

3 Қағаз жасау технологиясы
Қалай болғанда да, біздің заманға дейін жеткен қағаз өндірісі қызықты да күрделі технологиялық процесске айналды. Бүгінде әлем бойынша қағаз өндіру көлемі жылына 350 млн тоннаны құрайды. Бұл сандарда қазақстандық өндірушілердің де үлесі бар. Біздің түсірілім топ болып қайтқан Алматы облысындағы кәсіпорында тәулігіне 160 тоннаға дейін қағаз шығарылады.
Қазіргі кездегі қағаз жасап шығаратын машиналар автоматтандырылған және үлкен аудандарды қажет ететін, өлшемдері өте үлкен агрегаттар болып келеді. Жабдықтың ұзындығы — 114 метр, ені — 8,7 метр, салмағы — 4 тоннаға тең. Қағаз жасайтын машинаның бір жағынан шикізат массасы үздіксіз ағындап келіп жатады, екінші шетінен минутына 800 метр жылдамдықпен ені 7-8 метрлік қағаз лентасы ағылып шығып жатады.
Қағаз жасайтын машиналар негізгі үш: тор бекітілген стол, престеу және кептіру құрылғыларынан тұрады. Тор бекітілген стол дегеніміз — екі білікке керілген және үздіксіз жүріп тұратын (сағатына 45 километр) тордан тұратын құрылғы. Ұнтақталған массалар ағылып осы торға түседі. Массадағы ылғал-сулар тордағы тесіктерден ағып кетеді де, шөгіп калған талшықтар қағаздың ішкі шикі, әрі жұқа қабатын құрайды. Әрі қарай біліктерден сығылып шыққан қағаз лентасы машинадағы престеу білігіне келіп түседі. Мұндағы 3-4 қатарлы, қос білікті престер қағаз ленталарын қысып-престеп кептіре бастайды.
Машинадағы кептіру құрылғысы бумен қыздырылатын 20-36 айналмалы металл цилиндрлерден тұрады. Арнайы тасығыштардың көмегімен жылжыған қағаз лентасы қыздырылған цилиндрлер арқылы қыздырылады да, әрі қарай қысым беріледі. Осы операция барысында қағаздағы соңғы ылғал қалдықтары буланып кетеді де, қағаз құрғайды.
Қағаз дайындаудың қорытынды кезеңінде, құрғатылған қағаз лентасы — бірінің үстіне бірі орналасқан бірнеше шойын біліктерден тұратын глезер механизмі арқылы өтеді. Бұл ауыр салмақты механизмде қағаз барынша тығыздалады, әрі жылтырлық қасиетке ие болады. Егерде талап бойынша, қағаз өте жоғары жылтырлықты қажет етсе, онда осы операциядан кейін қағазды арнайы каландрлардан тұратын машиналардан өткізеді. Глезерден шыққан қағаз лентасы қажетті өлшемде кесіліп түседі.
Ұзын ленталарға тілінген және картон гильзаларға тығыздап оралған қағаз – рулонды қағаз деп аталады.
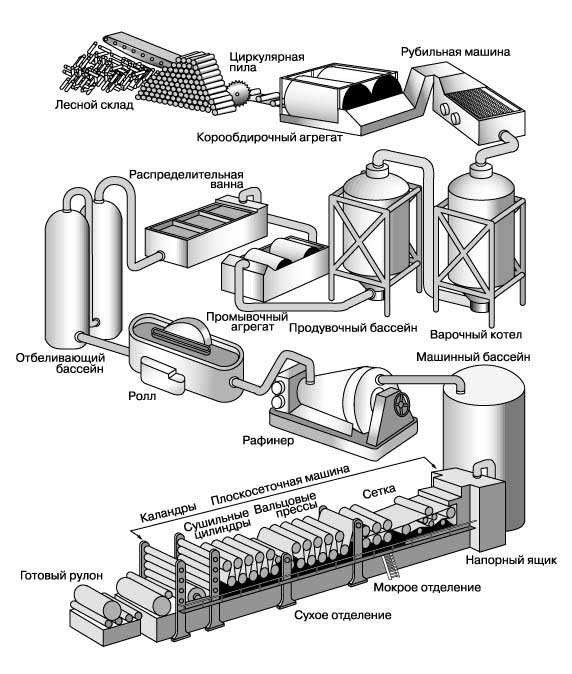
3 – сурет. Рулонды қағаз шығару технологиясының сұлбасы
Қағаз өнімдері деп - бір (1) шаршы метрдегі салмағы 250 грамнан аспайтын қағаз фабрикасының өнімін айтады. Ал бір (1) шаршы метрдегі салмағы 250 грамнан асатын өнім картон өнімдеріне жатады. Қағаздар мен картондар әртүрлі топтарға бөлінеді.
