

1.6. Heat-Treatment of Steel
1.6.1. Phase Transformations in Iron Alloys
The heat-treatment of steel is based on:
- polymorphism of iron;
- different solubility of carbon in a-Fe and g-Fe;
- ability of cementite Fe3C to decompose by the reaction Fe3CFe+3C;
- high diffusion ability of carbon.
Let us consider the transformation of a ferrite - cementite mixture (pearlite) into austenite, using eutectoid steel (0.8 %C) as an example. According to the diagram Fe-Fe3C, when the steel is heated above line PSK (or point S), pearlite transforms in austenite:
![]()
![]() (1.22)
(1.22)
As we can see the polymorphic transformation FeaFeg and carbon diffusion take place. According to scientific investigations, process of pearlite-to-austenite transformation consists of some steps (Fig. 1.36):
beginning of austenite formation at temperature higher than 727°C (point 1);
end of ferrite-to-austenite transformation (point 2);
complete dissolution of the carbides and receipt of non-homogeneous austenite (point 3);
homogenization of austenite (point 4).
When steel with an austenite structure, obtained by heating to temperature above the line GSE, is supercooled to temperatures below the line PSK (A1), the austenite is in a metastable state and undergoes the transformation.
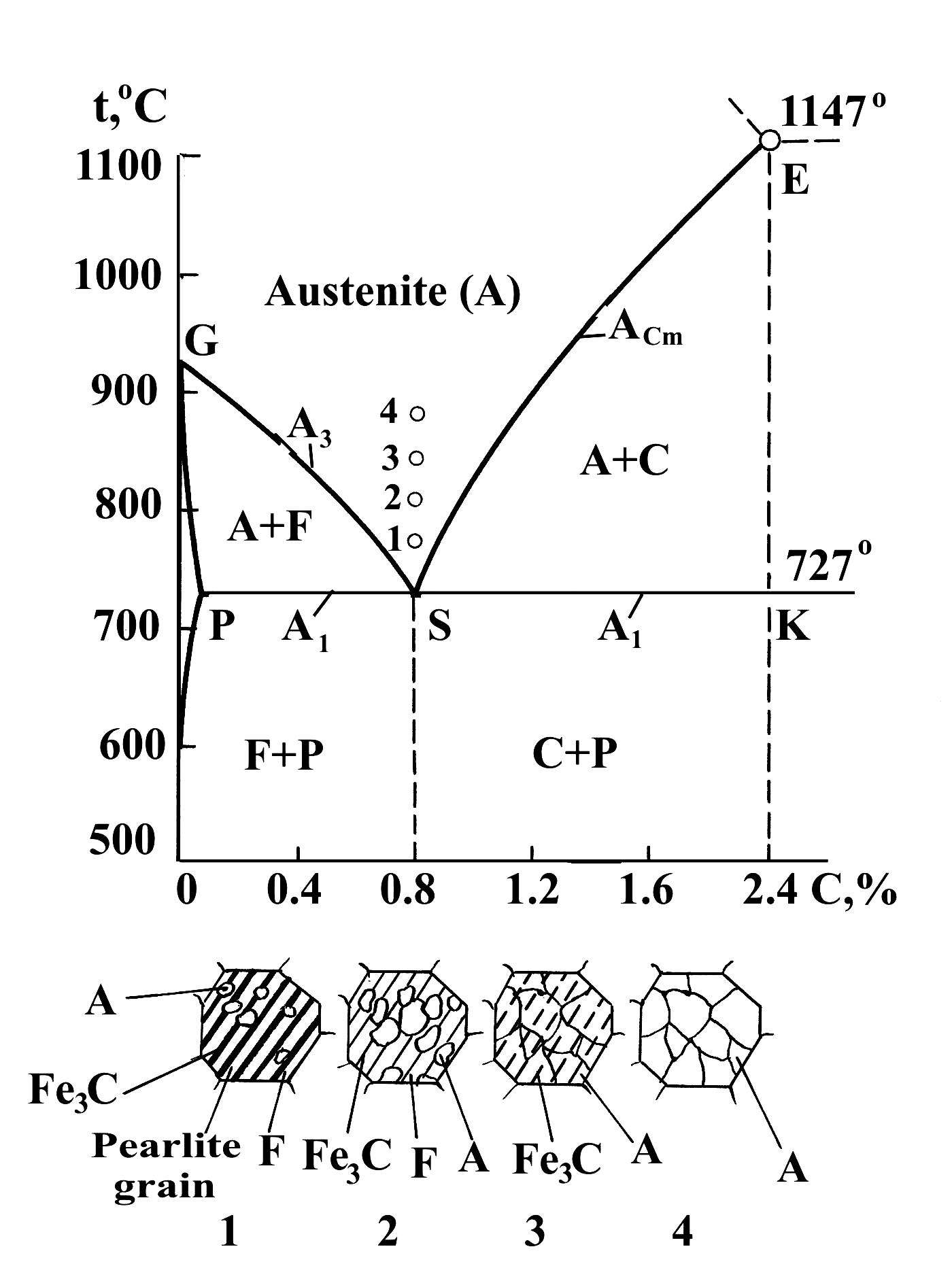
Fig. 1.36. Pearlite-to-austenite transformation in heating
The kinetics of supercooled austenite transformations may be comprehensively described by means of an experimentally plotted time-temperature-decomposition diagram, or isothermal (constant-temperature) austenite transformation diagram (more commonly called TTT diagrams, because they relate the transformations of austenite to the pertinent time and temperature conditions). Such diagrams are also called S-curves and C-curves because of their shapes (Fig. 1.37). Curve 1 of diagram represents the beginning of austenite decomposition and curve 2 indicates the