

Оборудование для вертикального вытягивания через лодочку (ввс)
Лодочный способ (ВВС) вертикального вытягивания - наиболее простой механизированный способ формования листового стекла. Патент на этот способ был выдан бельгийскому инженеру Эмилю Фурко в 1902 году, а массовое производство впервые было налажено в Чехословакии в 1919 году. Этот способ получил самое широкое распространение во всех странах мира. В СССР около 90% оконного стекла вырабатывалось по этому способу, однако в последнее время его вытесняет более производительный способ термического формования на расплаве металла (флоат-способ).
Таблица 19 – Типовой состав, разработанный ГИС для ВВС (в % по массе):
SiO2 |
А1203 |
Fe203 |
СаО |
MgO |
Na2O |
К2О Взамен Na2O |
SO3 Не более |
72.0±0.3 |
2±0.15 |
0.2± 0.01 |
6.6±0.2 |
4.2±0.2 |
14.7±0.3 |
0.5-1.5 |
0.5 |
Лента стекла при лодочном
вертикальном способе вытягивания
формуется в подмашинных камерах,
являющихся составной частью выработочных
каналов, которые примыкают к выработочной
части стекловаренной печи. Выработочные
каналы предназначены для обеспечения
поступления, свежей стекломассы с
одинаковой температурой, без дополнительного
ее подогрева, из студочной части печи
в подмашинную камеру для формования.
При сооружении выработочных каналов
их дно и боковые стенки тщательно
теплоизолируют. При глубине выработочного
бассейна 1200мм глубина
выработочных каналов составляет 900 мм,
ширина
каналов обычно на 1000 -1200мм
больше ширины
вырабатываемой ленты.
Число выработочных каналов соответствует числу машин ВВС. В зависимости от числа машин и схемы их расположения конфигурация каналов может быть различной. Одновременно у печи может быть установлено от 3 до 12 машин. Наиболее часто используемые схемы выработочных каналов, при установке 3, 6 и 12 машин, приведены на рис. 64.

Рисунок 64
Такое крестообразное расположение машин обеспечивает одинаковый путь стекломассы ко всем подмашинным камерам, а значит постоянство условий формования — одинаковые температуры и вязкость стекломассы.
Основным формующим рабочим органом является лодочка - шамотное тело в виде длинного прямоугольного бруса со сквозным вырезом, переходящим в верхней части в узкую щель. Форма лодочки и ее размеры зависят от ширины вытягиваемой ленты. Как правило, длина щели на 350 – 380 мм превышает ширину вырабатываемой ленты (без бортов), причем эта разница уменьшается с увеличением толщины ленты. Длина самой лодочки превышает ширину ленты стекла на 700 – 800 мм, ширина щели лодочки составляет 50 – 70 мм при ширине самой лодочки 400 – 420 мм. Щель сужается на концах до 28 – 32 мм. Верхняя кромка щели, которую называют губами лодочки, находится ниже верхней плоскости лодочки, что предотвращает приток стекломассы в лодочку сверху. Лодочку изготавливают способом сухого трамбования из высококачественной мелкозернистой шамотной массы (75% - шамот, 25% - глина). Губы и поверхность щели лодочки тщательно полируют с помощью стеклянных угольников. Лодочки обжигают при температуре 1200 -1250°С. Оптимальную конфигурацию выреза и щели лодочки подбирают в каждом отдельном случае применительно к условиям распределения температур стекломассы в канале и ее физико-химическим свойствам.
Лодочку, разогретую до 1100°С, устанавливают в подмашинную камеру. Принцип формования основан на том, что при погружении лодочки в стекломассу, имеющую вязкость порядка 1033 - 10 Пас, за счет сил гидростатического напора из щели выступают глубинные слои стекломассы (рис. 65), образующие «луковицу», из которой оттягивают вверх валками машины вертикального вытягивания ленту заданных размеров по толщине и ширине.
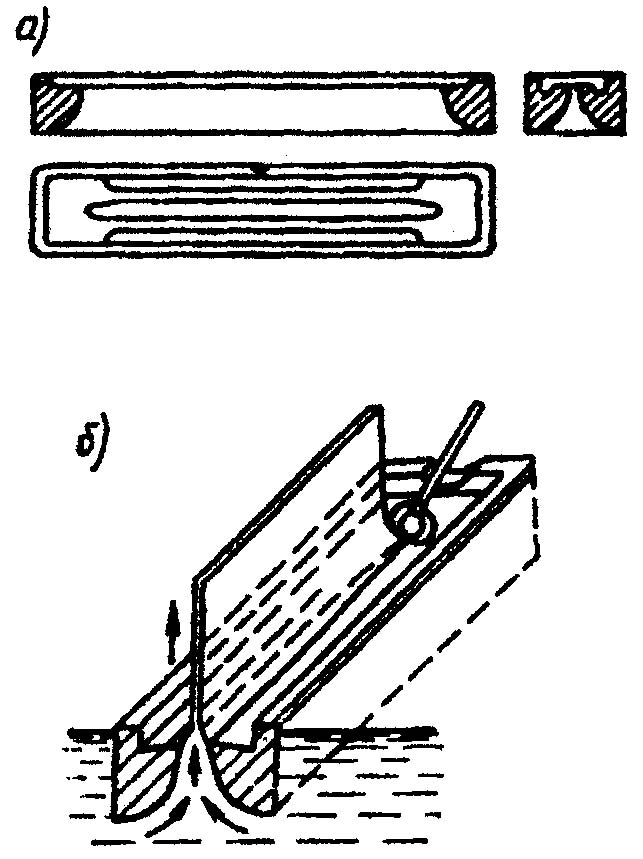
Рисунок 65
а – шамотная лодочка; б – схема формования стекла
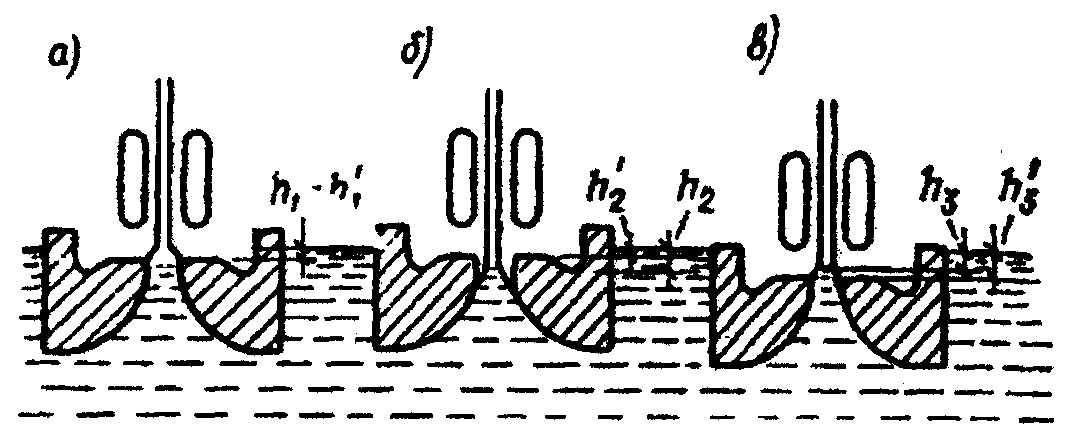
Рисунок 65а
Необходимый режим охлаждения термопластичной ленты, чтобы до поступления ее в зазор первой пары валков она перешла в твердое состояние, обеспечивается двумя холодильниками (с двух сторон лены), помещенными в подмашинную камеру.