

Тема 5.2 Стандартизация точности гладких цилиндрических соединений
Студент должен знать:
построение системы допусков и посадок гладких цилиндрических соединений (ГЦС), условное обозначение предельных отклонений и посадок, калибры для гладких цилиндрических деталей.
Система допусков и посадок ГЦС. Предельные отклонения. Калибры для гладких цилиндрических деталей.
Литература: [2], с.34-61, 143-150; [7], с.25-130, 185-191; [8], с.165-170, 173-176; [46]; [50]; [51].
Вопросы для самопроверки:
1. Что характеризует понятие «квалитет»? Какие квалитеты применяют в ЕСДП для размеров от 1 до 500 мм и каково их назначение?
2. Как обозначаются посадки в системе отверстия (вала)?
3. Какие применяются три способа обозначения полей допусков на чертежах?
4. Какие поля допусков предназначены для посадок с зазорами, натягом, переходных?
5. Назовите типы калибров и укажите порядок расчета их исполнительных размеров.
Методические указания
Действующая в настоящее время система стандартов на допуски и посадки для гладких цилиндрических и плоских соединений разработана в соответствии с рекомендациями и положениями международной организации по стандартизации (ИСО). В соответствии с этими рекомендациями национальные системы допусков и посадок, ранее существовавшие в ряде стран, должны заменяться единой системой, что является необходимым условием непрерывно расширяющихся и углубляющихся международных связей в области машиностроения, обеспечения взаимозаменяемости и унификации деталей и сборочных единиц, единообразия оформления технической документации.
Разработанная и введенная с 1.01.1977г. система получила название Единой системы допусков и посадок (ЕСДП) и включает ряд стандартов. Основными из них являются следующие: «Общие положения, ряды допусков и основных отклонений» (ГОСТ 25346-89), «Поля допусков и рекомендуемые посадки» (ГОСТ 25347-89). Эти стандарты распространяются на сопрягаемые (т.е. применяемые при образовании посадок) и несопрягаемые размеры гладких элементов (цилиндрических или ограниченных параллельными плоскостями) деталей с номинальными размерами до 3150 мм.
В общем машиностроении наиболее часто применяются размеры до 500 мм, то именно этот диапазон мы и будем рассматривать в дальнейшем.
Единая система допусков и посадок (т.е. все стандарты, входящие в нее) оформлена в виде таблиц, в которых для номинальных размеров заданы научно обоснованные величины предельных отклонений для разных полей допусков отверстий и валов. В строках таблиц указаны интервалы номинальных размеров, в колонках - поля допусков и соответствующие им предельные отклонения.
Разные детали машин в зависимости от назначения и условий работы требуют разной точности изготовления. В ЕСДП предусмотрено несколько рядов точности, названных квалитетами. Квалитет - это совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Для размеров от 1 до 500 мм установлено 20 квалитетов: 0,1; 0 и с 1-го по 18-й. С возрастанием номера квалитета допуск увеличивается, т. е. точность убывает. Для посадок предусмотрены квалитеты с 5-го по 12-й.
Допуски в каждом квалитете ЕСДП обозначаются двумя буквами латинского алфавита (IT) с добавлением номера квалитета. Например, IT5 означает допуск по 5-му квалитету, a IT10 - допуск по 10-му квалитету.
Приведем ориентировочные данные о том, какие квалитеты (т.е. какая точность) обеспечиваются тем или иным технологическим процессом обработки:
валы 5-го квалитета и отверстия 5-го и 6-го квалитетов получают шлифованием;
валы 6-го и 7-го и отверстия 7-го и 8-го квалитетов - тонким точением или растачиванием, чистовым развертыванием, чистовым протягиванием, холодной штамповкой в вырубных штампах;
валы 8-го и 9-го и отверстия 9-го квалитетов - тонким строганием, тонким фрезерованием, получистовым развертыванием, тонким шабрением, холодной штамповкой в вытяжных штампах;
валы и отверстия 10-го квалитета получают чистовым зенкерованием и другими способами, как и для 9-го квалитета;
валы и отверстия 11-го квалитета получают чистовым строганием, чистовым фрезерованием, чистовым обтачиванием, сверлением по кондуктору, литьем по выплавляемым моделям, другими способами, как для 9-го и 10-го квалитетов;
валы и отверстия 12-го и 13-го квалитетов получают черновым строганием и точением, чистовым долблением, черновым фрезерованием, сверлением без кондуктора, черновым зенкерованием, получистовым растачиванием;
валы и отверстия 14...18-го квалитетов получают черновой токарной обработкой, резкой ножницами и пилами, автоматической газовой резкой, резкой резцом и фрезой, черновым долблением, литьем в песчаные формы.
Для образования посадок в ЕСДП стандартизованы (независимо друг от друга) два параметра, из которых образуются поля допусков: ряды и значения допусков в разных квалитетах и так называемые основные отклонения валов и отверстий для определения положения поля допуска относительно номинального размера (нулевой линии). В качестве основного отклонения принято отклонение, ближайшее к нулевой линии, характеризующее возможное минимальное отклонение размера при обработке от номинального.