time required for complete decomposition. The area to the left of the curve 1 showing the start of austenite decomposition determines the length of the incubation period. In the temperature and time ranges, specified by this area, supercooled austenite exists in which no appreciable decomposition has yet occurred.
If austenite is cooled with low speed (V1), decomposition of the austenite occurs with the formation of a lamellar structure of ferrite and cementite (pearlite). This process is diffusive. This follows from the fact that austenite, which is practically homogeneous in its carbon concentration, decomposes with the formation of ferrite (almost pure iron ) and cementite containing 6.67 % C, i.e. into two phases with greatly differing carbon content.
The transformation AustenitePearlite has the same steps as transformation PearliteAustenite, but the process goes in reverse order. At low degrees of supercooling (V1) a clearly differentiated ferrite-cementite aggregate (pearlite) is formed. At a higher degree of supercooling (V2) a finer mixture called sorbite is obtained. At still greater supercooling of the austenite (V3) an even more dispersed mixture, called troostite, is obtained. Pearlite, sorbite and troostite are ferrite-cementite mixtures differing from each other by dispersion only.
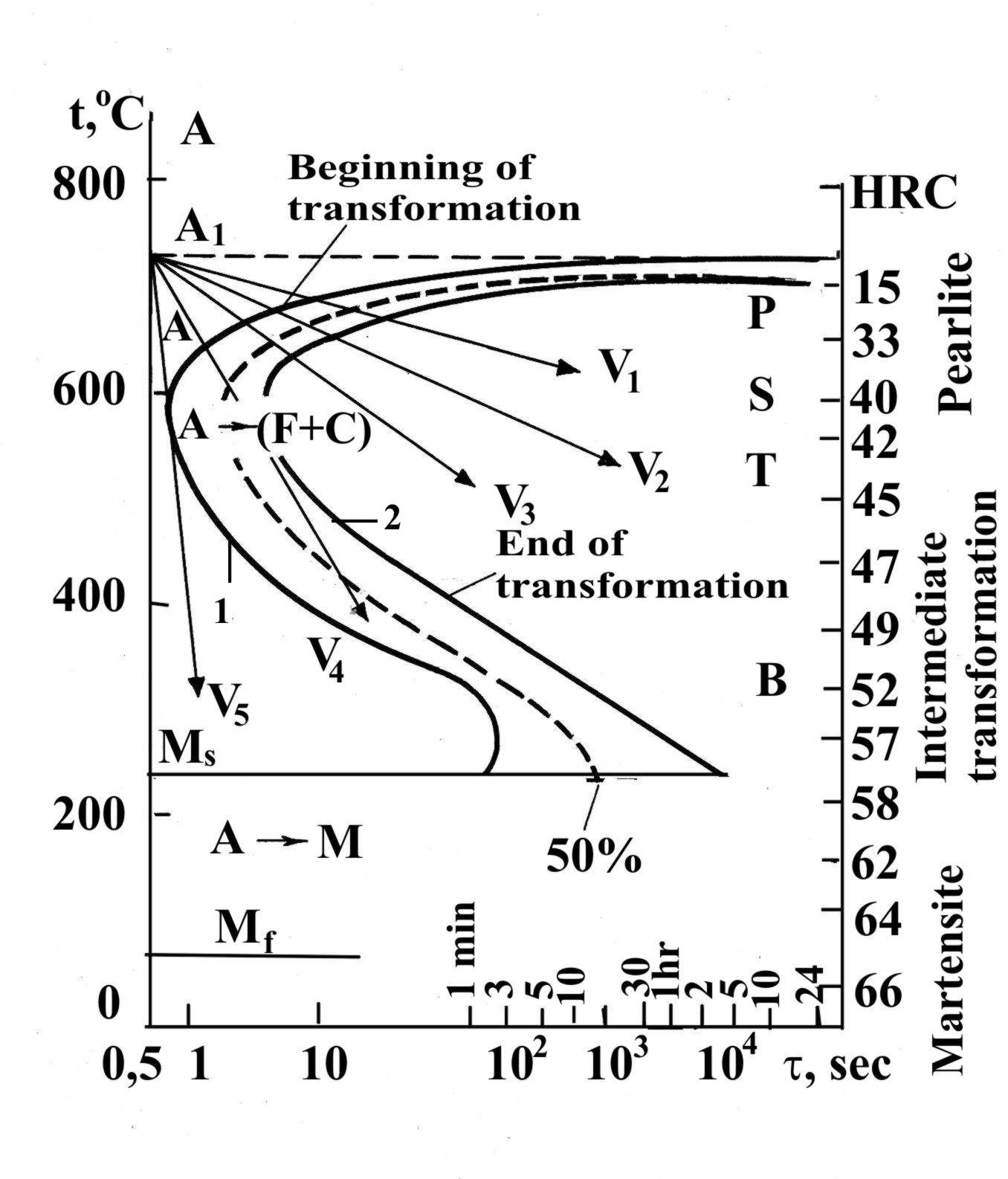
Fig. 1.37. TTT diagram for carbon steel
If austenite is supercooled with high speed (V5), diffusion is completely suppressed and the formation of phase consisting of ferrite and cementite becomes impossible. This leads to the diffusionless transformation of austenite into the structure of hardened steel, called martensite, which is a supersaturated interstitial solid solution of carbon in -iron. For this reason, the carbon content in the martensite in the general case is the same as in the supercooled austenite (ferrite contains no more than 0.02 %C).
