

Вопросы государственного экзамена по дисциплине «Технология сельскохозяйственного машиностроения»
Изделия машиностроительного производства. Основные определения и структура производственного и технологического процессов.
Нормирование технологического процесса.
Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций.
Технически обоснованной нормой времени называют время выполнения технологической операции в определённых организационно - технических условиях, наиболее благоприятных для данного типа производства.
На основе технически обоснованных норм времени устанавливают расценки, определяют производительность труда, осуществляют планирование производства и т. п.
Различают следующие нормы времени:
To - основное (машинное) технологическое время, мин, — время затраченное резание
 ,
(39)
,
(39)
где:
L - длина обработки, мм ; S - подача, мм/об ; n - частота вращения шпинделя, мин-1; i - число рабочих ходов (проходов).
L=l0+l1+l2, мм (40)
Где:
l0 - длина обрабатываемой поверхности в направлении обработки, мм ; l1 - длина врезания, мм ; l2 - перебег режущего инструмента, мм .
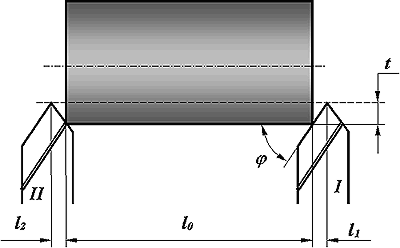
При точении и обработке осевым режущим инструментом длина врезания определяется по формуле, мм
![]() ,
(41)
,
(41)
где:
t - глубина резания, мм ; j - главный угол в плане.
При фрезеровании цилиндрическими, дисковыми и фасонными фрезами длина врезания, мм
![]() (42)
(42)
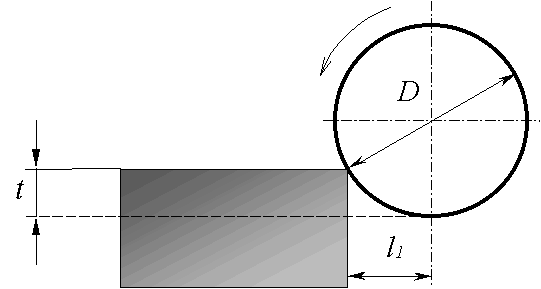
Для торцовых фрез при симметричном резании длина врезания, мм
 (43)
(43)
Перебег инструмента при обработке глухих отверстий равен нулю, в остальных случаях перебег, мм
![]() (44)
(44)
Твсп — вспомогательное время, затраченное на управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали, мин.
Торм — время на организацию рабочего места, затраченное на смазывание станка, удаление стружки, уборку рабочего места, установку и снятие режущего инструмента, мин.
Тотд — время на отдых, мин.
![]()
Тшт — штучное время - продолжительность выполнения технологической операции, не учитывающее время на подготовку исполнителя (рабочего) к выполнению данной операции.
Тп.з. — подготовительно-заключительное время, необходимое на ознакомление исполнителя с чертежом, получение консультаций у мастера, настройку станка и приспособлений. Это время распределяется не на одну деталь, а на всю партию деталей (n), подлежащих изготовлению.
Тш. к. — штучно-калькуляционное время, это и есть технически обоснованная норма времени на выполнение операции.
Все эти нормы времени приводятся в нормативно - справочной литературе.
Все нормы времени связаны между собой следующими приблизительными соотношениями:
![]()
![]()
Сокращение времени на обработку детали — Тшт. повышает производительность труда. Это сокращение возможно только за счёт уменьшения To (уменьшение припусков на обработку, применение многоинструментной обработки, применение режущего инструмента повышенной стойкости и соответствующей интенсификацией режимов обработки) и Твсп. (применение станочных быстродействующих приспособлений, фасонного и комбинированного режущего инструмента, и т. п.)
Типы машиностроительных производств.
Различают три вида производства: единичное, серийное и массовое. Следует отметить, что на одном и том же предприятии и даже в одном и том .цехе могут быть различные виды производства. Так, например, на предприятиях тяжелого машиностроения, выпускающих изделия единичного производства, мелкие детали, требующиеся в большом количестве, могут изготовляться по принципу серийного или даже массового производства.