Поле допуска в ЕСДП образуется сочетанием основного отклонения и квалитета. В этом сочетании основное отклонение характеризует положение поля допусков относительно нулевой линии, а квалитет - величину допуска.
Основные отклонения обозначают одной, а в отдельных случаях двумя (для сопряжений точного машиностроения) буквами латинского алфавита: прописными (А, В, С, CD, D и т. д.) - для отверстий и строчными (а, b, с, cd, d и т.д.) - для валов.
На рисунке 5.2.1 показана схема основных отклонений в разных квалитетах при одинаковом номинальном размере.
Основными отклонениями служат: для валов a...h верхние отклонения - es; для отверстий А...Н нижние отклонения +EJ; для валов j...zc нижние отклонения +ei; для отверстий J...ZC верхние отклонения - ES.
Характер написания буквы (прописная или строчная) в конструкторской и технологической документации дает полное представление об элементе детали (вал или отверстие), к которому относится поле допуска. Это исключает возможность ошибок при последующем определении числовых значений предельных отклонений по таблицам.
Поля допусков основных отверстий обозначаются буквой Н, а основных валов – h с добавлением номера квалитета, например Н7, Н8, Н9 и т. д. (в этом случае нижние отклонения всегда равны нулю) и h7, h8, h9 и т. д. (в этом случае верхние отклонения всегда равны нулю).
Ниже приведены выборки из ГОСТ 25347-89 «Поля допусков и рекомендуемые посадки», входящего в ЕСДП: предпочтительные поля допусков валов (таблица 5.2.1) и отверстий (таблица 5.2.2) для наиболее употребительных в общем машиностроении квалитетов (с 6-го по 11-й) и рекомендуемые предельные отклонения для неответственных несопрягаемых размеров (таблица 5.2.3). По этим таблицам для каждого номинального размера (точнее, для интервала, в пределах которого находится размер) можно в соответствии с обозначением поля допуска определить числовые значения предельных отклонений.
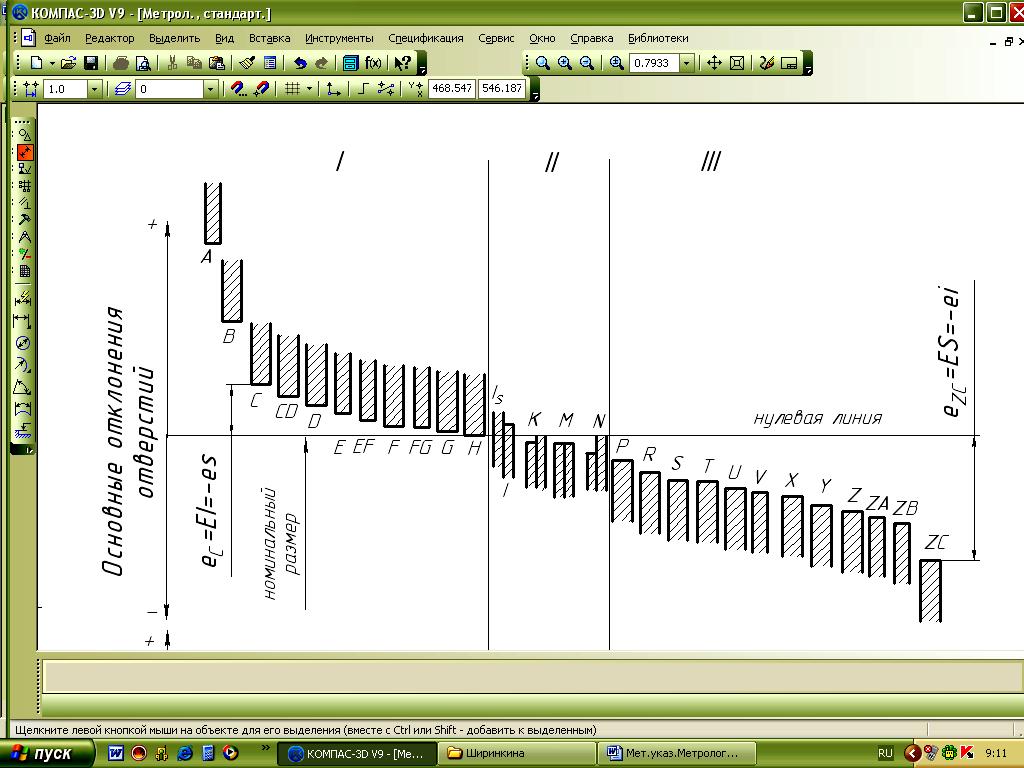
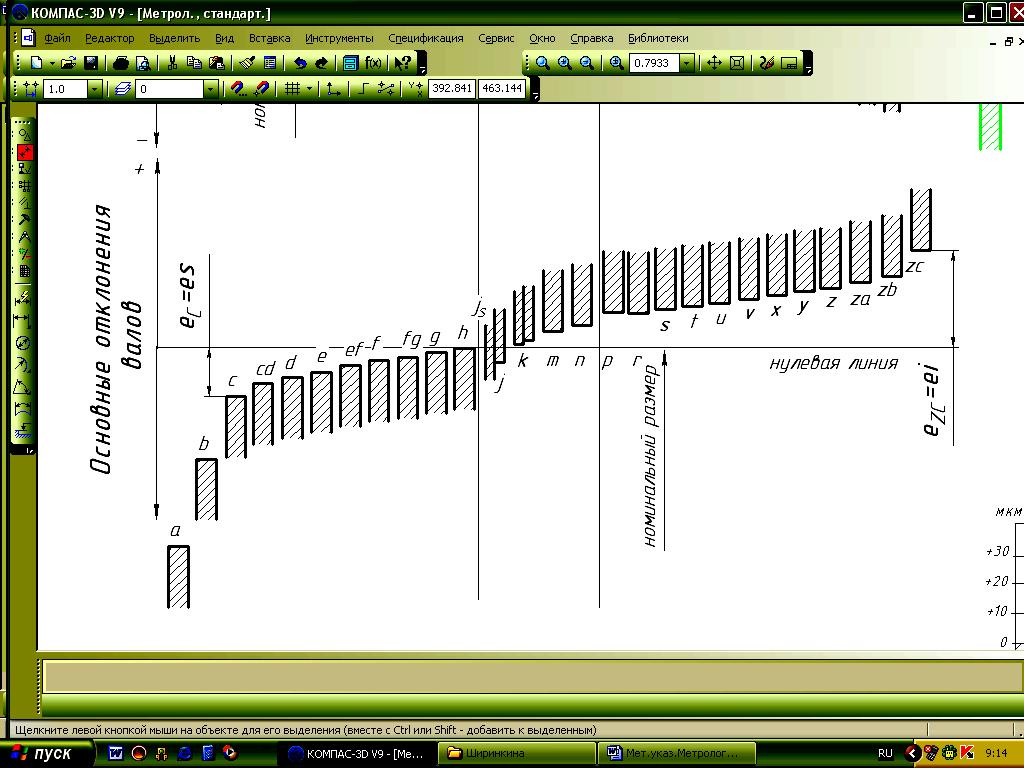
Рисунок 5.2.1 – Схема основных отклонений в ЕСПД
Нанесение предельных отклонений размеров на чертежах осуществляется в соответствии с ГОСТ 2.307-68*, входящим в Единую систему конструкторской документации (ЕСКД). Предусмотрено три способа указания отклонений:
числовыми значениями
предельных отклонений, например 18+0,018,
12![]()
условными
обозначениями полей допусков, например
18Н7, 12е8; условными обозначениями полей
допусков с указанием справа в скобках
числовых значений предельных отклонений,
например 18Н7(+0,018),
12е8![]()