An intermediate transformation takes place with intermediate cooling speed (V4). This transformation has many features inherent in both the pearlite (diffusion) and the martensite (diffusionless) transformations. As a result of this supercooled austenite transformation, a structure is formed which consists of the a-phase (ferrite), oversaturated with carbon and particles of cementite of a typical needlelike shape. This kind of structure is called bainite.
1.6.2. Practice of Heat-Treatment of Steel
The term heat-treatment means a change in the structure and, consequently, in the properties of an alloy, accomplished by heating it to a definite temperature, holding at this temperature and subsequent cooling at a special rate.
There are several kinds of heat-treatment used in practice (annealing, normalizing, hardening and tempering) which differently affect the structure and properties of steel, and which are assigned to meet the requirements to the semifabricated materials (castings, forgings, rolled stock etc.) and finished articles.
The scheme of main kinds of heat-treatment is given below (Fig. 1.38).
First type annealing includes homogenization, recrystallization and residual stress-relief annealing (Fig. 1.39). A distinctive feature of this kind of annealing is that mentioned processes are performed regardless of whether or not phase transformations take place in the alloys during the treatment.
Homogenization (Diffusion Annealing) is applied to alloy steel ingots to reduce dendrite and intracrystalline segregation, which increase the susceptibility of steel to brittle failure, anisotropy of properties, etc. Dendritic segregation reduces the ductility and toughness of steel. Steel should be heated to a high temperature, equal to (0.8…0.9). T melting, K, or 1000…1200°C, in diffusion annealing because the diffusion processes required to equalize the composition throughout the steel are more fully completed at these temperatures.