Единичным называют такое производство, при котором выпуск каждого наименования изделий производится в очень небольших количествах.
Для единичного производства характерны следующие основные технологические признаки:применение универсального оборудования, применение универсальных приспособлений и стандартного режущего инструмента; разработка технологических процессов, как правило, по наиболее простым формам (маршрутные карты); расстановка станков группами по типам и размерам; применение пригоночных работ при сборке; высокая квалификация рабочих и др.
Серийным называется производство, при котором изготовление изделий данного наименования периодически повторяется.
В зависимости от величины партии или серии различают мелко-, средне- и крупносерийное производство.
Основные технологические признаки серийного производства: проведение на одном рабочем месте одной или нескольких операций; обработка заготовок по технологическому процессу, разделенному на отдельные операции; применение универсального оборудования, специальных и специализированных станков для изготовления основных деталей: расстановка оборудования соответственно технологическому процессу обработки деталей с учетом характерных направлений грузопотоков; широкое применение специальных приспособлений и инструментов: различная квалификация рабочих; взаимозаменяемость и в связи с этим небольшой объем пригоночных работ.Массовым называется такое производство, при котором одинаковые изделия изготавливают в большом количестве в течение длительного времени. Производство, при котором операции обработки заготовок (или сборки машин) закреплены за рабочими местами, расположенными в порядке выполнения операций, а обрабатываемые заготовки или собираемые узлы машин последовательно перемещаются с одного рабочего места на другое, называется поточным. В основу массового производства положены следующие основные технологические признаки: закрепление за каждым рабочим местом одной постоянно повторяющейся операции;обработка заготовок и сборка машин по непрерывно поточному методу; широкое применение агрегатных, автоматических и специальных станков, а также автоматических линий;расстановка оборудования соответственно технологическому процессу обработки деталей; высокая степень оснащенности специальными приспособлениями, инструментами и автоматическими измерительными устройствами; полная взаимозаменяемость; невысокая квалификация рабочих на операционных станках; Технология механической обработки деталей в автоматизированном производстве. В условиях автоматизированного производства от каждой операции зависит надежность работы всей линии, поэтому здесь нет главных и второстепенных операций. В автоматизированном производстве все элементы технологического процесса — подача заготовки, ее ориентирование и закрепление, обработка, снятие готовой детали, контроль, межоперационное транспортирование и т. п. — решаются комплексно. Как правило, почти все технологические процессы, изготовления деталей в неавтоматизированном производстве при переходе к автоматизированному требуют коренной переработки.Основными отличительными особенностями технологии автоматизированного производства являются: применение экономической заготовки, высокая степень концентрации операций, применение высокопроизводительных режущих инструментов с высокой стойкостью, синхронизация технологических операций, высокая стабильность технологических процессов, меньшая трудоемкость и сокращенный цикл изготовления детали, высокое качество готовых деталей. Технологические процессы, разработанные для автоматических линий, дают значительный экономический эффект за счет увеличения производительности труда, повышения качества продукции, ее стабильности, сокращения длительности производственного цикла, облегчения условий труда и др.
Технологическая подготовка производства.
Техническая подготовка производства включает в себя конструкторскую, технологическую, организационную подготовку производства, а также освоение серийного выпуска новых изделий. На этом этапе новое изделие проходит различные стадии его освоения от опытного образца, полученного в результате НИОКР, через опытную и установочную партии до серийного производства на конкретном действующем предприятии. Основная цель технической подготовки – не просто освоение серийного производства нового изделия, а решение этой задачи с максимальным учетом специфики предприятия-изготовителя и с минимальными затратами на это освоение.
Цель конструкторской подготовки серийного производства (КПП) - адаптировать конструкторскую документацию ОКР к условиям конкретного серийного производства предприятия-изготовителя.
Состав работ на этапе конструкторской подготовки производства предприятия-изготовителя:
1. Получение конструкторской документации от разработчика. 2. Проверка документации на комплектность. 3. Внесение изменений в соответствии с особенностями предприятия-изготовителя. 4. Внесение изменений по результатам отработки конструкции на технологичность. 5. Внесение изменений по результатам технологической подготовки производства. 6.Техническое сопровождение изготовления опытной партии изделий. 7. Внесение изменений в конструкторскую документацию по результатам изготовления опытной партии. 8. Оформление и утверждение документации для изготовления установочной серии. 9.Техническое сопровождение изготовления установочной серии. 10.Оформление и утверждение документации для серийного производства. 11.Выпуск ремонтной, экспортной и иной документации. 12. Техническое сопровождение серийного производства.
