

Классификация баз по назначению.
По назначению базы подразделяются на:
Конструкторские;
Технологические;
Измерительные.
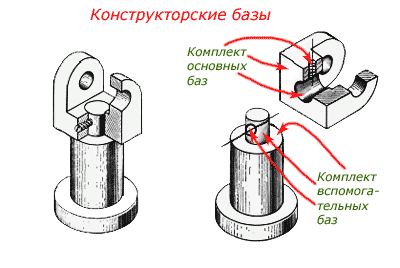
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основная база – конструкторская база детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база детали или сборочной единицы, используемая для определения присоединяемого к ним изделия.
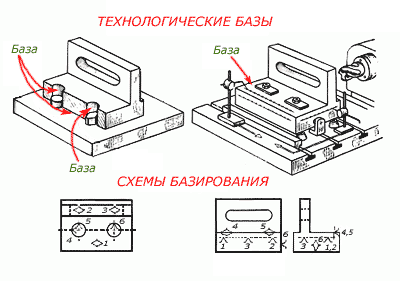
Технологические базы назначают при технологическом проектировании изготовления изделий и непосредственно в процессе их производства.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.
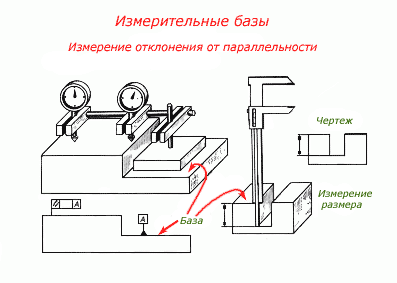
При контроле размеров, точности формы и расположения поверхностей выполняются измерения с использованием измерительных баз.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.
В машиностроении существует четыре вида поверхностей деталей и изделий:
исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение;
основные поверхности, с их помощью определяется положение данной детали в изделии;
вспомогательные поверхности, с их помощью определяется положение присоединяемых деталей относительно данной;
свободные поверхности, не соприкасающиеся с поверхностями других деталей.
Обратите особое внимание, базирование необходимо на всех стадиях создания изделия: конструирование, изготовление и измерения. Кроме того, теория базирования распространяется на все технологические системы, и не только изделия, но и заготовки могут иметь не один комплект баз.
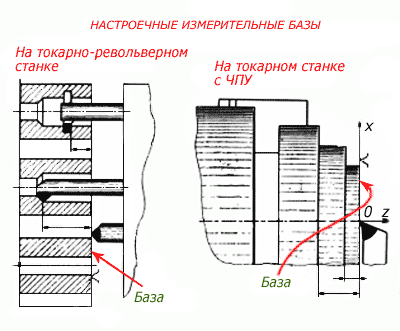
Деление технологических баз на основные и вспомогательные стандартами не предусмотрено, но все же необходимо их различать. В технической литературе и в практике существует понятие – настроечная технологическая база. Настроечная технологическая база – база, относительно которой базируется инструмент при настройке, и по отношению к которой с помощью инструмента формируются обрабатываемые поверхности, связанные с настроечной базой непосредственными размерами требуемого положения.
При разработке технологической документации, решая вопрос базирования и настройки инструментов в технологической системе, рекомендуется в качестве баз использовать конструкторские базы. Это обеспечивает сокращение размерных цепей и соответственно позволяет повысить точность изготовления изделий.
Одним из важнейших элементов технологического процесса изготовления или ремонта изделий являются контрольно-измерительные операции. Часто измерения составляют неразрывную часть технологических операций изготовления изделий и реализуются на одном рабочем месте при обработке заготовок, наладке или сборке. В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
Существует еще один термин, который Вы не встретите в стандарте, но можете повстречать в справочной литературе это проверочные технологические базы.
Проверочные технологические базы используются для базирования и проверки требуемого положения при изготовлении изделия. Их можно определить и как измерительные, поскольку положение этих баз проверяется визуально или с помощью средств измерения.
Обратите внимание, базируя инструмент при наладке, фактическую погрешность базирования относят к погрешности настройки.
