

8.Типы и углы токарных резцов
Одним
из наиболее простых и распространенных
металлорежущих инструментов является
резец
. Резцы
применяются на токарных, револьверных,
строгальных и других станках. В зависимости
от вида станка и рода выполняемой работы
применяются резцы различных типов.
Основные типы токарных резцов изображены
на рис. 14. Для обточки наружных поверхностей
вращения, т. е. цилиндрических валиков,
конических поверхностей большой длины
и им подобных деталей, применяют
.проходные резцы. Проходные резцы бывают
прямые и отогнутые.
Отогнутые резцы
получили широкое применение из-за их
универсальности, большей жесткости,
возможности вести обработку в менее
доступных местах.
Отогнутыми
резцами можно работать при продольной
и поперечной подачах и вести обточку
поверху, подрезку торцов, снятие фасок.
Проходные резцы могут быть черновые и
чистовые. Чистовые
резцы имеют
больший радиус закругления, что
обеспечивает получение более чистой
обработанной поверхности. Если необходимо
получить особенно чистую и гладкую
поверхность, применяют широкие лопаточные
резцы. Эти резцы работают с большой
подачей. Однако при значительной длине
контакта режущей кромки с заготовкой
они склонны к вибрациям, дрожанию.
Проходные
упорные резцы
(рис. 14, в) имеют угол в плане ф = 90° и
применяются при обточке ступенчатых
валиков и подрезке буртиков, а также
при точении нежестких деталей.
Подрезные
резцы
предназначаются для обточки плоскостей,
перпендикулярных оси вращения, подрезки
торцов на проход (рис. 14, г). Эти резцы
работают с поперечной подачей. Расточные
резцы служат для обработки отверстий
(рис. 14, д, е). Они работают в менее
благоприятных условиях, чем проходные
резцы для наружной обточки. Расточные
резцы должны иметь меньшие поперечные
размеры, чем обрабатываемое отверстие.
Они получаются длинными. Вылет резца
должен быть больше длины растачиваемого
отверстия. В силу малой жесткости
расточные резцы склонны к вибрациям,
что не дает возможности снимать стружку
большого сечения.
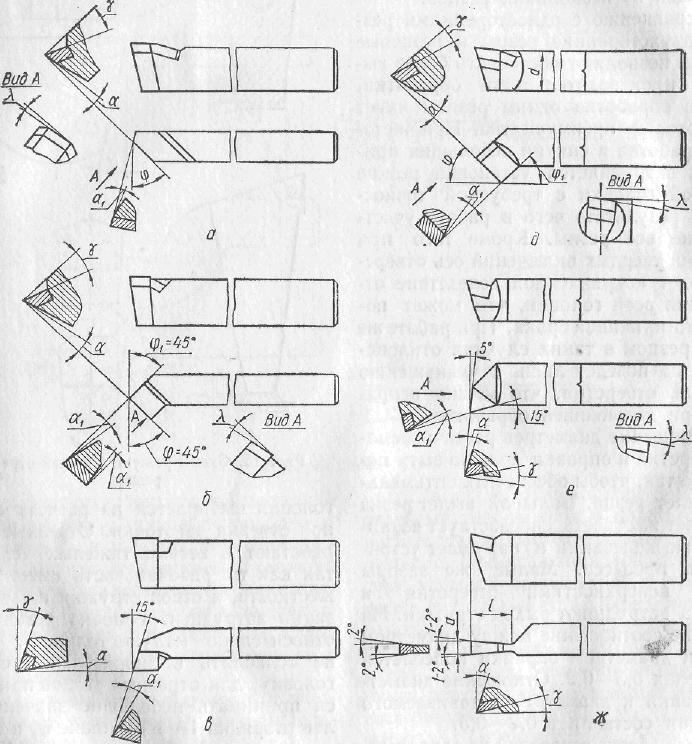
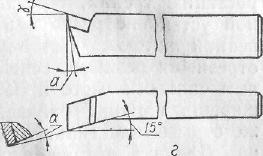 Рис.
14. Токарные
резцы
При
расточке длинных отверстий и отверстий
большого диаметра широко применяют
державки (оправки) со вставными резцами
круглого или квадратного сечения малых
размеров. Пользуясь державками, расточку
отверстия можно производить при помощи
одностороннего резца с одной режущей
частью, двухстороннего резца, имеющего
режущие части с обоих торцов, резцовой
головки, состоящей из нескольких
резцов.
