12,5мм то образцы на изгиб кладут на ребро. При механических испытаниях образцы должны отвечать следующим требованиям:
При испытании на разрыв σв сварного соединения больше или равно σв основного металла. σв= P/F
При испытании на изгиб образцы гнут до появления первой трещины на поверхности образца. Среднее арифметическое значение угла изгиба должно быть не меньше 120°. Минимальный угол изгиба одного образца не ниже 100°. При подсчете среднего арифметического угла изгиба все углы больше 150° принимаются равными 150°.
Если образцы вырезаны из допускных стыков имеют неудовлетворительные показатели, то испытания проводят на удвоенном количестве образцов, вырезанных из повторно сваренного стыка. Если и при повторно сваренных стыках образцы имеют неудовлетворительные показатели, сварщик считается не выдержавшим испытания и должен пройти переподготовку. При подготовке образцов к испытаниям усиление должно быть снято.