В настоящее время все большее место в работах КПП приобретают методы автоматизированного проектирования и создания конструкторских документов (САПР)
Технологическая подготовка производства (ТПП)
Задача ТПП - это обеспечение полной технологической готовности фирмы к производству новых изделий с заданными технико-экономическими показателями (высоким техническим уровнем, качеством изготовления, а также с минимальными трудовыми и материальными издержками - себестоимостью при конкретном техническом уровне предприятия и планируемых объемах производства).
Исходными данными для проведения ТПП являются: 1) полный комплект конструкторской документации на новое изделие; 2) максимальный годовой объем ее выпуска при полном освоении с учетом изготовления запасных частей и поставок по кооперации; 3) предполагаемый срок выпуска изделий и объем выпуска по годам с учетом сезонности; 4) планируемый режим работы предприятия (количество смен, продолжительность рабочей недели); 5) планируемый коэффициент загрузки оборудования основного производства и ремонтная стратегия предприятия; 6) планируемые кооперированные поставки предприятию деталей, узлов полуфабрикатов и предприятия-поставщики; 7) предполагаемые рыночные цены новых товаров с учетом ценовой стратегии предприятия и его целей; 8) принятая стратегия по отношению к риску (с точки зрения наличия дублирующего оборудования); 9) политика социологии труда предприятия.
Технологическая подготовка производства регламентируется стандартами "Единой системы технологической подготовки производства" (ЕСТПП).
Этапы ТПП, содержание работ и исполнители приведены в табл.6.5.
Отработка изделий на технологичность. Технологичность - это экономичность изготовления изделия в конкретных организационно-технологических и производственных условиях при заданных масштабах выпуска.
Таблица 6.5
Этапы ТПП |
Содержание работ ТПП |
Исполнители |
Планирование ТПП |
Прогнозирование, планирование и моделирование ТПП. |
Служба планирования подготовки производства (ОППП) |
Технологическое проектирование
|
Распределение номенклатуры между цехами и подразделениями предприятия. |
ОППП |
Разработка технологических маршрутов движения объектов производства. |
ОППП |
|
Разработка техпроцессов изготовления и контроля деталей, сборки и испытаний и всей прочей технологической документации. |
Отделы главных специалистов (ОГТ, ОГС, ОГМет и др.) |
|
Типизация технологических процессов, разработка базовых и групповых процессов. |
-"- |
|
Технико-экономическое обоснование технологических процессов |
Отделы главных специалистов, экономический отдел |
|
Выбор оборудования |
Выбор и обоснование универсального, специального, агрегатного и нестандартного оборудования. Выдача заданий на проектирование этого оборудования, а также на проектирование гибких автоматических, автоматизированных, роботизированных линий и комплексов, конвейеров, транспортных средств и т.п. |
Отделы главных специалистов |
Выбор и технологическое конструирование оснастки
|
Выбор необходимого специального, универсального и унифицированного оснащения. Проектирование (технологическое конструирование) оснастки. Технико-экономические обоснования выбора и применения оснастки |
Технологические и конструкторские отделы главных специалистов. Экономический отдел |
Нормирование |
Установление пооперационных технических норм времени всех технологических процессов. Расчеты норм расходов материалов (подетальные и сводные) |
Отдел труда и зарплаты. Отделы главных специалистов. ОГТ |
Отработка изделий на технологичность (технологический контроль) производится на всех этапах создания конструкторской документации: - на стадии эскизного проекта производится анализ конкретных конструкторских решений, в том числе целесообразности выбранных материалов, рациональности и технологичности членения конструкции на сборочные единицы, блоки, агрегаты, обеспечение простоты сборки, разборки и т.п.; - на стадиях технического и рабочего проектов принимаются окончательные решения о технологичности изделия и точности изготовления его элементов; - на стадии изготовления опытного образца и опытной партии завершается отработка конструкции на технологичность (конкретизируются условия обеспечения технологичности, в том числе возможность использования типовых технических процессов, унифицированной переналаживаемой оснастки и имеющегося или производимого оборудования.