По сравнению с односторонними
резцами двухсторонние резцы и резцовые
головки позволяют обеспечить более
высокую производительность обработки.
Однако обработка одним резцом имеет и
некоторые преимущества. При чистовой
обработке и снятии небольших припусков
затрудняется установка резцов резцовой
головки с требуемой точностью, в
результате чего в работе участвуют не
все резцы. Кроме того при срезании
твердых включений ось отверстия будет
искривленной вследствие отклонения
всей головки, что может послужить
причиной брака. При работе же одним
резцом в таких случаях отклонение резца
поведет лишь к уменьшению размеров
отверстия, что можно исправить при
дальнейшей обработке.
Отрезные
резцы служат
для отрезания материала от прутков
сравнительно небольшого диаметра (рис.
14, ж). Они выполняются с оттянутой
головкой, т. е. ширина головки выполняется
меньше ширины тела резца. Длина оттянутой
головки выбирается из расчета свободной
отрезки заготовки. Отрезные резцы
работают в весьма тяжелых условиях, так
как их рабочая часть имеет малую
жесткость, а отвод стружки из зоны
резания затруднен. Головка резца имеет
относительно малую толщину. Чтобы не
ослаблять в значительной степени
головку, для отрезных резцов приходится
принимать небольшие значения углов
(порядка 1—3°) в плане ф1 и задних углов
АЛЬФА1 на вспомогательных боковых
режущих кромках. Это приводит к возрастанию
трения, особенно при неточной установке
резца или его некачественной заточке.
Поэтому при работе отрезными резцами,
оснащенными твердым сплавом, часто
происходят выкрашивания и сколы режущей
части, а также отрывы пластинки от
державки резца.
Рис.
14. Токарные
резцы
При
расточке длинных отверстий и отверстий
большого диаметра широко применяют
державки (оправки) со вставными резцами
круглого или квадратного сечения малых
размеров. Пользуясь державками, расточку
отверстия можно производить при помощи
одностороннего резца с одной режущей
частью, двухстороннего резца, имеющего
режущие части с обоих торцов, резцовой
головки, состоящей из нескольких
резцов.
По сравнению с односторонними
резцами двухсторонние резцы и резцовые
головки позволяют обеспечить более
высокую производительность обработки.
Однако обработка одним резцом имеет и
некоторые преимущества. При чистовой
обработке и снятии небольших припусков
затрудняется установка резцов резцовой
головки с требуемой точностью, в
результате чего в работе участвуют не
все резцы. Кроме того при срезании
твердых включений ось отверстия будет
искривленной вследствие отклонения
всей головки, что может послужить
причиной брака. При работе же одним
резцом в таких случаях отклонение резца
поведет лишь к уменьшению размеров
отверстия, что можно исправить при
дальнейшей обработке.
Отрезные
резцы служат
для отрезания материала от прутков
сравнительно небольшого диаметра (рис.
14, ж). Они выполняются с оттянутой
головкой, т. е. ширина головки выполняется
меньше ширины тела резца. Длина оттянутой
головки выбирается из расчета свободной
отрезки заготовки. Отрезные резцы
работают в весьма тяжелых условиях, так
как их рабочая часть имеет малую
жесткость, а отвод стружки из зоны
резания затруднен. Головка резца имеет
относительно малую толщину. Чтобы не
ослаблять в значительной степени
головку, для отрезных резцов приходится
принимать небольшие значения углов
(порядка 1—3°) в плане ф1 и задних углов
АЛЬФА1 на вспомогательных боковых
режущих кромках. Это приводит к возрастанию
трения, особенно при неточной установке
резца или его некачественной заточке.
Поэтому при работе отрезными резцами,
оснащенными твердым сплавом, часто
происходят выкрашивания и сколы режущей
части, а также отрывы пластинки от
державки резца.
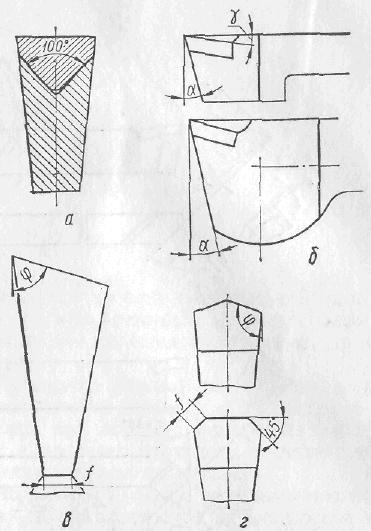 Рис.
