

Завивание стружки, усадка стружки и упрочнение поверхности.
В зависимости от условий обработки стружка может принимать различные формы. Форма стружки имеет решающее значение при оценке условий удаления стружки из зоны резания. В зависимости от обрабатываемого материала, конструкции фрезы, геометрических параметров зубьев и других факторов при фрезеровании стружка может быть лентообразной: путаной и дробленой; спиральной и дробленой; связанной и несвязанной.
Завивание стружки в спираль обусловливается многими факторами. Слои стружки, прилегающие к режущему клину инструмента, деформируются больше и утолщаются, приобретая клинообразную форму, в результате чего и создается завивание . Завивание вызывается и тем, что, встречаясь с телом фрезы, стружка вынуждена изменить направление движения и изогнуться. Степень завивания стружки учитывается при конструировании канавок многих типов фрез. Завиванию стружки содействует также и неравномерное охлаждение ее по толщине. Сильнее охлаждаются наружные слои, поэтому они сжимаются.
Управлять процессом завивания и дробления стружки можно, изменяя скорость резания и положение фрезы по отношению к обрабатываемой заготовке, а также выставляя на определенные углы режущие пластины.
Износ сверл. Назначение элементов режима резания при сверлении, зенкеровании и развертывании.
Износ сверл происходит в результате выкрашивания режущих кромок, вызываемого повышенными скоростями резания, недостаточным охлаждением сверла, неправильной его заточкой (завышенные значения задних углов и ширины перемычки), недоброкачественной термической обработкой сверла (перегрев, обезуглероживание и т. д.).
Затупление режущих кромок наступает вследствие длительной работы сверла без переточки, повышенных скоростей резания и подачи, провертывания сверла в патроне и переходной втулке или в шпинделе. Быстрый и неравномерный износ режущих кромок наступает в результате высокой скорости резания, несимметричного расположения кромок, приводящего к повышенной нагрузке на одно перо сверла, перегрева сверла из-за недостаточного его охлаждения.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, чтобы процесс обработки детали был наиболее производительным и экономичным.
Теоретический расчет элементов режима резания производится в следующем порядке.
1. Выбирают подачу в зависимости от характера обработки, требуемого качества обработанной поверхности, прочности сверла и других технологических и механических данных. Подача, выбранная по справочным таблицам, корректируется паспортными данными сверлильного станка (берется ближайшая меньшая).
2. Определяют скорость резания, допускаемую режущими свойствами сверла. При сверлении сверлом из быстрорежущей стали скорость резания находят по формуле
5. Проверяют выбранные элементы режима резания по прочности слабого звена механизма главного движения и мощности электродвигателя станка.
6. Подсчитывают основное (технологическое) время Т0 обработки детали.
При сверлении, рассверливании, зенкеровании и развертывании основное (машинное) время определяется по формуле
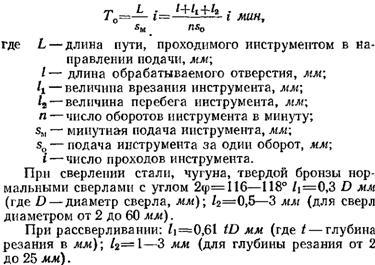
При зенкеровании и развертывании:

Обычно в производственных условиях при выборе элементов режима резания, сверления, зенкерования, развертывания и нарезки внутренних резьб пользуются данными технологических карт и таблиц справочников.