

Определение параметров режима ручной электродуговой сварки
Цель работы:
Изучить типы сварных соединений и швов.
Освоить расчет основных параметров режима ручной дуговой сварки стыкового соединения.
Научиться правильно выбирать необходимое оборудование и материалы.
Классификация сварных соединений и швов
Сварным соединением, как конструктивным элементом, называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят: сварной шов, прилегающие к нему зоны термического влияния и участки основного металла. Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
При изготовлении сварных конструкций применяют различные типы сварных соединений. Наиболее распространенными из них являются: стыковые (а), внахлестку (б), тавровые (в), угловые (г) и торцовые (д) (рис. 17).
На практике широкое применение получили стыковые соединения. Они являются наиболее прочными, экономически выгодными и имеют следующие преимущества перед остальными:
Неограниченная толщина свариваемых элементов.
Более равномерное распределение напряжений при передаче усилия от одного элемента к другому.
Минимальный расход металла на образование сварного соединения.
Надежность и удобство контроля качества соединения рентгеновскими лучами.
а б
в
г
д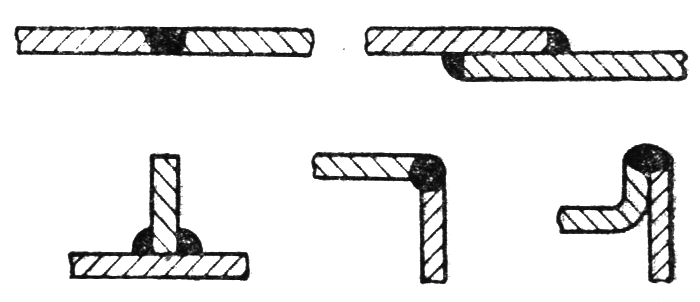
Рис. 17. Типы сварных соединений
Чтобы при сварке обеспечить полное проплавление основного металла и хорошее качество шва, необходимо подготовить кромки свариваемых заготовок. Подготовка кромок заключается: во-первых, в очистке места сварки от окисных пленок, ржавчины, жира и прочих загрязнений, и вовторых, в скосе кромок, величины притупления и зазора между кромками. Раскрытие кромок и зазор необходимы для обеспечения провара всего сечения (без разделки кромок при нормальных режимах ручной сварки можно обеспечить провар до 3–4 мм), а притупление предотвращает прожог.
Конструктивные элементы подготовки кромок и выполненных швов при ручной дуговой сварке углеродистых и низколегированных сталей регламентируются стандартом ГОСТ5264 – 80.
Вид подготовки кромок зависит от толщины свариваемых деталей (S), способа сварки, а также технологических и конструктивных особенностей свариваемого изделия. Наиболее распространенные виды подготовки кромок при ручной дуговой сварке для стыкового соединения следующие:
С отбортовкой кромок при S = до 3 мм.
Без подготовки кромок: при односторонней сварке S = 1–6 мм, при двусторонней сварке S = 3 – 8 мм.
С V-образной подготовкой со скосом одной или двух кромок S = 3 – 26 мм.
С U-образной подготовкой или с криволинейным скосом одной кромки S = 20 – 60 мм.
С K-образной подготовкой S = 12 – 40 мм.
С X-образной подготовкой S =12 – 60 мм.
С двойной U-образной разделкой S = 30 – 100 мм.
Ручная сварка позволяет выполнить швы в различных пространственных положениях. Условно их разделяют на нижние (а), вертикальные (б), горизонтальные (в) и потолочные (г) (рис. 18). Горизонтальные швы – это швы, выполняемые на вертикальной плоскости в горизонтальном положении.
а б в г
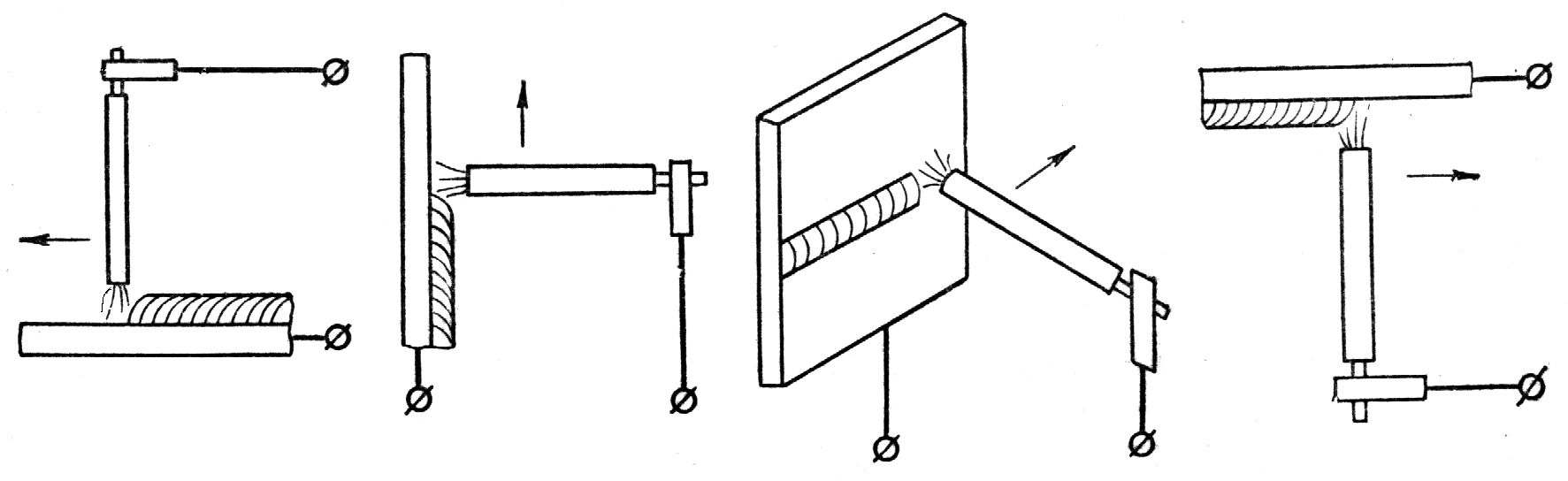
Рис. 18. Расположение швов в пространстве