15. Схемы режущих частей отрезных
резцов
Рис.
15. Схемы режущих частей отрезных
резцов
По
роду выполняемой работы строгальные
резцы
разделяются на проходные (обдирочные
и чистовые), отрезные, подрезные, пазовые
и специальные (рис. 16). Проходные
строгальные резцы (рис. 16, а) предназначены
для строгания плоскостей с горизонтальной
подачей, а подрезные резцы (рис. 16, б) —
для обработки вертикальных плоскостей
с вертикальной подачей. Отрезные и
прорезные строгальные резцы (рис. 16, в)
используются при отрезке и прорезке
узких пазов. Чистовые широкие лопаточные
резцы (рис. 16, г) применяются для чистовой
обработки плоскостей с большой подачей.
Для обеспечения плавного врезания и
выхода инструмента целесообразно
применять строгальные резцы с углом
наклона режущей кромки К, который в
зависимости от условий обработки может
колебаться от 10 до 60°.
Строгальные
резцы
бывают прямые и изогнутые. Прямые резцы
просты в изготовлении, но менее
виброустойчивы по сравнению с изогнутыми.
Поэтому они применяются при малых
величинах вылета. В случае работы с
большими вылетами рекомендуется
пользоваться изогнутыми резцами, которые
получили широкое распространение в
промышленности. В процессе строгания
резец под воздействием усилий резания
изгибается. При изгибе прямого резца
его режущая часть будет углубляться в
материал заготовки и резец будет работать
с заеданием, что снижает качество
обработки и дополнительно нагружает
инструмент. При изгибе же изогнутого
резца его режущая часть будет отходить
от заготовки и срезать меньший слой
металла. Это обеспечивает более спокойное
протекание процесса резания, особенно
при резких колебаниях усилий резания,
вызываемых изменениями сечения срезаемого
слоя, локальными изменениями свойств
обрабатываемого материала и т. п.
 Рис.
17. Долбежные
резцы
Долбежные
резцы
применяются при обработке внутренних
линейчатых поверхностей на долбежных
станках в единичном и мелкосерийном
производстве. В зависимости от характера
выполняемой работы находят применение
проходной двухсторонний шпоночный или
прорезной резцы (рис. 17).
Рис.
17. Долбежные
резцы
Долбежные
резцы
применяются при обработке внутренних
линейчатых поверхностей на долбежных
станках в единичном и мелкосерийном
производстве. В зависимости от характера
выполняемой работы находят применение
проходной двухсторонний шпоночный или
прорезной резцы (рис. 17).
Углы резца (рис. 280) можно разделить на главные углы, углы в плане и угол наклона главной режущей кромки. Главные углы резца измеряются в главной секущей плоскости NN, т. е. в плоскости, перпендикулярной к проекции главной режущей кромки на основную плоскость. 1х главным углам относятся: передний угол у, задний угол а, угол заострения р и угол резания 6.
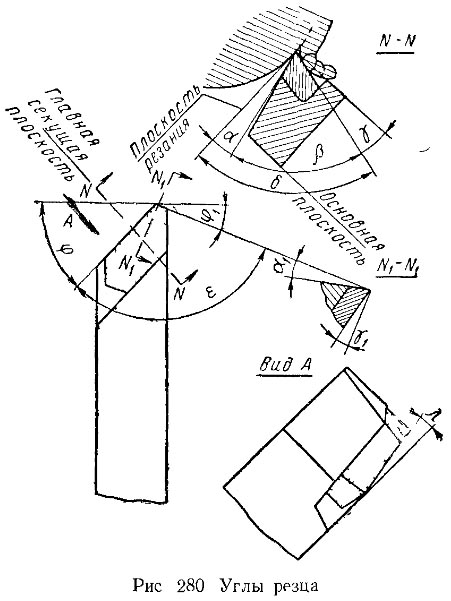 Главным
задним углом а называется угол между
главной задней поверхностью резца и
плоскостью резания.
Углом заострения
р называется угол между передней и
главной задней поверхностями резца.
Главным передним углом у называется
угол между передней поверхностью резца
и плоскостью, перпендикулярной плоскости
резания, проведенной через главную
режущую кромку.
Углом резания
δ называется угол между передней
поверхностью резца и плоскостью
резания.
Главным углом в плане
φ называется угол между проекцией
главной режущей кромки на основную
плоскость и направлением
подачи.
Вспомогательным углом в
плане φ1
называется угол между проекцией
вспомогательной режущей кромки на
основную плоскость и направлением
подачи.