 Homogenization (Diffusion annealing)
Homogenization (Diffusion annealing)
 First type Recrystallization Annealing
First type Recrystallization Annealing
Annealing Stress Relief Annealing
Full Annealing
Second type Partial Annealing
Isothermal Annealing
Normalizing Full Hardening
Hardening Partial Hardening
Low-temperature Tempering
Tempering Medium-temperature Tempering
High-temperature Tempering
Fig. 1.38. Scheme of main kinds of heat-treatment

Fig. 1.39. Temperature regions for heating of steel for heat-treatments:
1- diffusion annealing; 2- recrystallization annealing; 3- stress-relief annealing; 4- full annealing;
5-partial annealing; 6 – full quenching; 7 – partial quenching; 8 – low – temperature tempering;
9 – medium - temperature tempering; 10 – high - temperature tempering
The total time required for diffusion annealing may reach from 50 to 100 hours and even more. A coarse grain is produced by diffusion annealing. After homogenization metal undergoes full annealing or normalizing to refine the grain and improve the properties.
Recrystallization annealing consists of heating of cold-worked steel to a temperature above that of recrystallization (0.4…0.6) Tmelt., K, holding at this temperature and subsequent cooling. The temperature of recrystallization annealing depends upon the composition of the steel and is usually in the range from 650 to 750°C. The heating time is from 0.5 to 1.5 hours. Recrystallization annealing removes (eliminates) strain hardening, decreases strength and increases plastic properties.
Stress Relief Annealing is applied to castings, weldments and work pieces, following machining and other operations, in which residual stresses have developed in previous processing as a result of non-uniform cooling, non-uniform plastic deformation, etc. The annealing temperature is usually from 350 to 600°C, the holding time is several hours. Residual stresses are also relieved in performing other kinds of heat-treatment, for example, recrystallization annealing, annealing with phase recrystallization (second type), tempering hardened steel, etc.
Second-type annealing (Phase recrystallization). Annealing of this type consists in heating steel to temperatures above point Ac3 or Ac1 (Fig. 1.39), holding at these temperatures and slow cooling. As a result of the phase transformations in the annealing process a state of practically equilibrium structure is reached.
Full annealing is the heating of steel to temperatures above point Ac3 or Acm (line GSE) (Fig. 1.40).
Partial annealing is the heating of steel to temperatures above point Ac1 (line PSK).
In isothermal annealing alloy steel is heated as for ordinary annealing and then is cooled relatively rapidly (by putting the steel into another furnace) to a temperature lower than Ac1 (usually by 50 to 100°C) (Fig. 1.33). The steel is hold isothermally at this temperature during a certain time sufficient for complete austenite decomposition. This is followed by comparatively rapid cooling in air. The main advantage of isothermal annealing is that it reduces the time, required for the process, especially for alloy steel, which must be cooled very slowly to obtain the required reduction in hardness.
Normalizing of steel. Normalizing consists in heating hypoeutectoid steel to a temperature exceeding Ac3 (lines GS) and hypereutectoid steel to one exceeding Acm (lines SE) by 50 or 60°C, holding and then cooling in air.