Рассмотрим примеры определения числовых значений предельных отклонений по таблице 5.2.1 и 5.2.2.
Таблица 5.2.1 – Предпочтительные поля допусков валов по ЕСДП (выборка из ГОСТ 25347-89)
Интервалы номинальных размеров, мм |
Квалитет 6 |
Квалитет 7 |
Квалитет 8 |
Квалитет 9 |
Квалитет 11 |
|||||||||||
Поля допуков |
||||||||||||||||
g6 |
h6 |
jS6 |
k6 |
n6 |
p6 |
r6 |
s6 |
f7 |
h7 |
e8 |
h8 |
d9 |
h9 |
d11 |
h11 |
|
От 1 до 3 |
-2 -8 |
0 -6 |
+3 -3 |
+6 0 |
+10 +4 |
+12 +6 |
+16 +10 |
+20 +14 |
-6 -16 |
0 -10 |
-14 -28 |
0 -14 |
-20 -45 |
0 -25 |
-20 -80 |
0 -60 |
Св. 3 до 6 |
-4 -12 |
0 -8 |
+4 -4 |
+9 +1 |
+16 +8 |
+20 +12 |
+23 +15 |
+27 +19 |
-10 -22 |
0 -12 |
-20 -38 |
0 -18 |
-30 -60 |
0 -30 |
-30 -105 |
0 -75 |
Св. 6 до 10 |
-5 -14 |
0 -9 |
+4,5 -4,5 |
+10 +1 |
+19 +10 |
+24 +15 |
+28 +19 |
+32 +23 |
-13 -28 |
0 -15 |
-25 -47 |
0 -22 |
-40 -76 |
0 -36 |
-40 -130 |
-0 -90 |
Св. 10 до 14 Св. 14 до 18 |
-6 -17 |
0 -11 |
+5,5 -5,5 |
+12 +1 |
+23 +12 |
+29 +18 |
+34 +23 |
+39 +28 |
-16 -34 |
0 -18 |
-32 -59 |
0 -27 |
-50 -93 |
0 -43 |
-50 -160 |
0 -110 |
Св. 18 до 24 Св. 24 до 30 |
-7 -20 |
0 -13 |
+6,5 -6,5 |
+15 +2 |
+28 +15 |
+35 +22 |
+41 +28 |
+48 +35 |
-20 -41 |
0 -21 |
-40 -73 |
0 -33 |
-65 -117 |
0 -52 |
-65 -195 |
0 -130 |
Св. 30 до 40 Св. 40 до 50 |
-9 -25 |
0 -16 |
+8 -8 |
+18 +2 |
+33 +17 |
+42 +26 |
+50 +34 |
+59 +43 |
-25 -50 |
0 -25 |
-50 -89 |
0 -39 |
-80 -142 |
0 -62 |
-80 -240 |
0 -160 |
Св. 50 до 65 |
-10 |
0 |
+9,5 |
+21 |
+39 |
+51 |
+60 +41 |
+72 +53 |
-30 |
0 |
-60 |
0 |
-100 |
0 |
-100 |
0 |
Св. 65 до 80 |
-29 |
-19 |
-9,5 |
+2 |
+30 |
+32 |
+62 +43 |
+78 +59 |
-60 |
-30 |
-106 |
-46 |
-174 |
-74 |
-290 |
-190 |
Св. 80 до 100 |
-12 |
0 |
+11 |
+25 |
+45 |
+59 |
+73 +51 |
+93 +71 |
-36 |
0 |
-72 |
0 |
-120 |
0 |
-120 |
0 |
Св. 100 до 120 |
-34 |
-22 |
-11 |
+3 |
+23 |
+37 |
+76 +54 |
+101 +79 |
-71 |
-35 |
-126 |
-54 |
-207 |
-87 |
-340 |
-220 |
Св. 120 до 140 |
|
|
|
|
|
|
+88 +63 |
+117 +92 |
|
|
|
|
|
|
|
|
Св. 140 до 160 |
-14 -39 |
0 -25 |
+12,5 -12,5 |
+28 +3 |
+52 +27 |
+68 +43 |
+90 +65 |
+125 +100 |
-43 -83 |
0 -40 |
-85 -148 |
0 -63 |
-145 -245 |
0 -100 |
-145 -395 |
0 -250 |
Св. 160 до 180 |
|
|
|
|
|
|
+93 +68 |
+133 +108 |
|
|
|
|
|
|
|
|
Св. 180 до 200 |
|
|
|
|
|
|
+106 +77 |
+151 +122 |
|
|
|
|
|
|
|
|
Св. 200 до 225 |
-15 -44 |
0 -29 |
+14,5 -14,5 |
+33 +4 |
+60 +31 |
+79 +50 |
+109 80 |
+159 +130 |
-50 -96 |
0 -46 |
-100 -172 |
0 -72 |
-170 -285 |
0 -115 |
-170 -460 |
0 -290 |
Св. 225 до 250 |
|
|
|
|
|
|
+113 +84 |
+169 +140 |
|
|
|
|
|
|
|
|
Св. 250 до 280 |
-17 |