Показатели технологичности конструкции: - технологическая рациональность конструктивных решений; - преемственность конструкции.
Технологическую рациональность характеризуют: - трудоемкость изготовления; - удельная материалоемкость; - коэффициент использования материалов; - технологическая себестоимость; - удельная энергоемкость изготовления изделия; - удельная трудоемкость подготовки изделия к функционированию; - коэффициент применяемости материалов; - коэффициент применения групповых и типовых технологических процессов и др.
Преемственность конструкции характеризуют: 1) коэффициент применяемости
Кпр = (m - mор)/m ,
где m - общее количество типоразмеров (наименований) деталей (элементов, микросхем и т.п.); mор - количество оригинальных деталей;
2) коэффициент повторяемости
![]() ,
,
где mоб - общее количество деталей;
3) коэффициент унификации
![]() ,
,
где mу - число унифицированных стандартных и заимствованных деталей, выпускаемых предприятиями отрасли;
4) коэффициент стандартизации
![]() ,
,
где mст - число стандартных деталей.
Коэффициенты Кпр, Кп, Ку, Кст правильней рассчитать по отношению к трудоемкости элементов.
Выбор оптимального варианта технологического процесса. В различных вариантах технологических процессов изготовления новых изделий могут применяться различные заготовки, оборудование, технологическая оснастка и т.д., что приводит к различной трудоемкости, производительности и использованию рабочих различной квалификации.
Основными критериями для выбора оптимального технологического процесса являются себестоимость и производительность. Для упрощения расчетов используют технологическую себестоимость, которая является частью полной себестоимости и учитывает затраты, зависящие от варианта технологического процесса. Графически варианты 1 и 2 могут быть представлены прямыми линиями (рис.6.2).

Рис. 6.2. График сравнительной оценки двух вариантов технологического процесса
Точка пересечения этих линий А определяет критическое количество деталей Qкр, при котором оба варианта будут равноценными, то есть,
![]()
или
![]() ,
,
откуда
 .
.
где З – общие затраты на техпроцесс; Упос и Упер - соответственно условно-постоянные и условно-переменные затраты.
В нашем примере при объеме выпуска изделий меньше критического более экономичным будет вариант 1, а при количестве изделий больше критического - вариант 2.
Выбор наиболее экономичного варианта реализации технологического процесса из множества возможных способов изготовления продукции следует в общем случае осуществлять по минимуму приведенных затрат, которые принимаются в качестве критерия оптимальности. Однако для сопоставления вариантов технологических процессов во многих случаях достаточно ограничиться расчетом технологической себестоимости выпуска. В последнюю входят, как было сказано ранее, лишь затраты, меняющиеся только при изменении вариантов.
Поэтому в дальнейшем в качестве ценовой функции используются не полные приведенные затраты, а минимум суммы
![]() ,
,
где
![]() -
технологическая себестоимость годового
выпуска по варианту изготовления;
Ен
- нормативный коэффициент эффективности;
Кi
- капитальные вложения, изменяющиеся
при смене варианта технологического
процесса.
-
технологическая себестоимость годового
выпуска по варианту изготовления;
Ен
- нормативный коэффициент эффективности;
Кi
- капитальные вложения, изменяющиеся
при смене варианта технологического
процесса.
Организационная подготовка производства (ОПП)
Функции организационной подготовки производства: 1) плановые (в том числе предпроизводственные расчеты хода производства, загрузки оборудования, движения материальных потоков, выпуска на стадии освоения); 2) обеспечивающие (кадрами, оборудованием, материалами, полуфабрикатами, финансовыми средствами); 3) проектные (проектирование участков и цехов, планировка расположения оборудования).
В процессе организационной подготовки производства используются конструкторская, технологическая документации и данные для проведения технологической подготовки производства. Этапы ОПП, содержание работ и их исполнители приведены в табл.6.6.