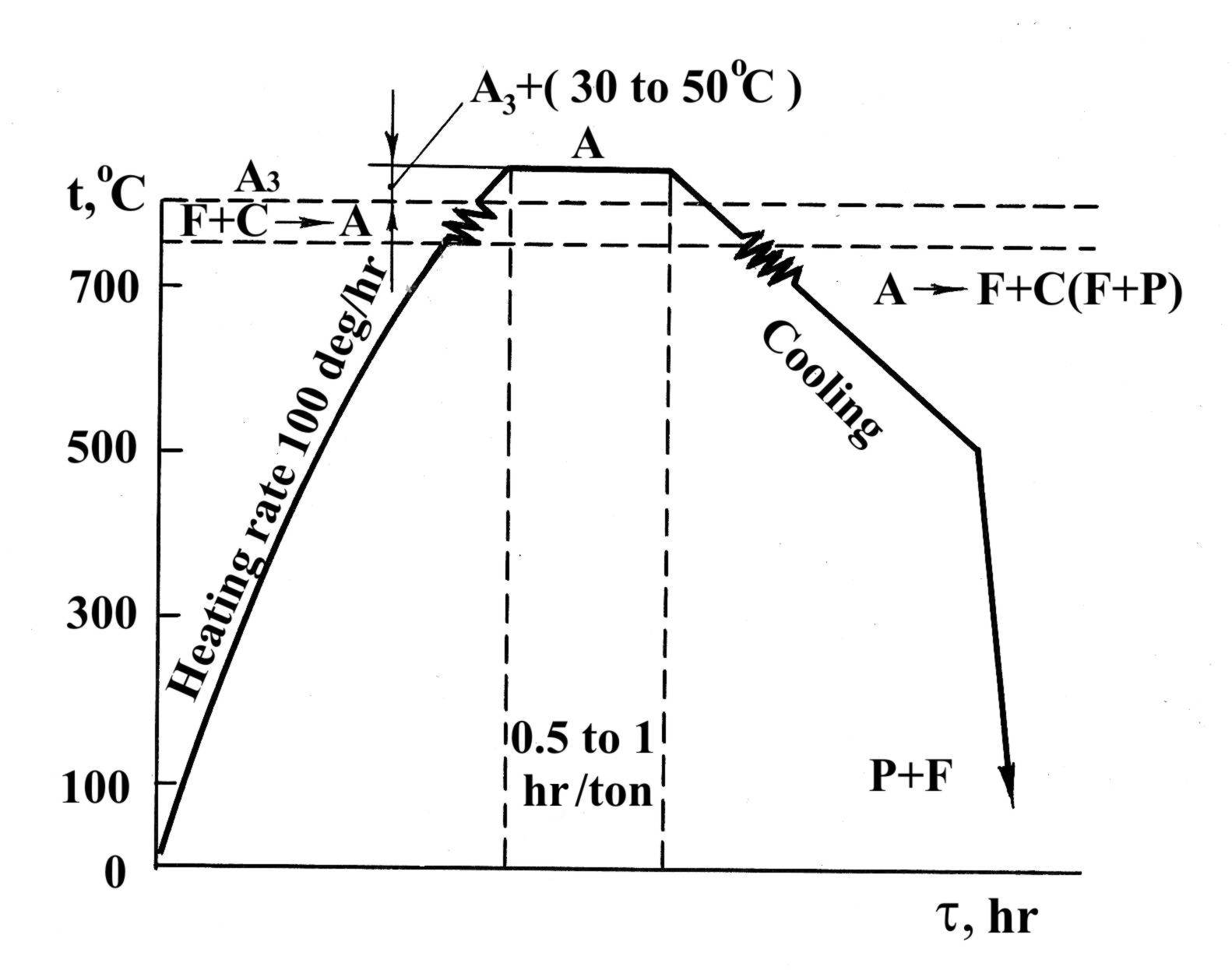
Fig. 40. Diagram of the full annealing of hypoeutectoid alloy steel
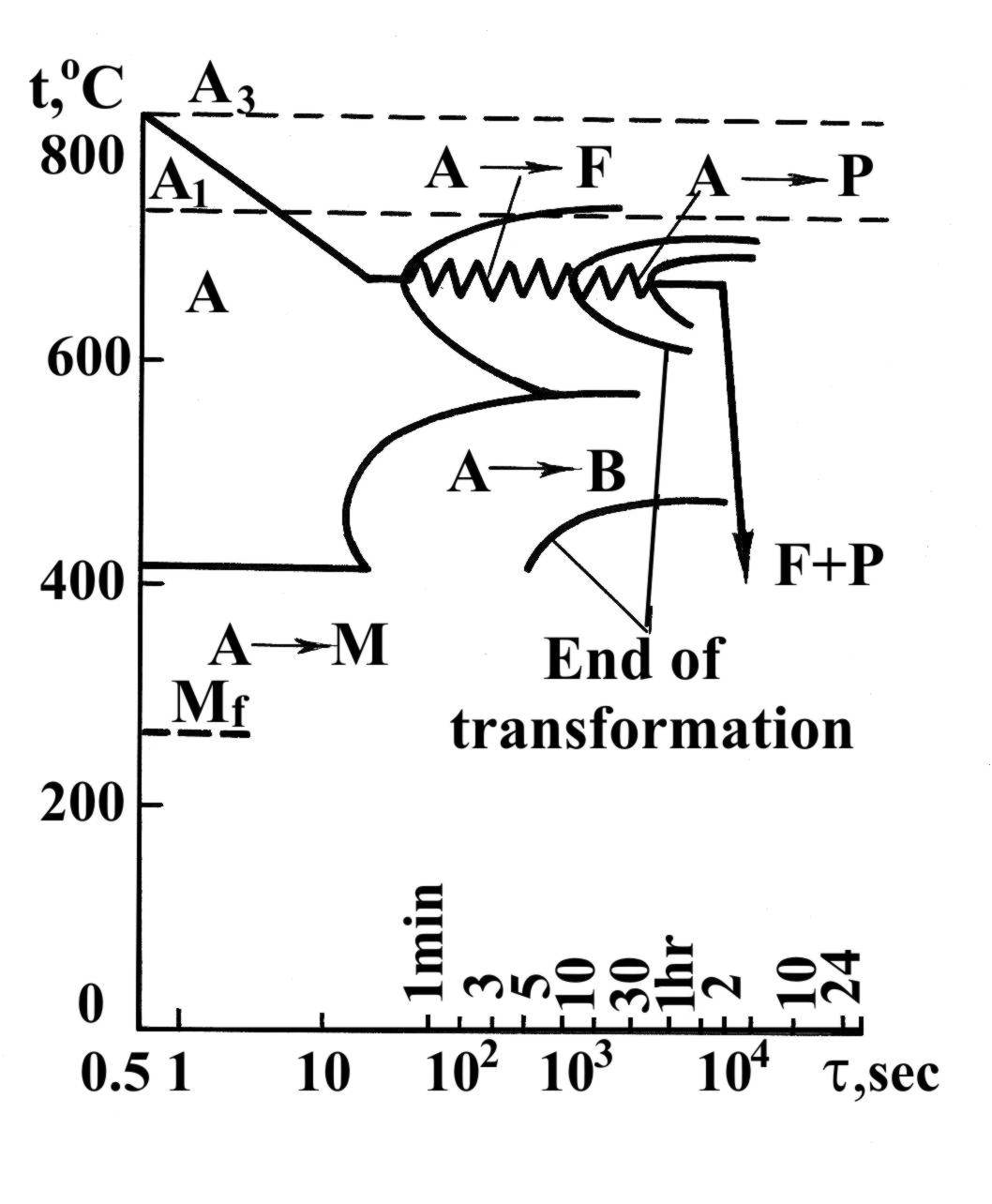
Fig. 1.41. TTT curve for the isothermal annealing of alloy steel
Normalizing causes recrystallization of the steel and, consequently, refines the coarse-grained structure obtained in casting or rolling.
More rapid cooling (in air), used in normalizing, causes the austenite to decompose at lower temperatures. This increases the dispersity of the ferrite-cementite aggregate and improves the mechanical properties of steel.
Hardening of steel. Hardening (quenching) consists in heating to a temperature from 30 to 70°C above point Ac3 (line GS), or above point Acm (line SK), holding until the phase transformations are completed and then cooling at a rate above the critical (Fig. 1.34). Such cooling is called quenching (carbon steels are usually quenched in water, alloy steels in oil or other media). The austenite is transformed into martensite during quenching.