0 |
+16 |
+36 |
+66 |
+88 |
+126 +94 |
+190 +158 |
-56 |
0 |
-110 |
0 |
-190 |
0 |
-190 |
0 |
Св. 280 до 315 |
-49 |
-32 |
-16 |
+4 |
+34 |
+56 |
+130 +98 |
+202 +170 |
-108 |
-52 |
-191 |
-81 |
-320 |
-130 |
-510 |
-320 |
Св. 315 до 355
Св. 355 до 400 |
-18
-54 |
0
-36 |
+18
-18 |
+40
+4 |
+73
+37 |
+98
+62 |
+144 +108 +150 +144 |
+226 +190 +244 +208 |
-62
-119 |
0
-57 |
-125
-214 |
0
-89 |
-210
-350 |
0
-140 |
-210
-570 |
0
-360
|
Св. 400 до 450
Св. 450 до 500 |
-20 |
0 |
+20 |
+45 |
+80 |
+108 |
+166 +126 |
+272 +232 |
-68 |
0 |
-135 |
0 |
-230 |
0 |
-230 |
0 |
-60 |
-40 |
-20 |
+5 |
+40 |
+68 |
+172 +132 |
+292 +252 |
-131 |
-63 |
-232 |
-97 |
-385 |
-155 |
-630 |
-400 |
|
Таблица 5.2.2 – Предпочтительные поля допусков отверстий по ЕСДП (выборка из ГОСТ 25347-89)
Интервалы номинальных размеров, мм |
Квалитет 6 |
Квалитет 8 |
Квалитет 9 |
Квалитет 11 |
||||||||
Поля допусков |
||||||||||||
Н7 |
JS7 |
К7 |
N7 |
P7 |
F8 |
H8 |
E9 |
H9 |
H11 |
|||
Предельные отклонения, мкм |
||||||||||||
От 1 до 3 |
+10 0 |
+5 -5 |
0 -10 |
-4 -14 |
-6 -16 |
+20 +6 |
+14 0 |
+34 +19 |
+25 0 |
+60 0 |
||
Св. 3 до 6 |
+12 0 |
+6 -6 |
+3 -9 |
-4 -16 |
-8 -20 |
+28 +10 |
+18 0 |
+50 +20 |
+30 0 |
+75 0 |
||
Св. 6 до 10 |
+15 0 |
+7 -7 |
+5 -10 |
-4 -19 |
-9 -24 |
+35 +13 |
+22 0 |
+61 +25 |
+36 0 |
+90 0 |
||
Св. 10 до 18 |
+18 0 |
+9 -9 |
+6 -12 |
-5 -23 |
-11 -29 |
+43 +16 |
+27 0 |
+75 +32 |
+43 0 |
+110 0 |
||
Св. 18 до 30 |
+21 0 |
+10 -10 |
+6 -15 |
-7 -28 |
-14 -35 |
+53 +20 |
+33 0 |
+92 +40 |
+52 0 |
+130 0 |
||
Св. 30 до 50 |
+25 0 |
+12 -12 |
+7 -18 |
-8 -33 |
-17 -42 |
+64 +25 |
+39 0 |
+112 +50 |
+62 0 |
+60 0 |
||
Св. 50 до 80 |
+30 0 |
+15 -15 |
+9 -21 |
-9 -39 |
-21 -51 |
+76 +30 |
+46 0 |
+134 +60 |
+74 0 |
+190 0 |
||
Св. 80 до 120 |
+35 0 |
+ 17 -17 |
+ 10 -25 |
-10 -45 |
-24 -59 |
+90 +36 |
+54 0 |
+159 +72 |
+87 0 |
+220 0 |
||
Св. 120 до 180 |
+40 0 |
+20 -20 |
+ 12 -28 |
-12 -52 |
-28 -68 |
+106 +43 |
+63 0 |
+185 +85 |
+100 0 |
+250 0 |
||
Св. 180 до 250 |
+46 0 |
+23 -23 |
+ 13 -33 |
-14 -60 |
-33 -79 |
+122 +50 |
+72 0 |
+215 +100 |
+115 0 |
+290 0 |
||
Св. 250 до 315 |
+52 0 |
+26 -26 |
+16 -36 |
-14 -66 |
-36 -88 |
+ 137 +56 |
+81 0 |
+240 +110 |
+ 130 0 |
+320 0 |
||
Св. 315 до 400 |
+57 0 |
+28 28 |
+17 -40 |
-16 -73 |
-41 -98 |
+ 151 +62 |
+89 0 |
+265 +125 |
+ 140 0 |
+360 0 |
||
Св. 400 до 500 |
+63 0 |
+31 -31 |
+18 -45 |
-17 -80 |
-45 -108 |
+65 +68 |
+97 0 |
+290 +135 |
+ 155 0 |
+400 0 |
||
Таблица 5.2.3 - Рекомендуемые предельные отклонения для неответственных несопрягаемых размеров (выборка из ГОСТ 25347-89)