Характер изменения технико-экономических показателей новых изделий на стадии освоения
Начальный этап освоения выпуска новых изделий характеризуется повышенными издержками. Причину этого можно объяснить следующими факторами: - небольшим объемом выпуска изделий, на который распределяется условно-постоянные расходы, связанные с освоением новых изделий; - повышенной трудоемкостью и фондоемкостью изготовления (из-за постепенности отладки оборудования; неполной оснащенности техпроцессов специальным оборудованием и оснасткой; недостаточной опытности рабочих и ИТР); - большим количеством переналадок (например, прессового оборудования); - повышенным браком; - затратами на обучение персонала; - доплатами до среднего уровня зарплаты в период освоения и др.
По мере наращивания объема выпуска новых изделий происходит и снижение издержек производства. Возможные пути повышения эффективности производства на стадии освоения приведены на рис. 6.3.
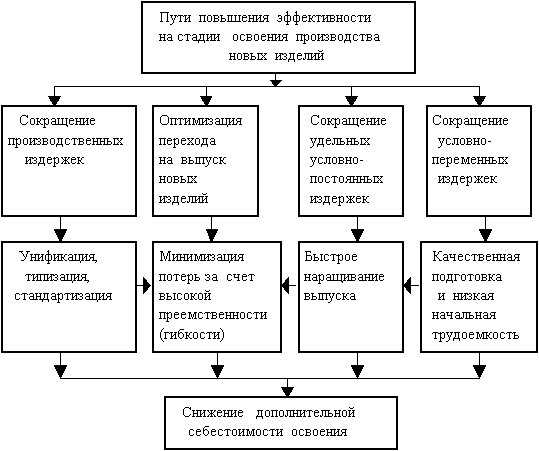
Рис. 6.3. Основные направления получения экономического эффекта в процессе освоения новых изделий
Минимизация потерь тесно связана с характеристикой наращивания выпуска, которая в свою очередь зависит от снижения трудоемкости изделия в процессе освоения.
Для каждого конкретного предприятия, которое характеризуется выпуском определенного вида изделий, уровнем технологии, организацией и т.д., можно установить корреляционную зависимость между суммарным объемом выпуска и его трудоемкостью на основе статистических данных освоения производства раннее выпустившихся изделий. Аналогичную зависимость можно установить и для суммарного объема выпуска и себестоимости:
![]()
где З1 и a - себестоимость или трудоемкость изготовления первого изделия, с которого считается начало освоения; Qi и x- порядковый номер изделия с начала выпуска; b - показатель степени, характеризующий крутизну кривой освоения (0,05-0,75) данного конкретного предприятия. Для удобства используют систему прямоугольных координат с логарифмическими шкалами. Тогда функция снижения себестоимости (трудоемкости) представляет прямую линию, тангенс наклона которой соответствует показателю степени (- b), так как
log y=log a - blog x.
При увеличении выпуска в определенное число раз себестоимость (трудоемкость) осваиваемого изделия будет изменяться тоже в определенное число раз. Принято определять величиной коэффициента освоения (Кос) то снижение себестоимости, которым будет характеризоваться каждое удвоение выпуска.
Показатель степени b и коэффициент освоения Кос связаны между собой зависимостью
b=log Koc/log 2.
Например, коэффициенту освоения Кос=0,7 будет соответствовать b=0,546; Кос=0,8 - b=0,322; Кос=0,9 - b=0,152 и т.д. Практика показывает, что для приборостроительных предприятий Кос лежит в пределах 0,7 до 0,9, а наиболее часто встречающийся равен 0,8.