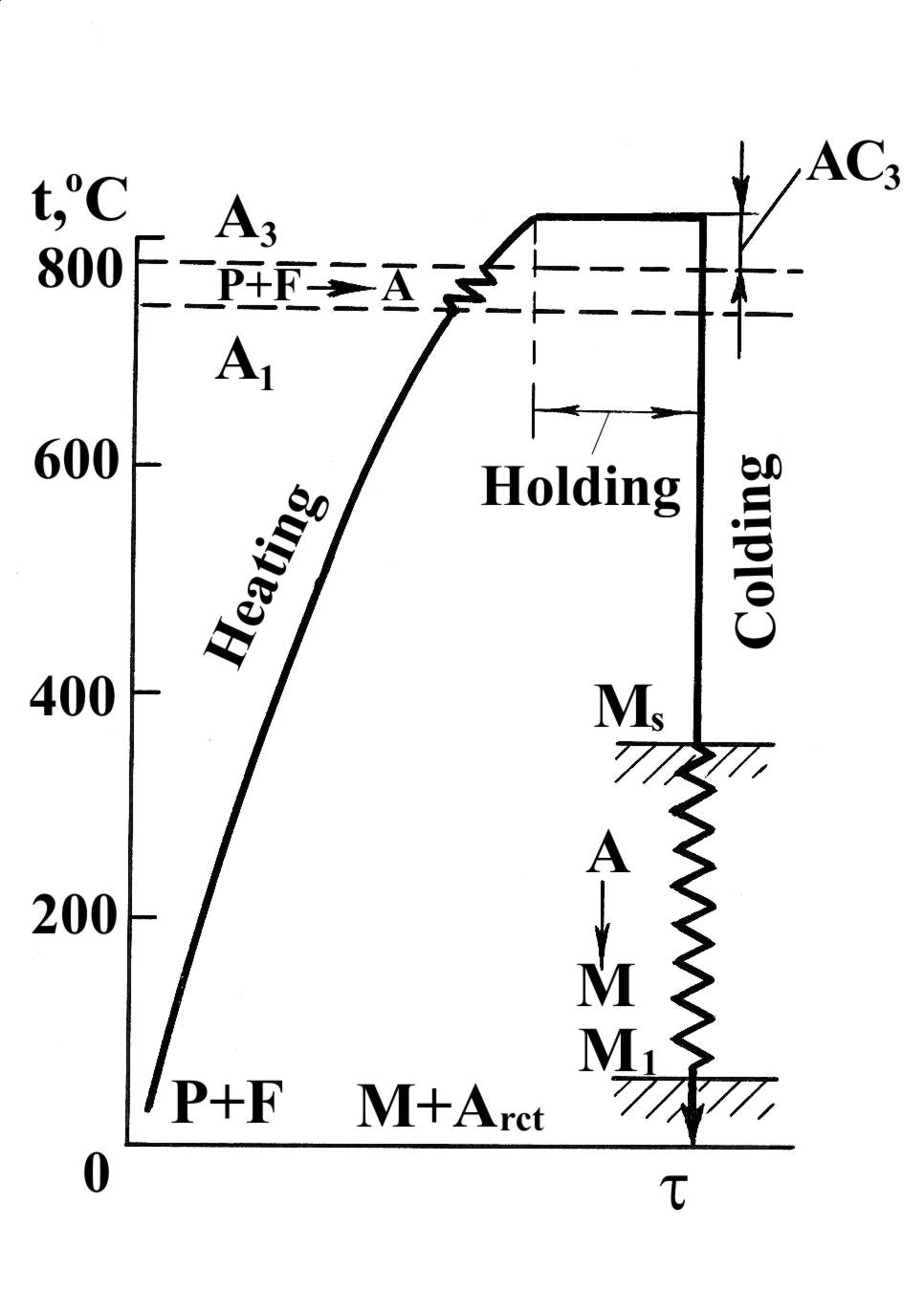
Fig. 1.42. Diagram of hardening of hypoeutectoid alloy steel
Hardening or quenching is not final heat-treatment. It is followed by tempering to reduce brittleness and stresses due to hardening and to obtain the required mechanical properties.
Tool steels are hardened and tempered mainly to increase their hardness, wear resistance and strength; structural steel, to increase its strength (u, y) and hardness and to obtain a sufficiently high ductility ( and ) and impact strength (KCU).
Tempering of Steel. Tempering consists in heating hardened steel to a temperature not above Ac1, holding at given temperature (from 1.0 to 2.5 hours) and subsequent cooling at specified rate. Tempering is a final operation in heat-treatment. Steel acquires the required mechanical properties (Fig. 1.43) as a result of tempering. Besides, tempering completely or partly relieves the internal stresses developed in quenching. The higher the tempering temperature the more completely are the stresses relieved.
Low-temperature tempering is performed by heating to temperatures from 150 to 250°C. It decreases the internal stresses and transformers martensite, produced by quenching, into tempered martensite. Mechanical properties retain without any appreciable changes.
Medium-temperature tempering at 350 to 500°C provides improvement of elastic limit and toughness and some decrease in strength and hardness. The tempered steel has structure containing temper troostite.