Интервалы номинальных размеров, мм |
Валы |
Отверстия |
||||||||||
Поля допусков |
||||||||||||
h12 |
js12 |
h14 |
js14 |
h16 |
js16 |
H12 |
Js12 |
H14 |
Js14 |
H16 |
Js16 |
|
Предельные отклонения, мм |
||||||||||||
От 1 до 3 |
0 -100 |
+50 -50 |
0 -250 |
+125 -125 |
0 -600 |
+300 -300 |
+ 100 0 |
+50 -50 |
+250 0 |
+125 -125 |
+600 0 |
+300 -300 |
Св. 3 до 6 |
0 -120 |
+60 -60 |
0 -300 |
+150 -150 |
0 -750 |
+375 -375 |
+120 0 |
+60 -60 |
+300 0 |
+ 150 -150 |
+750 0 |
+375 -375 |
Св. 6 до 10 |
0 -150 |
+75 -75 |
0 -360 |
+180 -180 |
0 -990 |
+450 -450 |
+ 150 0 |
+75 -75 |
+360 0 |
+180 -180 |
+900 0 |
+450 -450 |
Св. 10 до 18 |
0 -180 |
+90 -90 |
0 -430 |
+215 -215 |
0 -1100 |
+550 -550 |
+ 180 0 |
+90 -90 |
+430 0 |
+215 -215 |
+1100 0 |
+550 -550 |
Св. 18 до 30 |
0 -210 |
+105 -105 |
0 -520 |
+260 -260 |
0 -1300 |
+650 -650 |
+210 0 |
+ 105 -105 |
+520 0 |
+260 -260 |
+1300 0 |
+650 -650 |
Св. 30 до 50 |
0 -250 |
+ 125 -125 |
0 -620 |
+310 -310 |
0 -1600 |
+800 -600 |
+250 0 |
+125 -125 |
+620 0 |
+310 -310 |
+1600 0 |
+800 -800 |
Св. 50 до 80 |
0 300 |
+150 -150 |
0 -740 |
+370 -370 |
0 -1900 |
+950 -950 |
+300 0 |
+150 -150 |
+740 0 |
+370 -370 |
+ 1900 0 |
+950 -950 |
Св. 80 до 120 |
0 -350 |
+175 -175 |
0 -870 |
+435 -435 |
0 -2200 |
+1100 -1100 |
+350 0 |
+175 -175 |
+870 0 |
+435 -435 |
+2200 0 |
+1100 -1100 |
Св. 120 до 180 |
0 -400 |
+200 -200 |
0 -1000 |
+500 -500 |
0 -2500 |
+1250 -1250 |
+400 0 |
+200 -200 |
+ 1000 0 |
+500 -500 |
+2500 0 |
+ 1250 –1250 |
Св. 180 до 250 |
0 -460 |
+230 -230 |
0 -1150 |
+575 -575 |
0 -2900 |
+1450 -1450 |
+460 0 |
+230 -230 |
+1150 0 |
+575 -575 |
+2900 0 |
+ 1450 -1450 |
Св. 250 до 315 |
0 -520 |
+260 -260 |
0 -1300 |
+650 -650 |
0 -3200 |
+ 1600 -1600 |
+520 0 |
+260 -260 |
+ 1300 0 |
+650 -650 |
+3200 0 |
+ 1600 -1600 |
Св. 315 до 400 |
0 -570 |
+285 -285 |
0 -1400 |
+700 -700 |
0 -3600 |
+1800 - 1800 |
+570 0 |
+285 -285 |
+1400 0 |
+700 -700 |
+3600 0 |
+ 1800 - 1800 |
Св. 400 до 500 |
0 -630 |
+315 -315 |
0 -1550 |
+775 -775 |
0 -4000 |
+2000 -2000 |
+630 0 |
+315 -315 |
+ 1550 0 |
+775 -775 |
+4000 0 |
+2000 -2000 |
Пример.
Определить предельные отклонения, если
на чертеже указан размер 8k6.
По таблице 5.2.1 на пересечении строки
«Св. 6 до 10» с колонкой k6
находим предельные отклонения, мкм: +10
и +1. Следовательно, размер 8k6
соответствует размеру 8![]() .
.
Пример.
Определить предельные отклонения, если
на чертеже указан размер 30Н7. По таблице
5.2.2 на пересечении строки «Св. 18 до 30» с