Қағаздың қасиеттерін, басу өнімінің нақты түріне сәйкестілігін дұрыс таңдай білу керек, өйткені осы бастапқы кезеңде жіберілген қателік, басылым сапасының төмен болып шығуына әкеліп соғады
Тұт ағашы, балдыр жане папирус – осындай шикізаттардан біздің ата-бабаларымыз бірнеше ғасыр бұрын қағаз жасаған. Бүгінгі таңда шикізат ретінде заманауи материал – макулатура қолданылады. Өз мерзімін өтеген ескі газет, журнал, қораптарды бүкіл ел бойынша жинайды. Оларды үлгілері бойынша сұрыптайды да, мынадай макулатуралық куб ретінде пресстеп, кәсіпорынға жеткізеді. Мұнда оларды кезекті жаңа өмір күтуде. Маңызды кезең: қағаз, мысалы ұн секілді әртүрлі сұрыпты болуы мүмкін. Мысалы, гофрлеуге арналған Б-0, Б-1, Б-2, Б-3 қағазы немесе тегіс қабаттарға арналған К-1, К-2 қатырма қағаздары. Ал қағазды әр түрінің өз сипаттамасы бар: ажырау, езу, ығал тарту және басқа да параметрлері, олар әрі қарай не үшін қолданылатынын анықтайды: мысалы, қатырма қағаздан жасалған қорап дайындау үшін қажетті қағаз немесе қатырма қағаздың ылғал тартқыштығы өте төмен болуы керек.
Сонымен, процестің бастапқы кезеңінде макулатураның бөлшектері транспортерлік лентаның бойымен, аздап су құйылып жатқан үлкен бөшкеге – гидрокүбіге салынады. Оператор бақылау камераларының көмегімен процесті - бассейннің толу деңгейін, шикізат пен сұйықтықтың пайыздық мөлшерін қадағалап отырады. Мұнда макулатура шашыраңқы күйге енеді, яғни қысқыш, скоч және басқа да қалдықтар мен басқа материалдар талшықтан ажыратылады. Келесі кезеңде, әлі де қалдықтармен араласқан осы бөлік арнайы бассейндерге жіберіледі. Олар да жұмыс принциптері бойынша класстарға бөлінеді. Мысалы, мынау сұйытылған макулатураның талшықтарын шеге, тас және шыны секілді басқа заттардан арылтады. Екінші бассейнде шикізаттан скотч, скрепка және пенопласт секілді майда, жеңіл қоқыстарды ажыратады. Барлық қоқыс сұрыпталып, арнайы сауыттарға жиналады. Әрі қарай, ендігі тазартылған талшықтарды сорғылардың көмегімен қағаз жасау цехына беріледі.
Алдымен өндіріс барысында қағазға қосу үшін химикаттардан ерітінді жасайды. Дәл осы химикаттар материалға қаттылық және ылғалға бейімділік секілді маңызды қасиеттер береді. Мұндай ерітіндіні дайындау үшін қолданылатын негізгі шикізат жүгерінің азықтық крахмалы болып табылады. Бұл процесті біз кешірек көреміз. Ал әзірге толығымен тазартылған макулатура бассейндерге түсіп жатыр, ол жерден сорғылардың көмегімен тартушылар шикізатты диірмендерге ауыстырады. Бұл диірмендердің ішіндегі пышақтар бүкіл макулатураны түйіршіктерден арылтып, бірыңғай массаға айналдырады. Осы процеспен бір уақытта катионды крахмалдан желімді жасалады. Оның оң зарядталған кішкентай бөлшектері қағаз талшықтарының теріс зарядталған кішкентай бөлшектерімен байланысып, дайын өнімге ең маңызды қасиеттерін беретін берік және өнімді серіктестікті қамтамасыз етеді.
