7.Розробка маршрутного технологічного процесу
При розробці технологічного процесу механічної обробки перед технологом виникає завдання вибрати з декількох можливих варіантів обробки один, який забезпечує найбільш економічне рішення. Чорновими базами завжди є один торець і зовнішня або внутрішня циліндрична поверхня деталі.
В якості чистових баз приймають оброблену циліндричну поверхню (внутрішню або зовнішню) і оброблений торець, що прилягає до неї.
Послідовність обробки деталей цього класу наступна:
- чорнова токарна обробка усіх поверхонь деталі з одного її боку при установці на одну з циліндричних поверхонь і торець;
- чорнова токарна обробка усіх поверхонь з другого боку деталі при її установці на оброблені циліндричну поверхню і торець;
- напівчистова і чистова токарна обробка усіх поверхонь деталі х усіх боків.
- фрезерування площин при установці на оброблені циліндричну поверхню і торець;
- фрезерування невеликих поверхонь на виступах, свердління, зенкерування, розвертання, зовнішніх виступів;
 -
викінчуюча обробка точних циліндричних,
фасонних внутрішніх поверхонь при
установці на циліндричну поверхню і
торець.
-
викінчуюча обробка точних циліндричних,
фасонних внутрішніх поверхонь при
установці на циліндричну поверхню і
торець.
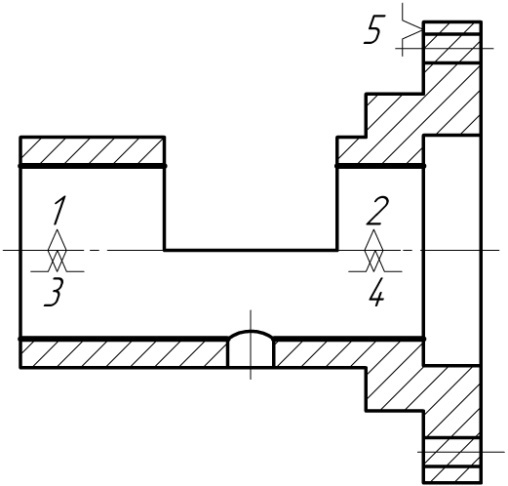
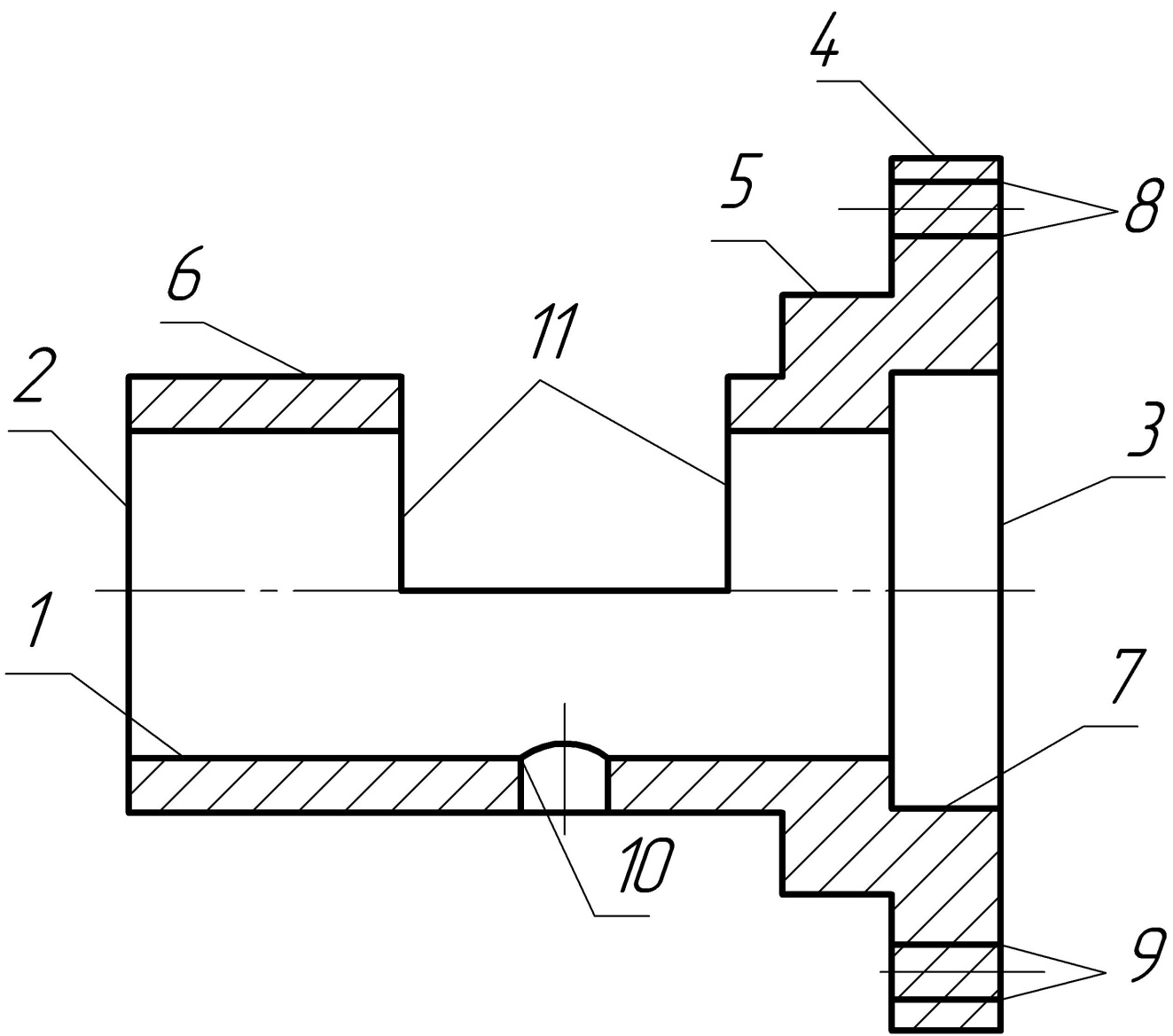
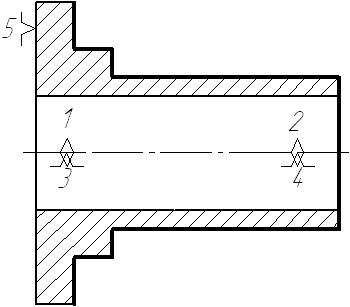
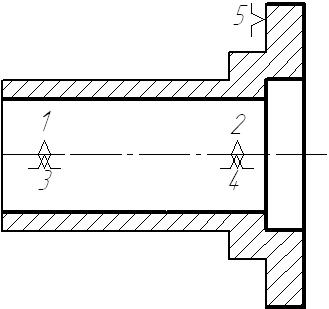
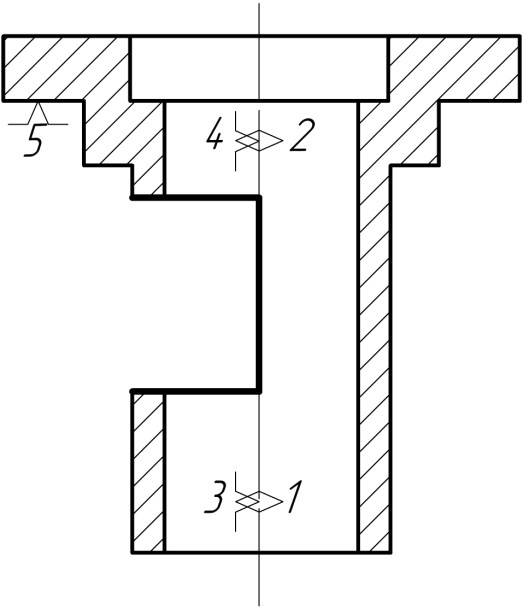
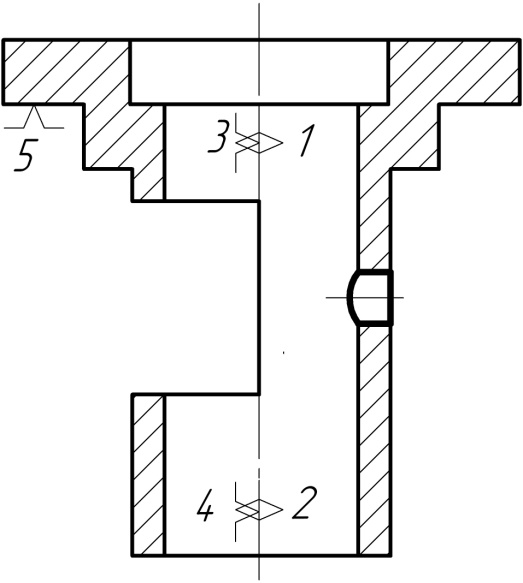
Вибір типового технологічного процесу та типових схем обробки поверхонь. На рисунку 2 зображено послідовність обробки поверхонь заданої деталі - фланця, а в таблиці 1 наведений варіант оброблення цих поверхонь. Аналізуючи можливі варіанти оброблення даних поверхонь, ми вибираємо той з них, який є найбільш раціональні. Проте при розробці технологічних процесів необхідно враховувати , що похибки відхилення форми і, особливо , взаємного розміщення оброблених поверхонь в основному визначаються точністю обладнання і пристроїв.

№ поверхні |
Найменування, Розміри, точність, шорсткість
|
|
Допуск ТІ, мкм |
|
Варіанти МОП |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
1 |
Внутрішня циліндрична наскрізна
|
|
21 |
|
Внутрішнє розточування Розвертання попереднє, Розвертання завершальне |
|
2 |
Плоска поверхня (торець), h14,Ra=2.5 мкм |
|
620 |
|
Підрізання торця різцем |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
Плоска поверхня (торець), h14,Ra=2.5 мкм |
|
740 |
|
Підрізання торця різцем |
|
|
Зовнішня циліндрична |
|
|
|
Проточити різцем |
|
4 |
|
|
740 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
Зовнішня циліндрична |
|
740 |
|
Проточити різцем |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
Зовнішня циліндрична |
|
|
|
|
|
|
|
|
620 |
|
Проточити різцем |
|
7 |
Внутрішня циліндрична |
|
39 |
|
|
|
|
, L=10 мм, Н8, Ra=1,25 мкм |
|
|
|
Проточити різцем |
|
|
|
|
300 |
|
Свердління |
|
8,9 |
Внутрішня циліндрична |
|
|
|
|
|
|
|
|
|
|
|
|
10 |
Внутрішня різьбова М8, L=5мм, Н7, Ra=10 мкм |
|
15 |
|
Свердління
Нарізання
різьби
|
|
|
|
|
|
|
|
|
|
Внутрішня |
|
|
|
Фрезерування |
|
11 |
h=15 мм, b=30 мм, Н14, Ra=10 мкм |
|
520 |
|
|
|
|
|
|
|
|
|
|
 L=80
мм, Н7, Ra=0.63 мкм
L=80
мм, Н7, Ra=0.63 мкм ,
L=10 мм, h14,Ra=10 мкм
,
L=10 мм, h14,Ra=10 мкм ,
L=10 мм, h14,Ra=10 мкм
,
L=10 мм, h14,Ra=10 мкм ,
L=60 мм, h14,Ra=10 мкм
,
L=60 мм, h14,Ra=10 мкм ,
L=10 мм, Н14, Ra=10 мкм
,
L=10 мм, Н14, Ra=10 мкм
 мітчиком
мітчиком
На даному етапі проектування необхідно розробити технологічний процес обробки заданої деталі . При розробці маршрутної технології для реалізації кожної технологічної операції встановлюють групу і модель верстата , необхідні пристосування та інструмент.
В таблиці наведений варіант маршрутного технологічного процесу.
№ опер.
|
Назва опер. та теор. схема базування |
Верстатні системи |
Система пристрою |
Інструм. системи |
1 |
2 |
3 |
4 |
5 |
005
|
Токарна з ЧПУ
|
Токарний з ЧПУ 16Б16Ф3
|
Патрон трьохкулачковий з пневмоприводом двосторонньої дії
|
Різець прохідний Т15К6 Різець підрізний Т15К6
|
010 |
Токарна з ЧПУ
|
Токарний з ЧПУ 16Б16Ф3 |
Патрон трьохкулачковий з пневмоприводом двосторонньої дії
|
Різець прохідний Т15К6 Різець підрізний Т15К6 Різець розточ. Т15К6
|

№ опер.
|
Назва опер. та теор. схема базування |
Верстатні системи |
Система пристрою |
Інструм. системи |
1 |
2 |
3 |
4 |
5 |
015
|
Фрезерування
|
ИР320ПМФ4
|
УБП Оправка самоцентрівна пневматична
|
Фреза дискова ВК6
|
020 |
Багатоцільова
|
ИР320ПМФ4
|
УБП Оправка самоцентрівна пневматична
|
Свердло спіральне Р9K5 Мітчик машинний Р18 |

№ опер.
|
Назва опер. та теор. схема базування |
Верстатні системи |
Система пристрою |
Інструм. системи |
025 |
Свердління |
Вертикально-свердлильний 2Н118 |
Патрон трьохкулачковий
|
Свердло спіральне Р9К5
|
030 |
Розвертання
|
Свердлильний верстат з ЧПУ 2Н55Ф2 |
Патрон трьохкулачковий з пневмоприводом
|
Розвертка циліндрична Р6М5
|