Кроме классификации приведенной выше, в производственной практике и литературе различают также искусственные, черновые и чистовые технологические базы.
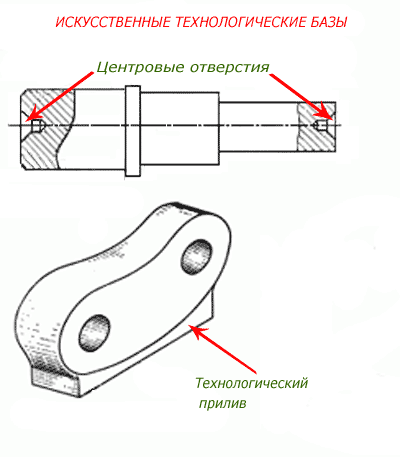
Искусственная технологическая база – база, которая как конструктивный элемент не требуется для готового изделия, а также база, которая в целях повышения точности базирования обрабатывается с более высокой точностью, чем требуется по служебному назначению. Лучший пример искусственных баз, центровые отверстия вала, их используют для установки при изготовлении изделия.
Выбор баз зависит не от стадии производства, а от характеристики размеров, формы, шероховатости и точности конструктивных элементов на разных этапах производства. Поэтому различают выбор баз из черновых (необработанных) элементов заготовки и из чистовых (обработанных) элементов заготовки.
Черновой технологической базой называют базу, используемую при выполнении первого установа после получения заготовки. Их назначение в том, чтобы обработать и подготовить чистовые (обработанные и более точные) базы для выполнения последующих операций изготовления изделия. Поскольку точность необработанных баз всегда ниже точности обработанных (чистовых) баз, а шероховатость выше, то черновые базы при обработке заготовки должны использоваться только один раз – при выполнении первого установа или при изготовлении изделия с одной установки. При смене баз необходимо использовать чистовые (обработанные), точные базы.
Смена баз – замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным.
Схемы базирования деталей. Принцип совмещения и постоянства баз. Погрешности базирования.
Размерные цепи. Методы расчета размерных цепей.
Размерной цепью называют совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Замкнутость размерной цепи приводит к тому, что размеры, входящие в размерную цепь, не могут назначаться независимо. Изменение одного из размеров влечет за собой изменение других размеров. Теория размерных цепей рассматривает относительное положение сборочных единиц, деталей и поверхностей деталей с позиций достижения требуемой точности определенных параметров машины. Расчет размерных цепей позволяет еще до изготовления опытных образцов устанавливать расчетным путем допуски параметров или проверять правильность их назначения, собираемость и работоспособность изделия и др. Использование методов расчета размерных цепей позволяет существенно сократить время и материальные затраты на этапе технической подготовки производства, повысить качество изготовления изделий, их конструкторской и технологической документации. Размеры, образующие размерную цепь, называют звеньями. Звенья обозначают буквами любого алфавита, но единообразно для одной цепи, например Аг А2> Аг Я" Я,, £3, С,, С,, С3, ... Индекс обозначает порядковый номер звена. Звеньями размерной цепи могут быть диаметры, длины, зазоры, натяги, покрытия, погрешности формы и расположения поверхностей, т. е. любые линейные и угловые параметры деталей и их соединений.
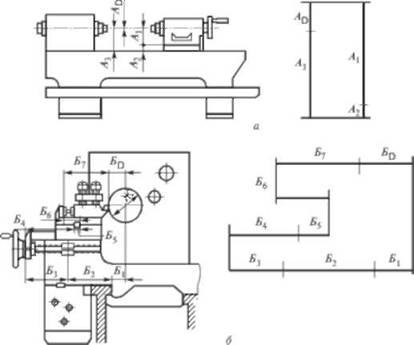
Размерную цепь графически изображают в виде замкнутой последовательности звеньев. Примеры простейших размерных цепей приведены на рис. 5.141. Так, на рис. 5.141, а показана размерная цепь, которая построена для расчета совпадения оси заднего центра токарного станка с осью переднего в плоскости чертежа и ее упрошенное изображение в виде размерной схемы.