Углом при вершине в плане в
называется угол между проекциями режущих
кромок на основную плоскость.
Углом
наклона главной режущей кромки λ
называется угол (рис. 280) между главной
режущей кромкой и линией, проведенной
через вершину резца параллельно основной
плоскости. Этот угол измеряется в
плоскости, проходящей через главную
режущую кромку перпендикулярно основной
плоскости.
Угол наклона главной
режущей кромки считается: равным нулю,
когда главная режущая кромка параллельна
основной плоскости (рис. 281, б); положительным,
когда вершина резца является низшей
точкой режущей кромки (рис. 281, в);
отрицательным, когда вершина резца
является высшей точкой режущей кромки
(рис. 281, а).
Резцы с положительным
наклоном главной режущей кромки (рис.
281, в) получаются более прочными и
стойкими. Такими резцами хорошо
обрабатывать твердые металлы, а также
прерывистые поверхности, создающие
ударную. нагрузку. При обработке таких
поверхностей твердосплавными резцами
угол наклона главной режущей кромки
доводят до 10 - 20°. Резцы, у которых вершина
-- высшая точка режущей кромки, т. е. угол
1 отрицательный (см. рис. 281, а), рекомендуется
применять для обработки деталей из
мягких металлов.
Назначение
углов резца.
Задний угол а (рис. 280) служит для уменьшения
трения между задней поверхностью резца
и обрабатываемой деталью. С уменьшением
трения уменьшается нагрев резца и его
износ. Однако, если задний угол сильно
увеличен, резец получается ослабленным
и быстро разрушается. При выборе заднего
угла приходится считаться со свойствами
обрабатываемого материала и условиями
резания. При обработке мягких и вязких
металлов задний угол берут обычно
большим, для твердых и хрупких металлов
- меньшим. Однако главным фактором, от
которого зависит величина заднего угла,
является подача. Опытами установлено,
что с уменьшением подачи износ резца
по задней поверхности возрастает, а с
увеличением подачи - уменьшается. Поэтому
при чистовой обработке, которую обычно
ведут с малой подачей резца, нужно
применять резцы с большим задним углом,
а при обдирочных работах с меньшим.
Главным
задним углом а называется угол между
главной задней поверхностью резца и
плоскостью резания.
Углом заострения
р называется угол между передней и
главной задней поверхностями резца.
Главным передним углом у называется
угол между передней поверхностью резца
и плоскостью, перпендикулярной плоскости
резания, проведенной через главную
режущую кромку.
Углом резания
δ называется угол между передней
поверхностью резца и плоскостью
резания.
Главным углом в плане
φ называется угол между проекцией
главной режущей кромки на основную
плоскость и направлением
подачи.
Вспомогательным углом в
плане φ1
называется угол между проекцией
вспомогательной режущей кромки на
основную плоскость и направлением
подачи.
Углом при вершине в плане в
называется угол между проекциями режущих
кромок на основную плоскость.
Углом
наклона главной режущей кромки λ
называется угол (рис. 280) между главной
режущей кромкой и линией, проведенной
через вершину резца параллельно основной
плоскости. Этот угол измеряется в
плоскости, проходящей через главную
режущую кромку перпендикулярно основной
плоскости.
Угол наклона главной
режущей кромки считается: равным нулю,
когда главная режущая кромка параллельна
основной плоскости (рис. 281, б); положительным,
когда вершина резца является низшей
точкой режущей кромки (рис. 281, в);
отрицательным, когда вершина резца
является высшей точкой режущей кромки
(рис. 281, а).
Резцы с положительным
наклоном главной режущей кромки (рис.
281, в) получаются более прочными и
стойкими. Такими резцами хорошо
обрабатывать твердые металлы, а также
прерывистые поверхности, создающие
ударную. нагрузку. При обработке таких
поверхностей твердосплавными резцами
угол наклона главной режущей кромки
доводят до 10 - 20°. Резцы, у которых вершина
-- высшая точка режущей кромки, т. е. угол
1 отрицательный (см. рис. 281, а), рекомендуется
применять для обработки деталей из
мягких металлов.
Назначение
углов резца.
