

4.Оказание первой помощи при трещинах и вывихах. Билет №10.
1.Устройство наклонных и раздельно-совмещенных пэп.
Устройство прямых, наклонных и раздельно – совмещенных ПЭП.
По направлению акустической волны ПЭП делятся на прямые (нормальные), которые излучают и принимают волны под прямым углом (по нормали) к изучаемой поверхности и наклонные, излучающие под углом меньше 90° к поверхности контролируемого изделия. В практике применяют прямые и наклонные раздельно совмещенные ПЭП, прямые и наклонные совмещенные. Устройство нормальных ПЭП:
нормальные ПЭП излучают продольную волну и направляет ее под прямым углом в изделие. Толщина пьезопластины равна половине длины волны УЗК в пьезоматериале на рабочей частоте:
δ = λп /2 =Сп /2f , дельта (δ) – толщина пьезопластины, λп - длина волны в пьезоматериале, f – частота. С обеих сторон пьезопластины крепятся металлические электроды, чаще всего – серебряные. Протектор (донышко) преобразователя – это слой звукопроводящего материала , расположенный между пьезопластиной и контролируемым изделием и служит для защиты п.пластины от повреждений. Протектор изготавливают из стали, керамики, бериллия, фторопласта, полиуретана. С противоположной стороны пластины расположен демпфер. Изготавливают его из материала с большим поглощением УЗК, обычно из искусственных смол с добавлением порошка высокой плотности. Для уменьшения многократных отражений на демпфере со стороны , противоположной пьезопластине, наносят канавки, делают скосы. Корпус служит для крепления всех элементов ПЭП, соединительные контакты – для подключения к дефектоскопу.
Н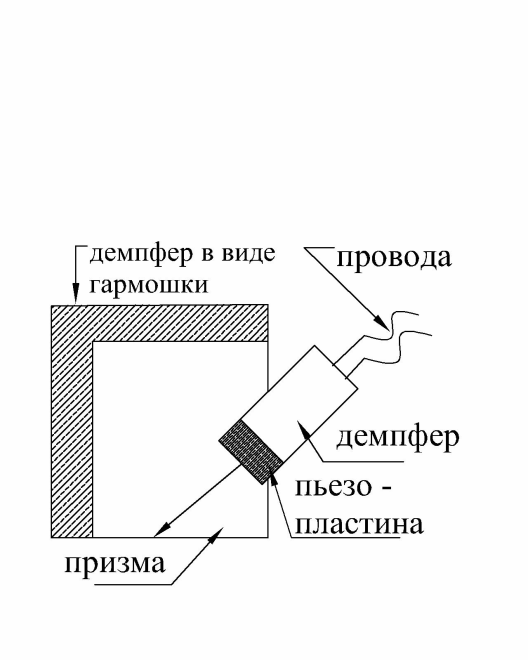 аклонные
ПЭП – предназначены для контроля
сварных соединений изделий и материалов
при невозможности контроля нормальными
ПЭП, то есть форма шва мешает использовать
нормальные ПЭП. При использовании
наклонных ПЭП УЗ волна вводится под
углом. В зависимости от сочетания
материалов призмы изготавливаются под
углами, предусмотренными стандартами
для сочетания оргстекло - сталь. Угол
падения выбирают между первым и вторым
критическими углами. Размеры и форма
призмы выбираются такими, чтобы
отраженные сигналы от границы раздела
не возвращались на пьезопластину, а
гасились в призме – ловушке. Для гашения
многократных отражений в призме
предусмотрены зоны небольших отверстий
или ребра на гранях. Призмы изготавливаются
из оргстекла, капролона, поликарбоната,
аклонные
ПЭП – предназначены для контроля
сварных соединений изделий и материалов
при невозможности контроля нормальными
ПЭП, то есть форма шва мешает использовать
нормальные ПЭП. При использовании
наклонных ПЭП УЗ волна вводится под
углом. В зависимости от сочетания
материалов призмы изготавливаются под
углами, предусмотренными стандартами
для сочетания оргстекло - сталь. Угол
падения выбирают между первым и вторым
критическими углами. Размеры и форма
призмы выбираются такими, чтобы
отраженные сигналы от границы раздела
не возвращались на пьезопластину, а
гасились в призме – ловушке. Для гашения
многократных отражений в призме
предусмотрены зоны небольших отверстий
или ребра на гранях. Призмы изготавливаются
из оргстекла, капролона, поликарбоната,
β |
α |
30° |
39° |
40° |
50° |
50° |
65° |
54° |
70° |
Стандартные углы –
Раздельно – совмещенные ПЭП :
в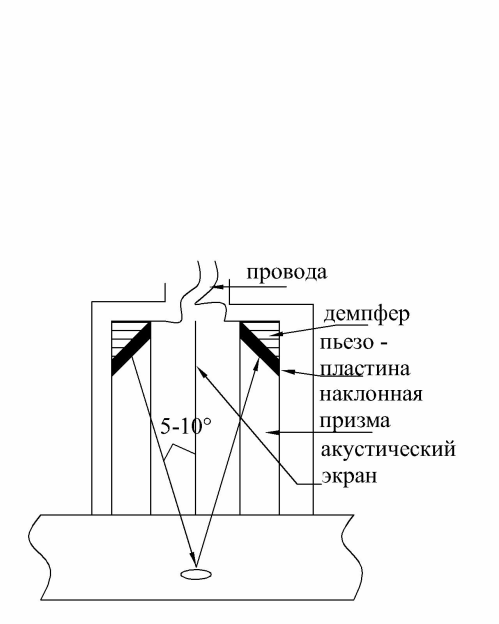
 раздельно – совмещенных ПЭП пьезоэлементы
включены по раздельно – совмещенной
схеме, объединены в одном корпусе. ПЭП
состоит из двух п.элементов, приклеенных
к наклонным призмам. Для предупреждения
прямой передачи акустических волн от
излучающего ПЭ к принимающему,
предусмотрен акустический экран,
который изготавливают из медной фольги
или кожи, обернутой медной фольгой.
Раздельно – совмещенные ПЭП обеспечивают
ввод в металл продольной волны под
углом 5- 10° к нормали.
раздельно – совмещенных ПЭП пьезоэлементы
включены по раздельно – совмещенной
схеме, объединены в одном корпусе. ПЭП
состоит из двух п.элементов, приклеенных
к наклонным призмам. Для предупреждения
прямой передачи акустических волн от
излучающего ПЭ к принимающему,
предусмотрен акустический экран,
который изготавливают из медной фольги
или кожи, обернутой медной фольгой.
Раздельно – совмещенные ПЭП обеспечивают
ввод в металл продольной волны под
углом 5- 10° к нормали.