Точность механической обработки деталей. Понятие о точности.
Под точностью обработки понимают степень соответствия изготовленной детали заданной. Точность обработки деталей характеризуется: а) точностью формы, т. е. степенью соответствия формы отдельных частей деталей и их взаимного размещения на чертеже; б) точностью размера, т. е. степенью соответствия действительных размеров отдельных участков поверхности деталей размерам, заданным на чертеже; в) шероховатостью поверхности, т. е. степенью соответствия гладкости действительных поверхностей деталей геометрическим поверхностям, предусмотренным чертежом.
На производстве точность обработки деталей удобнее определять не степенью соответствия действительных размеров деталей заданным на чертеже, а их отличием (погрешностью), т. е. отклонением размеров реальной детали от требуемых. Различают погрешности формы, размеров и шероховатости поверхностей.
Основными причинами возникновения погрешности механической обработки древесины могут быть: геометрическая неточность станка и его износ, неточность или затупленность режущего инструмента, неточность приспособления, недостаточная жесткость системы станок — приспособление — инструмент — деталь, ошибки при настройке станка и др.
Для точности обработки деталей важное значение имеют технологические базы (установочные, конструкторские и измерительные). Установочной называется база, лишающая заготовку или изделие трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей. Конструкторской называется база, используемая для определения положения детали или сборочной единицы в изделии; измерительной — база, используемая для определения относительного положения заготовки или изделия и средств измерения.
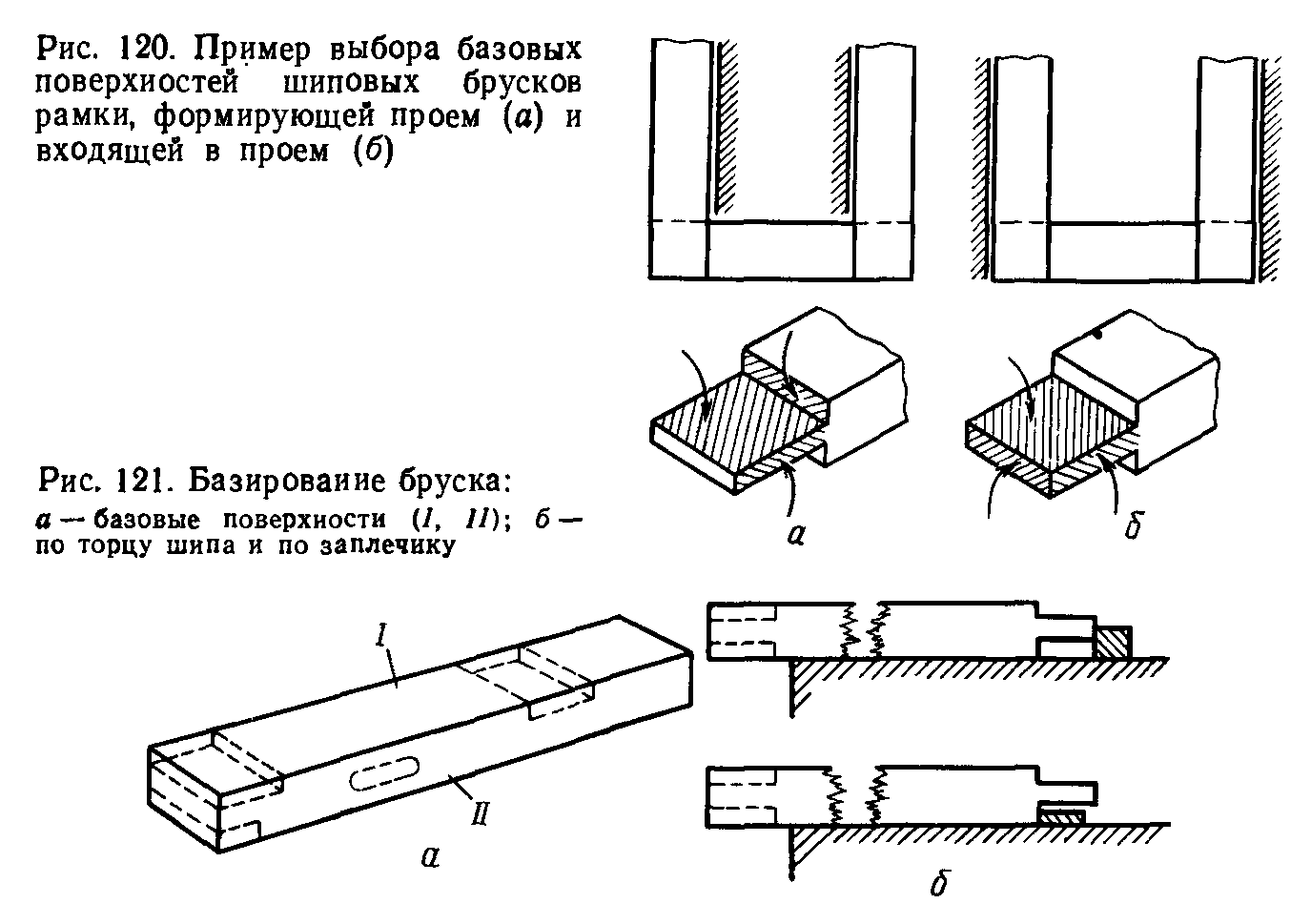
Количество базовых поверхностей и их расположение в обрабатываемой заготовке зависят от сложности изготовляемой детали и выбранного технологического процесса обработки. При обработке прямолинейных заготовок в заданный размер базовыми поверхностями являются отфугованные пласть и кромка заготовки. Выбор базовых поверхностей при нарезке шипов и проушин, выборке гнезд, сверлении отверстий, торцевании заготовок более сложен. Например, базовыми поверхностями шиповых брусков рамки (рис. 120) с формирующим внутренним проемом будут служить кромки, щечки и заплечики шипов. От точности расстояния между заплечиками шипов зависит точность внутреннего формирующего проема рамки по ширине.