Задний угол а (рис. 280) служит для уменьшения
трения между задней поверхностью резца
и обрабатываемой деталью. С уменьшением
трения уменьшается нагрев резца и его
износ. Однако, если задний угол сильно
увеличен, резец получается ослабленным
и быстро разрушается. При выборе заднего
угла приходится считаться со свойствами
обрабатываемого материала и условиями
резания. При обработке мягких и вязких
металлов задний угол берут обычно
большим, для твердых и хрупких металлов
- меньшим. Однако главным фактором, от
которого зависит величина заднего угла,
является подача. Опытами установлено,
что с уменьшением подачи износ резца
по задней поверхности возрастает, а с
увеличением подачи - уменьшается. Поэтому
при чистовой обработке, которую обычно
ведут с малой подачей резца, нужно
применять резцы с большим задним углом,
а при обдирочных работах с меньшим.
Передний
угол Υ (рис. 280) играет значительную роль
в процессе образования стружки. С
увеличением переднего угла облегчается
врезание резца в металл, уменьшается
деформация срезаемого слоя, улучшается
сход стружки, уменьшается сила резания
и расход мощности, улучшается качество
обработанной поверхности. Вместе с тем,
увеличение переднего угла приводит
к
ослаблению режущей кромки и понижению
ее прочности, к увеличению износа резца
вследствие выкрашивания режущей кромки,
к ухудшению отвода тепла. Поэтому при
обработке твердых и хрупких металлов
для повышения прочности инструмента,
а также его стойкости следует применять
резцы с меньшим передним углом; при
обработке мягких и вязких металлов в
целях облегчения отвода стружки следует
применять резцы с большим передним
углом. Практически выбор переднего угла
зависит не только от механических
свойств обрабатываемого материала, но
и от материала резца и формы передней
поверхности.
Главный угол в плане гр
определяет толщину среза α и и ширину
среза b (рис. 282). Ширина среза равна
рабочей длине главной режущей кромки,
а толщина измеряется перпендикулярно
к ней. При одних и тех же подаче и глубине
резания с уменьшением угла φ толщина
среза уменьшается, а ширина его
увеличивается. Благодаря этому теплота,
выделяющаяся в процессе резания,
распределяется на большей длине режущей
кромки.
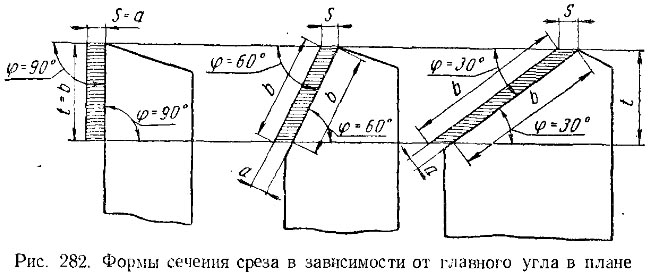 Угол
φ обычно выбирают 30 - 90° в зависимости
от вида обработки, типа резца, жесткости
обрабатываемой детали и резца и способа
их крепления. При обработке большинства
металлов проходными обдирочными резцами
можно брать угол φ=45°. При обработке
тонких длинных деталей в центрах
необходимо пользоваться люнетом либо
применять резцы с углом в плане 60, 75 или
даже 90°, чтобы детали не прогибались и
не возникали вибрации.
Вспомогательный
угол в плане φ1
уменьшает трение вспомогательной задней
поверхности резца об обработанную
поверхность детали. При его увеличении
уменьшается угол при вершине, вследствие
чего ухудшаются условия теплоотвода,
уменьшается стойкость, ухудшается
чистота обработанной поверхности. С
уменьшением угла φ1,
кроме того, увеличивается отжим резца
от обрабатываемой детали, и при
недостаточно жестких. деталях могут
возникнуть вибрации.
Угол
φ обычно выбирают 30 - 90° в зависимости
от вида обработки, типа резца, жесткости
обрабатываемой детали и резца и способа
их крепления. При обработке большинства
металлов проходными обдирочными резцами
можно брать угол φ=45°. При обработке
тонких длинных деталей в центрах
необходимо пользоваться люнетом либо
применять резцы с углом в плане 60, 75 или
даже 90°, чтобы детали не прогибались и
не возникали вибрации.
Вспомогательный
угол в плане φ1
уменьшает трение вспомогательной задней
поверхности резца об обработанную
поверхность детали. При его увеличении
уменьшается угол при вершине, вследствие
чего ухудшаются условия теплоотвода,
уменьшается стойкость, ухудшается
чистота обработанной поверхности. С
уменьшением угла φ1,
кроме того, увеличивается отжим резца
от обрабатываемой детали, и при
недостаточно жестких. деталях могут
возникнуть вибрации.