колонкой Н7 находим предельные отклонения,
мкм: +21 и 0. Следовательно, размеру 30Н7
соответствует размеру 30![]() .
.
Обозначение посадки на сборочном чертеже в соответствии с ГОСТ 2.307-68 состоит из указаний по лей допусков сопрягаемых деталей, при этом указание оформляется в виде простой дроби. Вначале записывается номинальный размер соединения (он одинаков для сопрягаемых отверстия и вала), затем над чертой («в числителе») указывается поле допуска отверстия, а под чертой («в знаменателе») - поле до пуска вала. Вместо условных обозначений полей до пусков можно указывать в «числителе» и «знамена теле» предельные отклонения сопрягаемых деталей.
Такая форма обозначения едина для посадок в системе отверстия и в системе вала.
Пример.
Обозначение
посадки в системе отверстия: 75![]() (Н7
– поле допуска основного отверстия)
или 75 .
(Н7
– поле допуска основного отверстия)
или 75 .
П![]()
![]() ример.
Обозначение
посадки в системе отверстия: 50
ример.
Обозначение
посадки в системе отверстия: 50![]() (h8
– поле допуска основного вала) или 50
.
(h8
– поле допуска основного вала) или 50
.
Примеры выбора посадок. Посадки с натягом по значению гарантированного натяга подразделяют на три подгруппы:
посадки с минимальным гарантированным натягом:
![]() применяют при
малых нагрузках и для уменьшения
деформаций собранных деталей; неподвижность
соединения обеспечивают дополнительным
креплением; эти по садки допускают
редкие разборки;
применяют при
малых нагрузках и для уменьшения
деформаций собранных деталей; неподвижность
соединения обеспечивают дополнительным
креплением; эти по садки допускают
редкие разборки;
посадки с умеренными гарантированными натягами:
![]() допускают передачу
нагрузок средней величины без
дополнительного крепления, а также с
дополнительным креплением; могут
применяться для передачи больших
нагрузок, если прочность деталей не
позволяет применить посадки с большими
натягами; сборка может производиться
под прессом или способом термических
деформаций;
допускают передачу
нагрузок средней величины без
дополнительного крепления, а также с
дополнительным креплением; могут
применяться для передачи больших
нагрузок, если прочность деталей не
позволяет применить посадки с большими
натягами; сборка может производиться
под прессом или способом термических
деформаций;
посадки с большими гарантированными натягами
![]() передают
тяжелые и динамические нагрузки без
дополнительного крепления; необходима
проверка соединяемых деталей на
прочность; сборка осуществляется в
основном способом термических деформаций.