При изготовлении рамок, входящих в проем (рис. 120,6), базовыми могут быть те же поверхности, что и у рамок с внутренним формирующим проемом. В этом случае, чтобы обеспечить требуемую точность рамки по ширине, ее дополнительно обрабатывают после сборки. Однако указанную точность рамки можно обеспечить и при сборке, базируясь на торцовых кромках шипов, тогда базовыми поверхностями шиповых брусков рамки будут щечки, боковые и торцовые кромки шипов. Правильный выбор и высокая точность обработки базовых поверхностей служат гарантией точности изготовления детали в целом. В процессе обработки не следует без надобности менять выбранную базу для выполнения тех или иных операций. При смене баз появятся дополнительные погрешности по отношению новых баз к старым.
Для точности обработки важное значение имеют правильное базирование деталей при установке их на станке или в приспособлении, а также точность этих станков и приспособлений, поэтому деревообрабатывающее оборудование должно соответствовать геометрической точности.
Установившаяся последовательность операций обработки деталей создает закономерности для правильного базирования их на станках (рис. 121), Обработка заготовок начинается с создания установочной базы (пластин бруска) для дальнейшей обработки и базирования. Желательно, чтобы установочные базы совпадали с конструкторскими. Деталь на станке следует базировать так, чтобы размеры от базовых поверхностей до поверхностей обработки являлись основными размерами детали. Изготовленные детали не следует длительное время выдерживать.
Это может привести к изменению их размеров и, соответственно, к изменению размеров сборочных единиц и изделий, а также к загрязнению поверхностей, подлежащих склеиванию или облицовыванию. При длительном выдерживании деталей и сборочных единиц предусматривают проверку их чистовых баз перед дальнейшей обработкой или сборкой в изделия. На точность обработки заготовок влияет точность станков, приспособлений и инструментов, т. е. способность их обеспечивать обработку древесины по заданному классу точности.
Виды погрешностей и причины их возникновения. Управление точностью обработки.
Статистические методы анализа точности. Экономическая точность обработки.
Жесткость технологической системы.
Главная