

2.Контроль тавровых соединений с к-образной разделкой кромок, определение пределов перемещения пэп.
контроль тавровых соединений с К – образной разделкой кромок, определение пределов перемещения ПЭП : тавровые соединения с К – образной разделкой кромок и полным проваром корня шва прозвучиваются прямым и однократно – отраженным лучом, когда нет возможности прямым – то двукратно отраженным. Контроль проводится в два этапа:
1. первоначально необходимо произвести поиск непровара в корне шва, как наиболее часто встречающийся дефект. Он устойчиво выявляется искателем с β=50°.



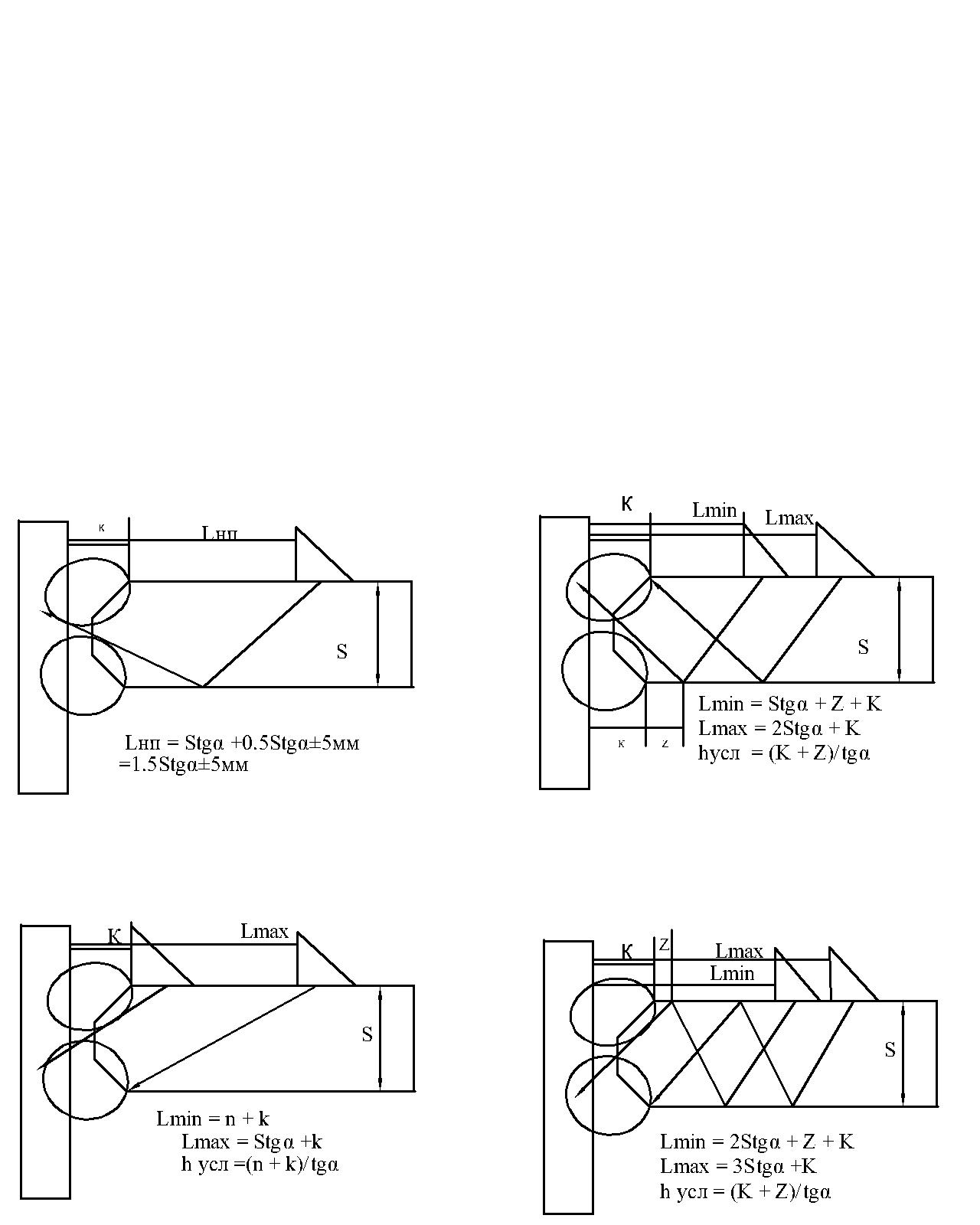
2. при отсутствии непровара в корне шва производят контроль в верхней и нижней частях шва искателем β = 40°. Верхнюю часть шва прозвучивают однократно отраженным лучом, а нижнюю двукратно отраженным или прямым лучом.
3.Наружние дефекты сварных швов. Причины их образования.
наружные дефекты сварных швов:
П одрезы:
это
углубления в месте перехода основного
металла к металлу сварного шва. Причины
– большая сила тока, высокая скорость
сварки, неправильный угол наклона
электрода. При большой длине дуги –
магнитное дутье. Подрез является
концентратором напряжения и при нагрузке
может служить очагом развития разрушения.
Подрезы исправляются наложением
«ниточных» валиков. На магистральных
трубопроводах допускается глубина
подреза 10% толщины, но не более 0,5мм и
длиной до150мм суммарно на 300мм сварного
шва.
одрезы:
это
углубления в месте перехода основного
металла к металлу сварного шва. Причины
– большая сила тока, высокая скорость
сварки, неправильный угол наклона
электрода. При большой длине дуги –
магнитное дутье. Подрез является
концентратором напряжения и при нагрузке
может служить очагом развития разрушения.
Подрезы исправляются наложением
«ниточных» валиков. На магистральных
трубопроводах допускается глубина
подреза 10% толщины, но не более 0,5мм и
длиной до150мм суммарно на 300мм сварного
шва.
Прожог: дефект в результате сквозного проплавления свариваемого металла и вытекания через это отверстие металла сварочной ванны. Причины – большая сила тока, малая скорость сварки, большой зазор между кромками и малое притупление.
Кратер: не заплавленное присадочным металлом углубление, образовавшееся после угасания дуги в конце шва. На участке кратера шов имеет уменьшенное сечение, в кратере есть усадочные рыхлоты и трещины. Кратер должен быть заварен.
Наплывы: стекание расплавленного металла на нерасплавленный основной металл. Причины – велик диаметр электрода, не соответствуют сила тока и скорость сварки, большая жидкотекучесть электродного металла.
Неудовлетворительное формирование валика шва: может выражаться ослаблением усиления шва, грубой чешуйчатостью, неравномерной шириной шва. Все это вызвано либо нарушением режимов сварки, либо недостаточной квалификацией сварщика.
Утяжины (вогнутость корня шва): дефекты в виде углублений на поверхности обратной стороны сварного соединения в не полностью проплавленном основном металле вследствие усадки сварного шва.
Причины – низкая квалификация сварщика, малый ток, потолочное положение стыка, большое притупление, неправильная техника сварки.
Н епровар
в корне шва:
местное отсутствие сплавления между
электродным металлом и кромками в корне
шва. Причины – малый ток, большая
скорость сварки, маленький зазор, велико
притупление и смещение электрода от
оси стыка.
епровар
в корне шва:
местное отсутствие сплавления между
электродным металлом и кромками в корне
шва. Причины – малый ток, большая
скорость сварки, маленький зазор, велико
притупление и смещение электрода от
оси стыка.
4.Оказание первой помощи при ожогах тепловых и химических. Билет №11.