Процестің келесі қадамы – бірыңғай масса, болашақ сұйық қағазды әлгіндегі катионды крахмалмен араластыру үшін бассейнге құйылады. Осы кезде бассейндегі температура жоғары болмауы тиіс – 30 градус жеткілікті. Машиналық сұрыптаудан кейін шикізат торлы үстелге құйылады. Бұл кезеңде, валдар арқылы өткен қағаз процес аяқталғанға дейінгі қалпы жалпақ күйге енеді. Ең маңызды нюанс – матаға берілетін судың жылдамдығы мен торлы көздердің қозғалу жылдамдығы. Бұл параметрлерді оператор бақылап отыруы тиіс, әйтпесе шикізат жарамсыз деп табылады. Мысалы, болашақта гофроқаптамада қолданылатын қағаз жасау үшін, торлы көздер судың жылдамдығынан көбірек болғаны маңызды. Жалпақ қабатты қатырма қағаз жасау үшін – бірдей жылдамдықта немесе керісінше, тор көздердің жылдамдығы бәсең болуы тиіс.
Айтпақшы, көршілес орналасқан өндіріс желісі, өзінің технологиясы бойынша алғашқыдан еш айырмашылығы жоқ, тек мұнда пресстеу кезеңінің алдында алынған қағаздың негізгі қабатына целлюлозды текше жағылады. Бұл материалға мықтылық және табиғи ағаш түсін береді. Мұндай технология Орталық Азияда бір ғана кәсіпорында қолданылады. Бұл факт материалға бірегейлік бере түседі. Тордың бетінде қалай қозғалғанына байланысты, қағаз құрғақ бола бастайды – ылғалдың барлығы арнайы контейнерге құйылады, ал әрі қарай іске вакуумды жәшіктер кіріседі. Вакуумның барлығына белгілі қасиетінің көмегімен қағаз одан сайын құрғақ болады, алайда 100 пайызға емес.
Бұл жұмысты кептіру камералары аяқтайды, онда қағаз күшті пресс арқылы түседі. Бұл құрылғылар да қағаздың ылғалын кетіреді. Мұның барлығы материалды орасаз зор күшпен басып тұрған құрылғы арқылы жасайды. Сандар барлығын айтып тұр – бұл жерде қағаз 1 квадрат сантиметрге 60 келілік салмақпен езіледі. Процесс рет-ретімен жасалады – алдымен бірінші пресс, содан кейін екінші пресс жұмыстарын атқарады. Жұмыстың қалған бөлігін кептіру камералары өзіне алады.
Қағазды соңына дейін кептіретін бұл үлкен механизмде температуралық режимді қадағалау өте маңызды. Бірінші цилиндрлерде пештер 50 градусқа тең температура қояды, әрі қарай 55, 60 және 65 градус. Және бұл керекті жұмыстың тек жартысы ғана. Процестің келесі бөлігінде қағазды 90, 110 және 125 градус температурада кептіреді. Бұл кездегі тордың қозғалыс жылдамдығы минутына 130 метр. Сондықтан да, қағаз кептіру пешінде көп тұрып қалмай, біркелкі жылдамдықпен желі бойынша жүріп отырады. Процестің келесі кезеңі – осыған дейін айтылып кеткен жұмыс, қағазға желім жағу. 70 градустық температураның асында желім қағаздың екі жағына да жағылады Оның қағазға жақсылап сіңуін, материалға жаншып тұрып кіргізетін күшті валдар қамтамасыз етеді.
Толық кеуіп болысымен желім ылғал тартпауға кепілдік береді. Ал оған толығымен кебуге тағы бір кептіру пеші көмектеседі. Кептіру процесі алдындағы кептіру камераларындағыдай өтеді. Айырмашылығы тек градуста – барлығы 60 тан басталып, әрі қарай 70, 80, 110 және максималды 125 градусқа дейін көтеріледі. Кептіру камерасынан шығарда қағазға дәл және егжей-тегжейлі компьютерлік сараптама жасалады: арнайы сканер материалдың барлық параметрі туралы ақпаратты оқиды: салмағы, ылғалдығы, қаттылығы. Осылайша кәсіпорын жұмысшылары алынатын шикізаттың мінездемесін онлайн тәртібінде қадағалап отырады. Егер оператор нормадан азғана болса да ауытқу байқаса, қағазды желіден алып, қателіктерін жөндейді. Барлығы дұрыс болса, қағаз желі бойынша әрі қарай жылжып барып үлкен тамбурға оралады. Бұл кезеңдегі технологияның маңыздылығы қағаздың тамбурға үздіксіз оралуында болып тұр. Қағазды әрі қарай бойлық-кескіш станогіне аттандырады. Бұл аппараттың бағдарламалық қамтамасыздығы қағазға кез келген өлшем беруге мүмкіндік береді.