

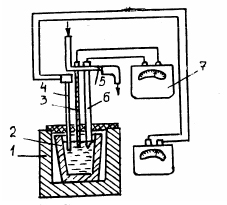
3.Разработать схему градуировки естественной термопары.
Естественной термопарой является режущий инструмент и обрабатываемая деталь (рис. 1). Спаем термопары служит зона контакта резца с деталью и стружкой. В цепь «деталь—резец» включается милливольтметр 1, который регистрирует в милливольтах величину термо-ЭДС, возникающей вследствие нагрева спая термопары (зоны контакта) в процессе резания. Щеточное устройство 2 осуществляет контакт подводящего провода с вращающейся деталью. Теплота Q в процессе резания образуется в результате:
внутреннего трения между частицами обрабатываемого металла в процессе деформации Qдеф;
внешнего трения стружки о переднюю поверхность резца Qп.т.;
внешнего трения поверхности резания и обработанной поверхности о задние поверхности резца Qз.тр.;
отрыва стружки, диспергирования Qдисп. (образования новых поверхностей);
![]() (1)
(1)
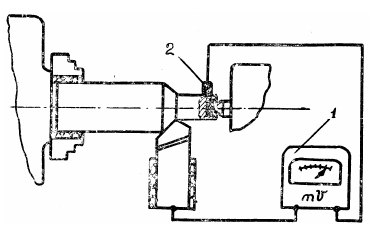 Рис.1.
Схема измерения температуры резания
методом естественной термопары.
Во
избежание возникновения паразитной
термо - ЭДС между деталью и щеткой, щетка
изготавливается из материала детали.
Резец и деталь должны быть изолированы
от станка.
С помощью тарировочного
графика по известным значениям термо
- ЭДС
можно определить соответствующую
им температуру в месте спая.
В
ходе проведения лабораторной работы
ставится задача: при заданных
условиях
найти экспериментальную зависимость
температуры резания от
параметров
режима резания (скорости, подачи и
глубины резания).
Для этого
исследуются зависимости температуры:
• от скорости резания при
постоянной подаче и глубине резания;
• от подачи при постоянной
скорости и глубине резания;
• от
глубины резания при постоянной скорости
резания и подаче.
Каждому
инструментальному материалу свойственна
своя температура
теплостойкости,
выше которой инструмент теряет режущие
свойства. Так, для быстрорежущих сталей
температура теплостойкости θ°т = 500 ...
550°С; для вольфрамокобальтовых твердых
сплавов—700...800°С; для титанокобальтовых
твердых сплавов-800...900°С и для
минералокерамических твердых сплавов
- 1100...1200°С.
Рис.1.
Схема измерения температуры резания
методом естественной термопары.
Во
избежание возникновения паразитной
термо - ЭДС между деталью и щеткой, щетка
изготавливается из материала детали.
Резец и деталь должны быть изолированы
от станка.
С помощью тарировочного
графика по известным значениям термо
- ЭДС
можно определить соответствующую
им температуру в месте спая.
В
ходе проведения лабораторной работы
ставится задача: при заданных
условиях
найти экспериментальную зависимость
температуры резания от
параметров
режима резания (скорости, подачи и
глубины резания).
Для этого
исследуются зависимости температуры:
• от скорости резания при
постоянной подаче и глубине резания;
• от подачи при постоянной
скорости и глубине резания;
• от
глубины резания при постоянной скорости
резания и подаче.
Каждому
инструментальному материалу свойственна
своя температура
теплостойкости,
выше которой инструмент теряет режущие
свойства. Так, для быстрорежущих сталей
температура теплостойкости θ°т = 500 ...
550°С; для вольфрамокобальтовых твердых
сплавов—700...800°С; для титанокобальтовых
твердых сплавов-800...900°С и для
минералокерамических твердых сплавов
- 1100...1200°С.
Рис.2. Схема градуировки термопары «резец -деталь»
4.Разработать схему тарировки измерение сил резание.
5.Силы, действующие на резец. Действие сил Рх, Ру, р2 на инструмент, заготовку и станок.
Система сил, действующих при точении, может быть приведена к одной равнодействующей силе Р называемой силой резания. Точка приложения этой силы находится на рабочей (активной) части главной режущей кромки резца. Для практических целей обычно нужна не сама равнодействующая сила Р, а ее составляющие, действующие в заданных, представляющих интерес для практики, направлениях. Такими составляющими являются: 1) сила Pz - касательная составляющая, действующая в плоскости резания в направлении главного движения и определяющая нагрузку на станок и резец; величина Р2 определяет крутящий момент Мкр, по которому ведется расчет зубчатых колес и валов коробки скоростей станка; сила Ру - радиальная составляющая, приложенная перпендикулярно к оси заготовки; эта составляющая определяет силу отжима резца от заготовки и прогиб заготовки, обусловливающий точность изготовления детали; сила Ру необходима для расчета станины и суппорта станка; сила Рх - осевая составляющая, действующая вдоль оси заготовки параллельно направлению движения подачи; эта сила Рх определяет нагрузку механизма подачи станка, ее значение является исходным для расчета звеньев механизма подачи станка. Три указанные составляющие силы взаимно перпендикулярны; поэтому величина и направление равнодействующей силы Р определяются как диагональ параллелепипеда. Соотношение величин составляющих сил Pz ,Ру и Рх не остается постоянным и зависит от геометрических параметров рабочей части резца, элементов режима резания (V, t, s), износа резца, физико-механических свойств обрабатываемого материала и условий резания.