передают
тяжелые и динамические нагрузки без
дополнительного крепления; необходима
проверка соединяемых деталей на
прочность; сборка осуществляется в
основном способом термических деформаций.
Переходные посадки образуются полями допусков, которые установлены в квалитетах 4...8; характеризуются возможностью получения сравнительно небольших зазоров или натягов; применяются в неподвижных разъемных соединениях при необходимости точного центрирования, при этом необходимо дополнительное крепление собранных деталей. Такие посадки подразделяются на три подгруппы:
посадки с более вероятными натягами
![]() применяют
при больших ударных нагрузках, при
повышенной точности центрирования и
редких разборках, а также при затрудненной
сборке вместо посадок с минимальным
гарантированным натягом;
применяют
при больших ударных нагрузках, при
повышенной точности центрирования и
редких разборках, а также при затрудненной
сборке вместо посадок с минимальным
гарантированным натягом;
посадки с равновероятными натягами и зазорами
![]() имеют
наибольшее применение из переходных
посадок, так как для сборки и разборки
не требуют больших усилий и обеспечивают
высокую точность центрирования;
имеют
наибольшее применение из переходных
посадок, так как для сборки и разборки
не требуют больших усилий и обеспечивают
высокую точность центрирования;
посадки с более вероятными зазорами
![]() применяют при
небольших статических нагрузках, частых
разборках и затрудненной сборке, а также
для регулирования взаимного положения
деталей.
применяют при
небольших статических нагрузках, частых
разборках и затрудненной сборке, а также
для регулирования взаимного положения
деталей.
Посадки с зазором
образуются полями до пусков, которые
установлены в квалитетах 4...12, и применяются
в неподвижных и подвижных соединениях,
для облегчения сборки при невысокой
точности  центрирования,
для регулирования взаимного положения
деталей, для обеспечения смазки трущихся
поверхностей (подшипники скольжения)
и компенсации тепловых деформаций, для
сборки деталей с антикоррозийными
покрытиями. Посадки с наименьшим зазором,
равным нулю
центрирования,
для регулирования взаимного положения
деталей, для обеспечения смазки трущихся
поверхностей (подшипники скольжения)
и компенсации тепловых деформаций, для
сборки деталей с антикоррозийными
покрытиями. Посадки с наименьшим зазором,
равным нулю
![]() ,
обеспечивают высокую точность
центрирования и поступательного
перемещения деталей в регулируемых
соединениях, могут заменять переходные
посадки.
,
обеспечивают высокую точность
центрирования и поступательного
перемещения деталей в регулируемых
соединениях, могут заменять переходные
посадки.
Гладкие калибры и их допуски.
Калибр - это бесшкальный мерительный инструмент, предназначенный для проверки размеров, формы и расположения поверхностей изделий. Наибольшее распространение получили предельные калибры. Для контроля одного размера надо иметь два калибра - проходной и непроходной, исходные размеры которых равны предельным размерам детали. С помощью калибров мы можем определить годность детали, а не действительный размер.
Для контроля отверстия применяются калибры-пробки, для контроля вала - калибры-скобы.
Для увеличения износостойкости рабочих поверхностей калибров, калибры или изготавливаются из углеродистой инструментальной стали, или цементируются, а затем закаливаются.
Размеры, по которым изготавливаются измерительные поверхности калибров, называются исполнительными.
Исполнительные размеры калибров (пробки и скобы) определяются по ГОСТ 24853-81, в котором введены следующие обозначения (таблица 5.2.4)
Н и H1 - допуск на изготовление калибров (здесь и далее обозначения с индексом " 1" относятся для калибров-скоб);
Z и Z1 - смещение середины поля допуска проходной стороны калибра (запас на износ);
Y и Y1 - допуск на износ проходной стороны калибра.