High-temperature tempering is performed in the range from 500 to 680°C. The steel has a structure consisting of temper sorbite. This heat-treatment almost completely relieves internal stresses, increases the plasticity and toughness and reduces the strength and hardness.
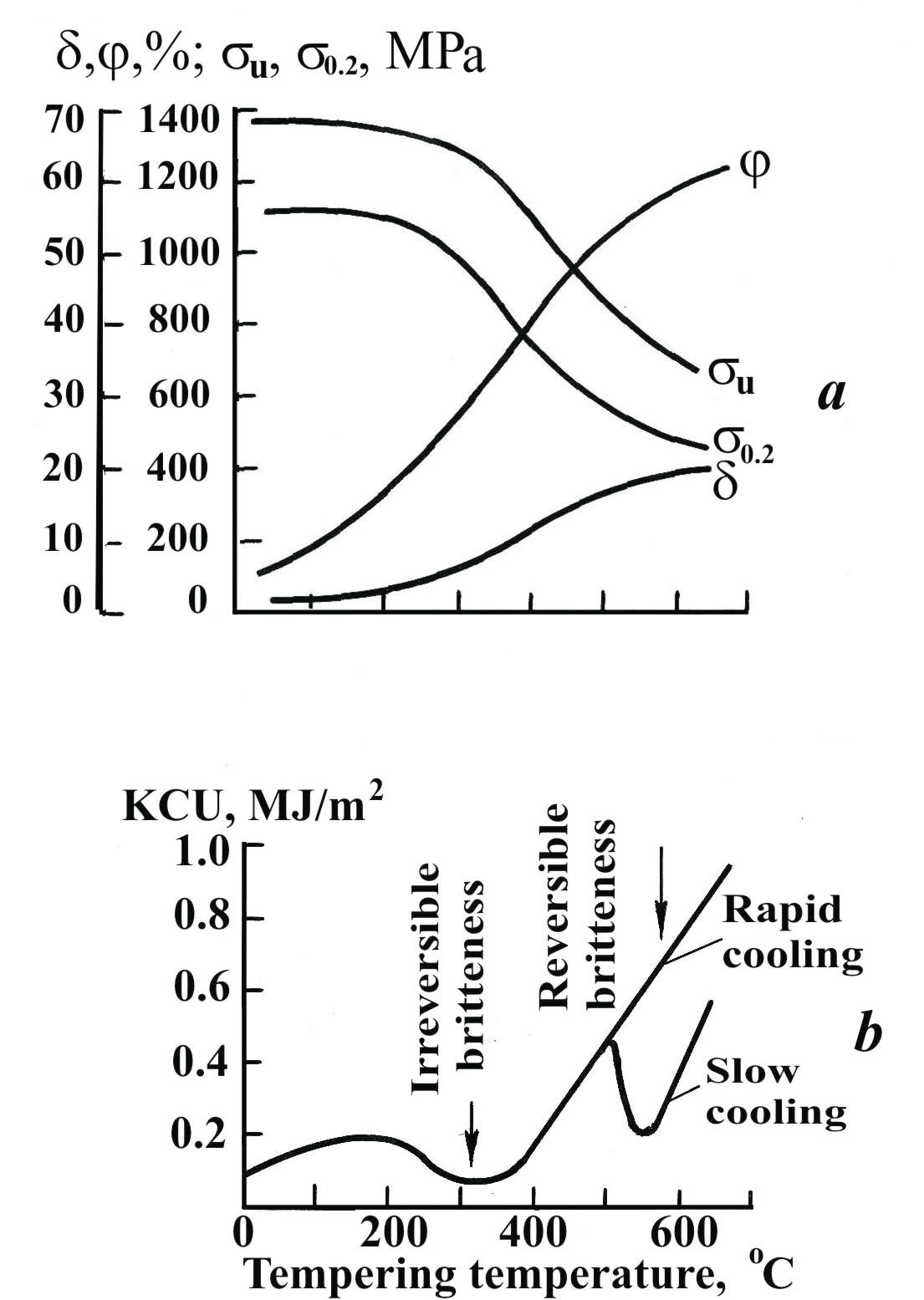
Fig. 1.43. Effect of tempering temperature on mechanical properties of steel
containing 0.4 % C (a) and 0.4 % C, 1.5 % Cr and 3.0 % Ni (b)