Таблица 6.6
№ п/п |
Этапы и содержание работ ОПП |
Исполнители |
1 |
Планирование и моделирование процессов ОПП |
Отдел планирования подготовки производства (ОППП) |
2 |
Изготовление специальной технологической и контрольной оснастки |
Отдел инструментального хозяйства (ОИХ), инструментальные цеха |
3 |
Расчет количества и номенклатуры дополнительного оборудования, составления заявок и размещение заказов на него |
ОГТ (бюро мощностей), ОКС (или ОМТС) |
4 |
Расчеты движения деталей и хода будущего производства; расчеты поточных линий; загрузки рабочих мест; расчеты оперативно-плановых нормативов, циклов, величин партий, заделов |
Планово-диспетчерский отдел (ПДО), отделы главных специалистов (ОГГ, ОГС, ОГМет и др) |
5 |
Планирование работы вспомогательных цехов и служб, а также обслуживающих подразделений |
ОИХ, отдел главного механика, отдел главного энергетика, транспортный отдел, отдел складского хозяйства |
6 |
Расчеты и проектирование планировок оборудования и рабочих мест, формирование производственных участков |
Отделы главных специалистов (ОГТ, ОГС, ОГМет и др), ООТ и З |
7 |
Проектирование и выбор межоперационного транспорта, тары, оргтехоснастки и вспомогательного оборудования; составление заявок и размещение заказов |
Отдел нестандартного оборудования (механизации и автоматизации), отделы главных специалистов, ОМТС |
8 |
Изготовление средств транспорта, тары и прочего вспомогательного оборудования |
Цеха вспомогательного производства, ОМА |
9 |
Приемка, комплектация и расстановка основного, вспомогательного оборудования, средств транспорта и оргтехоснастки на рабочих местах |
ОГМ, ОГЭ, ОМА, цеха вспомогательного производства |
10 |
Обеспечение материалами, деталями и узлами, получаемыми по кооперации |
ОМТС, отдел внешней кооперации (ОВК), отдел комплектации (ОКП) |
11 |
Подготовка и комплектование кадров |
Отдел кадров (ОК), ООТиЗ |
12 |
Организация изготовления опытной и установочной партий, свертывание выпуска старой продукции и развертывание производства новых изделий |
Производственный отдел (ПО), производственные цехи, отделы главных специалистов |
13 |
Определение себестоимости и цены изделий |
ПЭО, отдел маркетинга |
14 |
Подготовка обеспечения товародвижения, распространение новых изделий и стимулирование сбыта |
Отдел маркетинга |
Так, например, если З10=1000 тыс.руб., начало освоения считается с десятого изделия при Кос=0,8, то З20=800 тыс.руб.; З40=640 тыс.руб.; З80=512 тыс.руб.
Величины Кос и показателя b зависят от факторов: - технических (конструктивных, тщательности испытаний и др.); - технологических; - материально-технических; - организационных; - субъективных.
Момент конца освоения характеризуется конечными показателями XE или (QE YE или ЗE) . Зная конечные достигнутые значения величины себестоимости и величину b или Кос, можно построить кривую освоения.
На рис. 6.4. приведены кривые освоения, соответствующие коэффициентам Кос= 0,9, Кос= 0,8, Кос= 07 для условно-переменных издержек. Чем меньше Кос (и соответственно больше показатель b), тем большие потери несет потом предприятие на этапе освоения.
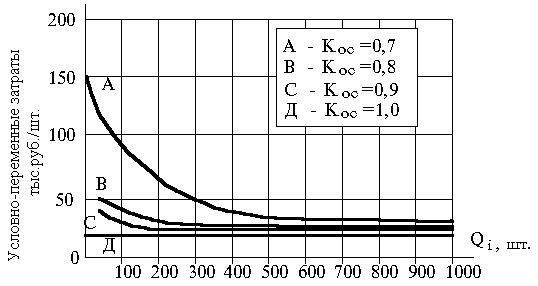
Рис. 6.4. Варианты изменения условно-переменных издержек на стадии освоения
Технико-экономические принципы проектирования и показатели технологических процессов.
Цель проектирования ТП механической обработки - подробное описание процессов изготовления детали с необходимыми технико-экономическими расчетами и обоснованиями принятого варианта. В основе разработки ТП обычно лежат два принципа: технический и экономический.
В соответствии с техническим принципом - спроектированный ТП должен полностью обеспечить соблюдение всех требований рабочего чертежа и технических условий на изготовление данного изделия. ТП должен выполняться с наиболее полным и правильным использованием всех технических возможностей оборудования, инструментов и прочих средств технологического оснащения.
В соответствии с экономическим принципом изделия должны быть изготовлены с минимальными затратами труда и издержками производства при наименьшей затрате времени и наименьшей себестоимости изделия. Эффективность и рентабельность проектируемого ТП выявляют по всем элементам, из которых ТП складывается, либо определяют расчетом по укрупненным показателям.
