

Получение неразъемных соединений. Способы получения неразъемных соединений.
Сварка – это процесс получения неразъемного соединения посредством установления межатомных связей между соединяемыми (свариваемыми) частями при их местном нагреве (сварка плавлением), пластическом деформировании или совместном действии того и другого (сварка давлением).
Соединение, полученное при сварке, характеризуется непрерывной структурной связью и монолитностью строения. Неразъемное монолитное соединение, образуемое при сварке, называется сварным соединением.
Процесс образования соединения при сварке.
Процесс образования соединения при сварке происходит в три стадии.
На первой стадии достигается физический контакт, т.е. осуществляется сближение соединяемых веществ на расстояния, необходимые для межатомного взаимодействия.
На второй стадии происходит химическое взаимодействие и заканчивается процесс образования прочного соединения.
В микрообъемах процесс сварки завершается
третьей
стадией
– диффузией.
микрообъемах процесс сварки завершается
третьей
стадией
– диффузией.
Для качественного соединения материалов необходимо обеспечить контакт по большей части стыкуемых поверхностей и их активацию. Активация поверхностей состоит в том, что поверхностным атомам твердого тела сообщается некоторая энергия, необходимая для обрыва связей между атомами тела и атомами внешней среды и для повышения энергии поверхностных атомов до уровня энергетического барьера схватывания, т.е. для перевода их в активное состояние. Такая энергия может быть сообщена в виде теплоты (термическая активация), упругопластической деформации (механическая активация) и др.
Классификация способов сварки.
По виду вводимой энергии все сварочные процессы разделены на три группы, и каждой группе соответствуют определенные методы сварки:
Термические способы сварки (сварка плавлением): дуговая, электрошлаковая.
К термическим относятся процессы, при которых тепловая энергия вводится в стык через расплавленный металл, осуществляемые без давления.
Термомеханические способы сварки (сварка давлением): контактная, диффузионная.
К термомеханическим относятся процессы, протекающие с введением теплоты и механической энергии сил давления. Сварка может вестись как с плавлением металла, так и без плавления (в твердом состоянии). Теплота может выделяться при протекании электрического тока, газопламенном или индукционном нагреве.
Механические способы сварки (сварка давлением): холодная, взрывом, трением.
Механические процессы протекают при введении механической энергии сил давления, сдвига или трения. Они используют эффект преобразования механической энергии в тепловую главным образом вблизи контакта соединяемых частей, т.е. в них преобладают внутренние носители энергии.
Термические способы сварки Электродуговая сварка плавлением.
Источником дуги при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой.
Строение и свойства электрической дуги.
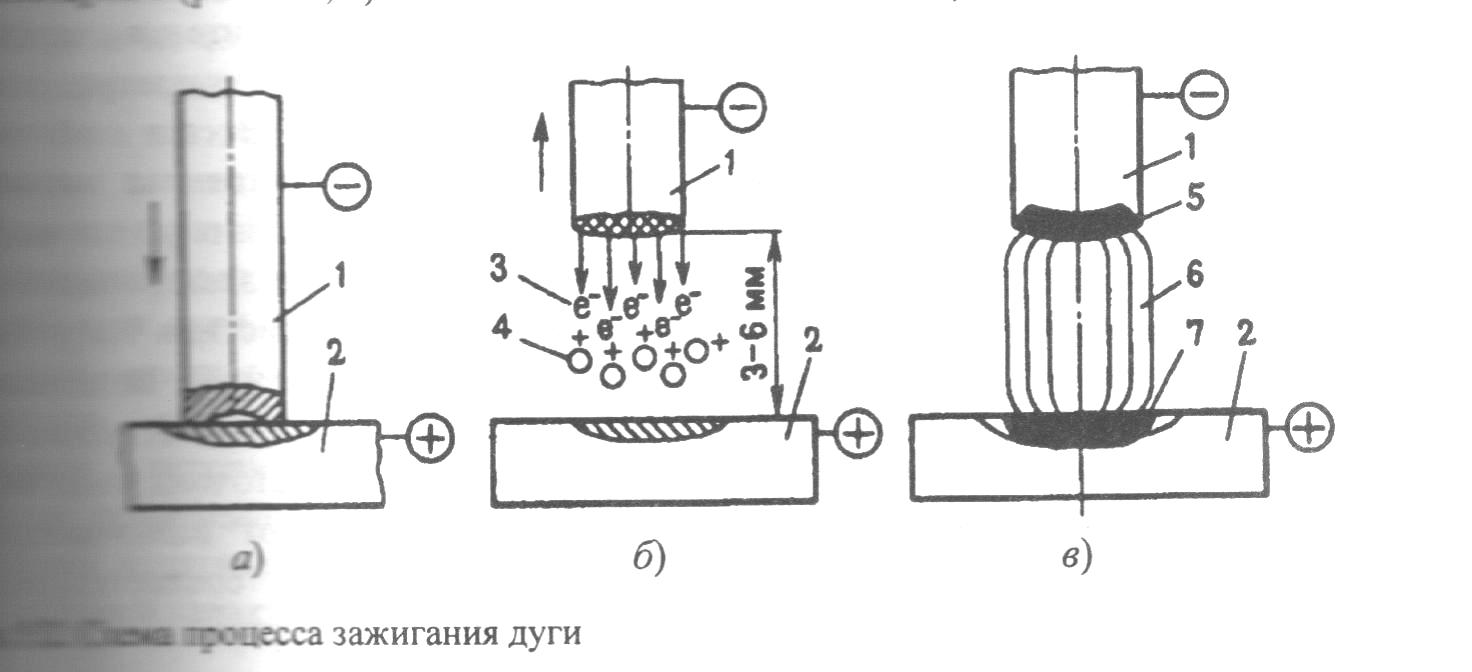
Электрическая дуга – мощный стабильный электрический разряд в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги включает три этапа:
к
 ороткое
замыкание электрода на заготовку -
выполняется для разогрева торца
электрода 1 (катода) и заготовки 2 (анода)
в зоне ее контакта с электродом.
ороткое
замыкание электрода на заготовку -
выполняется для разогрева торца
электрода 1 (катода) и заготовки 2 (анода)
в зоне ее контакта с электродом.отвод электрода на расстояние 3…6 мм. После отвода электрода с его разогретого торца под действием электрического поля начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная их ионизация. В результате дуговой промежуток становится электропроводимым.
П
 роцесс
зажигания дуги заканчивается
возникновением устойчивого дугового
разряда в столбе дуги 6.
роцесс
зажигания дуги заканчивается
возникновением устойчивого дугового
разряда в столбе дуги 6.
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения. Характеристика состоит из трех участков: I – падающего, П – жесткого, Ш – возрастающего.
На участке I c повышением силы тока увеличивается степень ионизации дуги, и напряжение для ее поддержания уменьшается. На участке П пропорционально силе тока возрастает сечение дуги, при этом плотность тока и напряжение дуги остаются постоянными. На участке Ш при повышении тока рост сечения дуги ограничивается сечением электрода, в результате чего увеличиваются плотность тока и напряжение дуги.
Температура столба дуги зависит от материала электрода и состава газов в дуге, а температура катода и анода приближается к температуре кипения металла электродов. Эти температуры дуги постоянного тока при сварке покрытым стальным электродом составляют соответственно 6000, 2700, 29000С. При этом в анодной области дуги, как правило, выделяется больше тепловой энергии, чем в катодной. При сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности.