

2.6. Технологическая последовательность обработки.
Технологическая последовательность обработки изделия–это перечень технологически неделимых операций в порядке их выполнения при изготовлении изделия с указанием специальности, применяемого оборудования и приспособлений. Перечень операций составляют по технологическим операциям, т. е. по таким операциям, которые имеют законченный цикл работ одной специальности и не подлежат делению на более мелкие операции или делению, которое нецелесообразно. Последовательность обработки рекомендуется составлять на основе действующих нормативов, которые систематически пересматриваются под руководством Центрального бюро промышленных нормативов по труду (ЦБПНТ). Оборудование и различную оргтехоснастку, необходимые для выполнения каждой технологически неделимой операции и указываемые в технологической последовательности, выбрем в справочной литературе по швейному оборудованию. В технологической последовательности необходимо выделять группы заготовительных, монтажно отделочных операций. К сожалению, табличная форма технологической последовательности обработки не всегда позволяет правильно судить о взаимосвязи между технологически неделимыми операциями, порядке их выполнения, наличии или отсутствии параллельных операций. На основе технологической последовательности обработки изделия выполняют граф построения технологической последовательности. Для построения графа необходимо выделить основную сборочную единицу (деталь) изделия, к которой условно предполагается прикреплять остальные сборочные единицы. За основную сборочную единицу, как правило, принимают ту, которая имеет наибольшее число связей со всеми другими сборочными единицами. Граф технологической последовательности – наиболее наглядная информация для выявления всех недостатков и неточностей, имеющихся в табличной форме.
2.7 Технологическая последовательность обработки
Таблица 14
№ |
Наименование операции |
Разряд |
Вид работ |
Оборудование |
Заготовительная секция |
||||
Подготовка к запуску |
||||
1 |
Проверка наличия деталей кроя |
3 |
Р |
ТО |
2 |
Проверить качество кроя |
4 |
Р |
Лекало, НТД |
3 |
Прикрепить талоны |
2 |
С/М |
С/П для прикрепления ярлыков |
Обработка рельефов |
||||
4 |
Стачать центральные и боковые части спинки |
4 |
М |
JukiDDL-9000BSSWB |
5 |
Разутюжить швы спинки |
4 |
У |
STB-200 H |
6 |
Стачать центральные и боковые части рельефов полочки. |
3 |
М |
JukiDDL-9000BSSWB |
7 |
Разутюжить швы полочек |
4 |
У |
STB-200 H |
Соединение обтачки горловины спинки и низа с подбортом |
||||
8 |
Притачать обтачки к подбортам |
|
М |
JukiDDL-9000BSSWB |
9 |
Разутюжить швы притачивания обтачки |
4 |
У |
STB-200 H |
Обработка рукавов |
||||
10 |
Стачать локтевые срезы рукава |
4 |
СМ |
TW3-8BV |
11 |
Стачать передние срезы рукава |
4 |
См |
TW3-8BV |
12 |
Разутюжить передние и локтевые срезы рукава |
3 |
П |
LASTAR DYT-1400 |
13 |
Вывернуть рукава на лицевую сторону |
|
Р |
|
14 |
Заметать низ рукава |
|
См |
|
15 |
Приутюжить рукав в готовом виде |
|
У |
STB-200 H |
Обработка воротника |
||||
16 |
Обтачать воротник |
4 |
М |
JukiDDL-9000BSSWB |
17 |
Высечь припуски шва в углах |
|
Р |
|
18 |
Вывернуть воротник |
|
Р |
|
19 |
Проутюжить воротник при помощи шаблона |
3 |
У |
STB-200 H |
Обработка подкладки |
||||
20 |
Стачать вытачку на полочке |
2 |
М |
JukiDDL-9000BSSWB |
21 |
Стачать вытачку на спинке |
2 |
М |
JukiDDL-9000BSSWB |
22 |
Стачать боковые срезы подкладки |
2 |
См |
|
23 |
Заутюжить боковые швы подкладки |
3 |
У |
STB-200 H |
24 |
Стачать плечевые срезы подкладки |
2 |
См |
|
25 |
Заутюжить плечевые швы подкладки |
3 |
У |
STB-200 H |
26 |
Стачать передние срезы рукавов |
2 |
См |
|
27 |
Заутюжить передние срезы рукавов |
3 |
У |
STB-200 H |
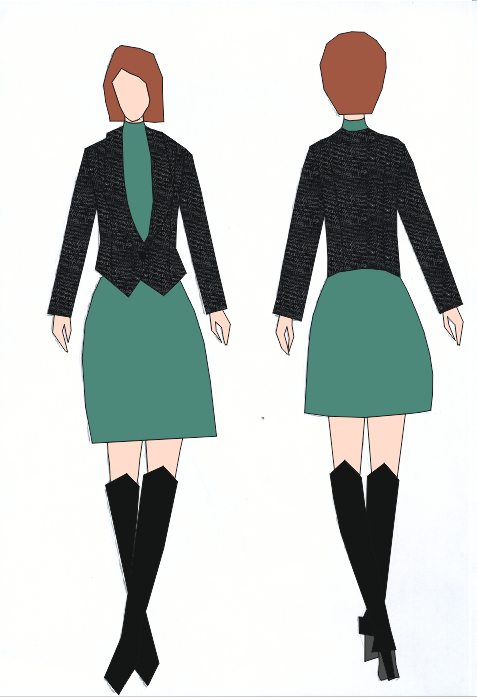
В данном курсовом проекте была разработана модель женского жакета
Размера 170- 92- 100,при выборе модели принималось во внимание направление моды на
текущий перспективный период 2013 года.
