

нагрев соединяемых деталей до температур ниже точек плавления материала деталей;
введение в зазор между соединяемыми деталями жидкой прослойки, являющейся припоем;
Взаимодействие между паяемым материалом и расплавом припоя;
кристаллизация жидкой фазы, находящейся между соединяемыми пайкой поверхностями деталей.
Образующееся при пайке соединение по своему строению и составу неоднородно. Оно включает литую прослойку (шов), спаи и диффузионные зоны (рис. 15).
Шов — неоднородная по составу и строению прослойка между соединяемыми деталями, образующаяся в результате взаимодействия припоя с паяемым материалом и последующей кристаллизацией расплава в зазоре.
Связь между швом и поверхностью детали возникает в результате образования спаев. Спай — переходный слой на границе «паяемая деталь — шов», образующийся в результате взаимодействия паяемого материала с
расплавом припоя.
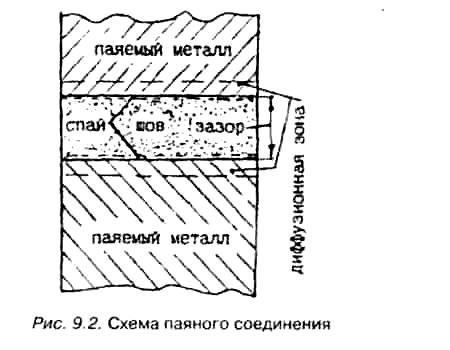
Рисунок 15. Схема паяного соединения
Диффузионная зона — граничащий со спаем слой паяемого материала. В зависимости от условий и режима пайки, а также от соотношения физико-химических свойств паяемого материала и припоя спай, образующийся между ними, может иметь различное строение. Если процесс прекращается на стадии образования химических связей, то имеем бездиффузионный спай. Спай, образующийся в условиях протекания растворно-диффузионных процессов в зоне контакта твердого и жидкого металлов, называют растворно-диффузионным.
Образование спаев возможно между материалами, которые между собой не сплавляются и не образуют химические соединения. В этом случае образование спая обусловлено межатомными связями различного типа. Один из примеров получения бездиффузионного спая — пайка железа оловом.
Припой должен хорошо растворять основной металл, обладать смачивающей способностью, быть дешевым и недефицитным. В зависимости от температуры плавления припои подразделяют на особолегкоплавкие (температура плавления <145 °С), легкоплавкие (температура плавления 145...450 °С), среднеплавкие (450... 1050 °С) и тугоплавкие ( >1050 °С). К особолегкоплавким и легкоплавким припоям относят оловянно-свинцовистые припои с добавками висмута, индия, кадмия, цинка.
При пайке применяют флюсы. Паяльный флюс – вспомогательный материал, применяемый для удаления оксидов с поверхности паяемого материала и улучшения растекаемости припоя по паяемой поверхности. По агрегатному состоянию флюсы бывают твердые, жидкие и газообразные.
При пайке применяют в основном соединения внахлестку и стыковое соединение. Для лучшего затекания припоя зазор в соединении должен быть минимальным. При пайке стали зазор в соединении должен быть 0,01 – 0,08мм.
Вопросы для самоконтроля:
1. В чем заключается сущность сварки давлением?
2. Как получаются сварные соединения при контактной сварке?
3. Назовите способы контактной сварки.
4. В чем заключается сущность каждого способа контактной сварки?
5. В чем заключается сущность диффузионной сварки?
6. Как осуществляется сварка трением?
7. Как осуществляется сварка взрывом?
8. В чем заключается сущность процесса пайки?
9. На какие виды подразделяются припои по температуре плавления?
10. Для чего применяются флюсы при пайке?
11. Из каких технологических процессов состоит процесс пайки?
12. Назовите строение соединения, образующегося при пайке?
13. Что такое шов, спай и диффузионная зона?
Тема: Строгание и долбление. Сверление, зенкерование,
развертывание (2 часа)