Оптимизация ТП заключается в том, что в установленный промежуток времени необходимо обеспечить выпуск требуемого количества изделий заданного качества при возможной минимальной себестоимости их изготовления. В простейшем случае оптимизируют основные лимитирующие операции, в более сложных случаях - все операции. В качестве целевых функций при оптимизации чаще всего принимают достижение минимальной себестоимости изделия, реже - достижение наибольшей производительности или наивысшего качества и др.
Из имеющихся вариантов технологических процессов изготовления одного и того же изделия предпочтение отдают наиболее производительному и рентабельному. При равной производительности сопоставляемых вариантов выбирают наиболее рентабельный, а при равной рентабельности - наиболее производительный. В исключительных случаях (срочный выпуск важной продукции, ликвидация возникающих «узких мест» производства и т.п.) в рамках данного предприятия на определенный период за основу может быть принят наиболее производительный (но менее рентабельный) вариант ТП. Тогда для изготовления изделий составляют временный рабочий единичный технологический процесс.
Технологическое обеспечение качества продукции. Показатели качества.. В соответствии с международным стандартом ИСО 8402 "качество — это совокупность свойств и характеристик продукции, которые придают ей способность удовлетворять обусловленные или предполагаемые потребности".Свойством называется объективная способность продукции, которая может проявляться при ее создании, эксплуатации и потреблении. Количественная характеристика свойств продукции выражается с помощью показателей качества.Показатели качества делятся:
- на функциональные; - ресурсосберегающие; - природоохранные.
К функциональным показателям качества относятся те, которые выражают потребительские свойства изделия:
- технический эффект (производительность, мощность, скорость, быстродействие и т.д.); - надежность (долговечность); - эргономичность (выполнение гигиенических, антропологических, физиологических, психологических требований); - эстетичность.
К ресурсосберегающим показателям относятся:
- технологические (ресурсоемкость при производстве изделия: материалоемкость, энергоемкость, трудоемкость); - ресурсоемкость рабочего процесса (потребление ресурсов в процессе эксплуатации).
Природоохранные — включают показатели экологичности и безопасности.
Под уровнем качества изделия понимается относительная характеристика качества, основанная на сравнении совокупности показателей качества рассматриваемого изделия с совокупностью базовых показателей (аналогов, перспективных образцов, стандартов, опережающих стандартов и т.п.).
Оценка уровня качества продукции может производиться дифференциальным или комплексным методами.
При применении дифференциального метода производится сопоставление идентичных показателей качества новой продукции с идентичными базовыми показателями качества. Относительный показатель вычисляется по формуле
 ,
,
где Ki —
относительный показатель качества;
![]() —
значение единичного показателя качества
оцениваемой продукции;
—
значение единичного показателя качества
оцениваемой продукции;
![]() —
значение единичного базового показателя
качества.
—
значение единичного базового показателя
качества.
При применении комплексного метода применяют комплексный показатель качества, который определяется путем сведения воедино отдельных показателей с помощью коэффициентов весомости каждого показателя. При этом может быть использована функциональная зависимость:
![]() ,
,
где K0 — комплексный показатель качества продукции; n — число учитываемых показателей; — коэффициент весомости i-го показателя качества; ki — относительный i-й показатель качества.
Алгоритм расчета комплексного показателя качества приведен на рис. 17.1. Для определения номенклатуры показателей качества, коэффициентов весомости, вида функциональной зависимости f применяются экспертные методы.
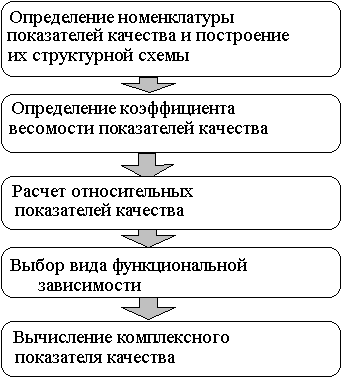
Рис. 17.1. Алгоритм расчета комплексного показателя качества
7. Шероховатость и волнистость поверхности. Физико-механические свойства поверхностного слоя.
Влияние качества поверхностного слоя на эксплуатационные свойства деталей машин. Методы оценки качества поверхности деталей.