Жакет полуприлегающего силуэта выполненный из основной ткани, на
притачной подкладке по линии низа.С отложными открытыми бортами
и центральной бортовой застёжкой на 1 обмётанную петлю и 1 пуговицу.
Ткань верха
Жакет выполнен из костюмной полушерстяной ткани .
переплетение репсовое с рубчиком, идущим в продольном направление. В рекомендуемой ткани шерстяная пряжа совмещается с лавсаном(50%) вискоза(30%).
Лицевая сторона ткани имеет мелко узорчатое репсовое переплетение.
Ширина-150см рациональная.
По волокнистому составу трёх компонентная, гладкокрашеная.
Подкладочная ткань
Жакет на синтетической, притачной по линии низа, подкладке.
Ткань из синтетических нитей.Высокую износостойкость,менее жесткая. Ткань гладкокрашеная.
Ширина 150 см – рациональная. Ткань полотняного переплетения. По волокнистому составу ткань однородная. Волокнистый состав – 100% полиэстер.
Прокладочные материалы
Дублерин – это прокладочная ткань с односторонним клеевым нанесением.
В данном жакете использован дублерин на трикотажной основе с ворсом.
Так же перед вами представлены методы обработки изделия жакета женского
Методы предложенные для обработки данного изделия были выбранны на сонове анализа в соответствии с особеностью ткани,модели,современными
технологиями и оборудованиям.Стачивание боковых срезов,рельефов спинки полочки,плечевых срезов.
Стачивание передних и локтевых срезов рукава,втачивание рукавов в проймы,Соединение воротника с изделием.
В данной курсовой работе так же представленно оборудование
1)JukiDDL-9000BSSWB Высокоскоростная одноигольная универсальная швейная машина,выполнение основных швов на деталях верха и подкладки ,
Максимальная скорость шитья,5000стежков / мин,Длина стежка,5 мм
2)TW3-8BVTypical, Одноигольная машина челночного стежка с подачей материала для стачивания локтевых и передних срезов.
3)PFAFF 3834 Интегрированное рабочее место для программированного втачивания рукава.
4)Петельная швейная машина Juki MEB-3200SSMM
Преимущества модели:
•Стиль обрезки нитки: хвостик нитки длиннее
•Высота прижима заготовки: 13 мм (max 16 мм)
•Метод изменения формы пошива: путем выбора программы
•Смазка: Автоматическая (петлитель и раскладчик: смазчик)
•Наличие мультисистемной прорубки петель
•Выполнение двойного цепного стежка (с каркасной нитью)
5) Утюжильный тумбовый стол Stirovap 420.15
Операция – внутрипроцессная и окончательная ВТО.
Стол с нагревом рабочей поверхности и вакуумной аспирацией. Стол нагревается равномерно по всей поверхности
6)Пресс пневматический проходной для дублирования LASTARDYT-1400
7)Паровоздушный манекен Stirovap MAJESTIC/A
Идеальная установка для конечной обработки пальто, пиджаков,
Графис Цель работы , определения нормы расхода на еденицу данного изделия,для этого я использовала графис,систему автоматезированного
проектирования одежды которая при преждевременной построении конструкци выполняет атоматическую раскладку,считает процент межлекальных
отходов и полезный площади лекал,процент полезной площади 75,2%.,отсюда % межлекальных отходов 24,8%
Последовательность-это перечень технологическийх операций составляющих процесс изготовления данного изделия, преимущество графа в том
что он упрощает наглядное содержание технологической последовательности, номер операций, соеденение деталей между собой.
вывод мне удалось выполнить конструкческую часть технологическу и творческую, данная модель будет актуальна и в следующем году.
зм. |
Лист |
№ докум. |
Подпись |
Дата |
ГБОУ СПО КЛП5 260903. 03 364 |
Лист |
|
|
|
|
|
|
|
|
|
|
|
|