Таблица 5.2.4 - Формулы расчёта исполнительных размеров гладких калибров
Калибр |
Обозначение |
Рабочий калибр |
|||
для отверстия |
для вала |
||||
Размер |
Допуск |
Размер |
Допуск |
||
Проходная сторона: новая |
ПР |
Dmin+Z |
|
dmax-Z1 |
|
изношенная
Непроходная сторона |
ПРизн
НЕ |
Dmin-Y
Dmax |
-
|
dmax+Y1
dmin |
-
|
Таблица 5.2.5 – Допуски и отклонения гладких калибров до 180 мм (ГОСТ 24853-81)
Квалитеты допусков изделий |
Обозначение |
Интервалы размеров в мм |
||||||||
До 3 |
Свыше 3 до 6 |
Свыше 6 до 10 |
Свыше 10 до 18 |
Свыше 18 до 30 |
Свыше 30 до 50 |
Свыше 50 до 80 |
Свыше 80 до 120 |
Свыше 120 до 180 |
||
Допуски и отклонения калибров в мкм |
||||||||||
6 |
Z Y Z1 Y1 H H1 |
1 1 1,5 1,5 1,2 2 |
1,5 1 2 1,5 1,5 2,5 |
1,5 1 2 1,5 1,5 2,5 |
2 1,5 2,5 2 2 3 |
2 1,5 3 3 2,5 4 |
2,5 2 3,5 3 2,5 4 |
2,5 2 4 3 3 3 |
3 3 5 4 4 6 |
4 3 6 4 5 8 |
7 |
Z; Z1 Y; Y1 H; H1 |
1,5 1,5 2 |
2 1,5 2,5 |
2 1,5 2,5 |
2,5 2 3 |
3 3 4 |
3,5 3 4 |
4 3 5 |
5 4 6 |
6 4 8 |
8 |
Z; Z1 Y; Y1 H H1 |
2 3 2 3 |
3 3 2,5 4 |
3 3 2,5 4 |
4 4 3 3 |
5 4 4 6 |
6 5 4 7 |
7 5 5 8 |
8 6 6 10 |
9 6 8 12 |
Например. Определить исполнительные размеры калибров для контроля отверстия и вала соединения 60 Н7/к6.
По таблицам допусков на калибры находим H=H1=5мкм=0,005 мм; Z=Z1=4мкм =0,004 мм; Y=Y1=3мкм=0,003 мм.
Исполнительные размеры:
для отверстия
![]()
ПРИЗН=Dmin-Y=(60-0,003)=59,997мм
![]()
для вала
![]()
ПРизн=dmax+Y1=60,021+0,003=60,024мм
![]()
Выбираем масштаб 1000:1 и строим схему полей допусков калибров (рисунок 5.2.1)
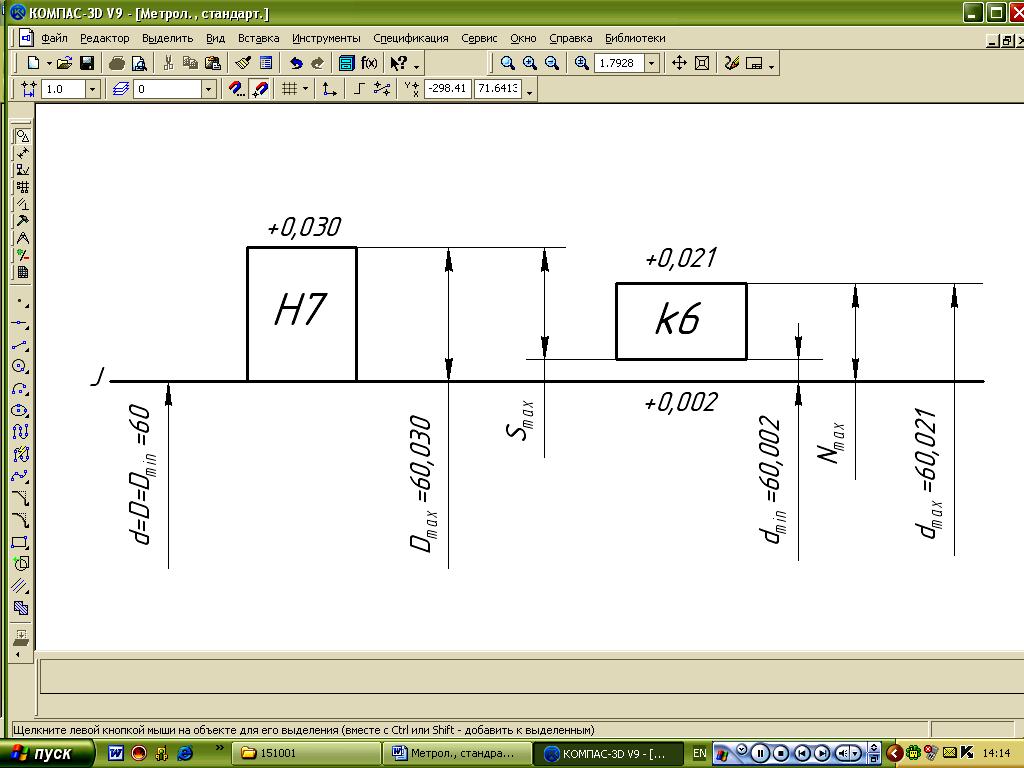
Рисунок 5.2.1 – Схема полей допусков калибров
Маркировка калибров наносится на нерабочей поверхности калибра и содержит номинальный диаметр и поле допуска контролируемой детали. Так, на калибре-скобе для контроля вала из предыдущего примера должно быть нанесено 60к6.
Следует изучить различные конструкции калибров, область их применения, методы контроля калибрами.
Практическое занятие.