Технологичность конструкции изделия. Отработка конструкции изделия на технологичность. Совокупность свойств конструкции изделии, определяющих ее приспособленность к достижению оптимальных затрат при производстве, техническом обслуживании и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ. Отработка конструкции изделия на технологичность. Часть работ по обеспечению технологичности, направленная на достижение заданного уровня технологичности и выполняемая на всех этапах разработки изделия
Показатели технологичности и их определение.
Технологичность — это одна из комплексных характеристик технического устройства (изделие, устройство, прибор, аппарат), которая выражает удобство его производства, ремонтопригодность и эксплуатационные качества.
Технологичность закладывается в конструкцию при соответствующем назначении параметров деталей (материала, размеров и их отклонений, шероховатости и т. п.), форм и взаимного расположения поверхностей их элементов. Технологичность базируется на стандартизации, унификации и преемственности. Во многих случаях только возможности технологии (воплощающей в себе достижения науки и техники) позволяют достичь уникальных результатов и высоких потребительских свойств.
Технологичность не является характеристикой, которая бы однозначно выражалась в каких-либо единицах измерения. При производстве различных изделий технологичность во многом определяет себестоимость, затраты на изготовление и последующее использование. Как правило, более современные устройства являются более технологичными по сравнению с устаревшими образцами, то есть, производятся и эксплуатируются с меньшими затратами и с задействованием более производительных производственных процессов. При этом функциональность техники разных поколений[1][2] может мало отличаться. Например, скорость, пассажировместимость и дальность полёта для ТУ-154 и Airbus A320 близки, но эти самолёты — представители разных поколений авиационной техники, отличающиеся технологичностью. Появление более технологичных изделий обычно способствует вытеснению из обихода устаревших устройств.
Тем не менее, не следует путать технологичность и технический уровень изделия или уровень задействованных в его производстве технологий — это совершенно различные понятия. Зависимость между более высоким техническим уровнем и более высокой технологичностью изделия проявляется далеко не всегда, а порой носит и обратный хараткер. Например, легковые автомобили выпуска до 1970-х годов были очень просты по конструкции и в целом более технологичны, чем современные. Повышение требований к эксплуатационным и потребительским характеристикам, качеству отделки, уровню безопасности и экологичности привели за последние десятилетия к небывалому росту технического уровня автомобилей, но при этом их технологичность по отдельным показателям, включая удобство производства и ремонтопригодность, столь же ощутимо снизилась, даже несмотря на внедрение новых, высокопроизводительных технологий, включая промышленных роботов нового поколения.
Технологичность — понятие относительное, на неё в определяющей степени влияют место изготовления, серийность, культура производства, доступное оборудование, привлекаемый персонал, развитость межхозяйственных связей и многое другое. Например, многие массовые образцы американской оружейной промышленности времён Второй мировой войны по меркам промышленности СССР или даже Германии выглядели бы крайне нетехнологичными, в частности — ввиду широкого использования трудоёмкой обработки деталей на металлорежущих станках вместо более технологичных штамповки и сварки. Напротив, автомобиль ГАЗ-М-20 «Победа» считался достаточно технологичным по меркам СССР, но налаживание его массового производства в Польше столкнулось с большим количеством трудностей из-за того, что по меркам польской промышленности конструкция оказалась нетехнологична и требовала для своего производства больших затрат труда и материалов. Пистолет-пулемёт СТЭН считался в Великобритании дешёвым и очень технологичным оружием, но его не адаптированная к особенностям местной промышленности немецкая копия — Potsdam Gerät — по себестоимости оказалась сравнима с ручным пулемётом[3].
Выпускаемые малой серией или в единичных экземплярах изделия практически всегда менее технологичны, чем массовые — их изготовители могут позволить себе использовать недостаточно технологичные с точки зрения массового производства производственные процессы и конструктивные решения. Например, процесс изготовления изделий из углепластиков долгое время был недостаточно технологичным для массового производства, главным образом из-за большого объёма задействованного ручного труда. При этом в оборонной и авиационной промышленности, с характерными для них сравнительно небольшими масштабами выпуска, углепластики давно нашли широкое применение.
Базирование и размерные цепи. Общие понятие, термины и определения.
Классификация баз и их характеристика
Базы принято классифицировать по назначению, по лишаемым степеням свободы и по способу их проявления.