

2.Контроль тавровых соединений с V-образной разделкой кромок, условие прозвучивания сварного шва.
.условие прозвучивания сварного шва таврового соединения с V – образной разделкой кромок и полным проваром :
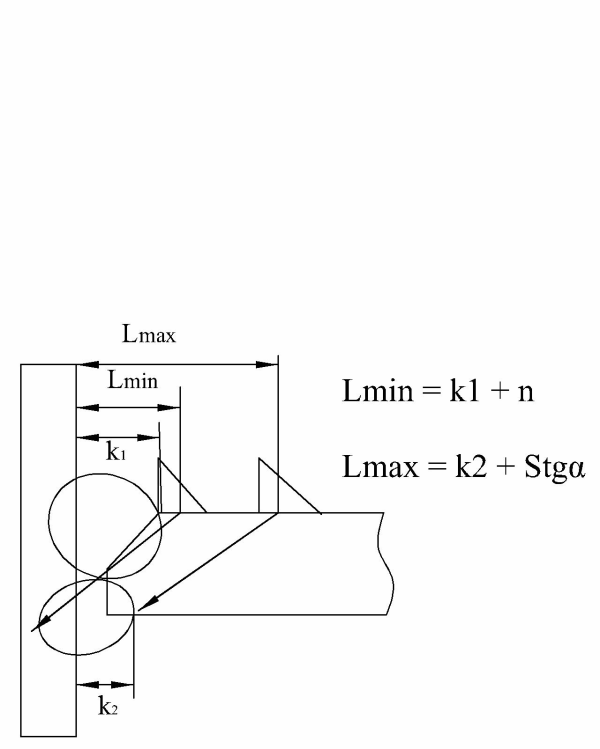
Контроль данных сварных соединений в большинстве случаев возможен со стороны приваренного листа с поверхности разделки. Если имеется доступ, то целесообразно вести контроль с поверхности, противоположной разделке, так как при этом значительно уменьшается ближний предел перемещения ПЭП.
Контроль со стороны разделки следует производить прямым и однократно отраженным лучами, причем обычно корень шва прозвучивается с β= 50°, а верхнюю часть шва прозвучивают β=40°. Причем прозвучивание наплавленного металла шва достигается при выполнении условия : hусл = hусл1 + hусл2 ≤ S hусл1 = (n + k1)/tgα hусл2 = (Z+k2)/ tgα
Е сли
условие не выполнено, то необходимо
нижнюю часть шва прозвучивать двукратно
отраженным лучом с β= 50°, или увеличить
β до 50° при контроле верхней части шва
( однократно отраженным лучом), или
уменьшить стрелу ПЭП.
сли
условие не выполнено, то необходимо
нижнюю часть шва прозвучивать двукратно
отраженным лучом с β= 50°, или увеличить
β до 50° при контроле верхней части шва
( однократно отраженным лучом), или
уменьшить стрелу ПЭП.
3.Операционный контроль сборочно-сварочных работ.
Операционный контроль при сборочно – сварочных работах:
Включает проверку:
Соответствия труб и сварочных материалов требованиям ГОСТ, ТУ и проекта. Трубы и сварочные материалы, не имеющие сертификатов, использовать в производстве запрещено.
Контроль подготовки труб под сборку и сварку. Перед сборкой и сваркой необходимо:
Осмотреть поверхность труб;
На концевых участках труб не допускаются расслоения любого размера, выходящие на поверхность или кромку трубы. Удаляются обрезкой участка трубы;
Задиры , царапины, риски на поверхности труб глубиной более 0,2мм, но не более 5% от толщины стенки, подлежат ремонту(шлифованием). При этом толщина стенки не должно быть выведена за проделы минусового допуска;
В местах с коррозией толщина стенки не должна выходить за пределы минусового допуска;
Вмятины, глубиной до 3,5% от диаметра трубы, выправляются разжимными безударными устройствами. Правка вмятин на трубах σv > 55кгс/мм² производится с подогревом на 150° - 200°С при любой температуре окружающего воздуха. Правка вмятин на трубах σv<55кгс/ мм² производится с подогревом на 100° - 150°Столько при минусовой температуре. При положительной температуре исправляются без подогрева;
Забоины и задиры фасок на концах труб глубиной до 2% исправляются заплавкой с последующей шлифовкой.
Проверка чистоты внутренней полости трубы – внутри трубы не должно быть снега, наледи, грязи и других посторонних предметов. При перерыве в работе более двух часов на концах сварочного участка трубопровода должны быть установлены временные заглушки;
Зачистка края трубы под сборку и сварку – минимум 10мм для РДС и 15мм для автоматов.
Контроль качества сборки и центровка стыка: сборку труб диаметром более 529мм необходимо выполнять на внутреннем центраторе. Во время центровки обеспечить: соосность, равномерность зазора, допустимое смещение кромок.
Соблюдение технологии и режима сварки:
Необходимо проверять температуру предварительного подогрева, температуру прокалки сварочных материалов, чистоту зачистки промежуточных слоев от шлака, количество слоев, режимы сварки. При ветре более 10м/сек и при выпадении осадков, выполнять сварочные работы без инвентарных укрытий запрещено. Сборочные работы разрешается выполнять при температуре не ниже 50°, а сварочные – не ниже 40°С.