

Контрольные вопросы
В чем сущность метода измерения температуры в зоне резания с использованием естественной термопары?
Как тарируется естественная термопара?
Почему глубина резания оказывает меньшее влияние на температуру в зоне резания, нежели V и s?
4. Конструкция, геометрия и заточка спиральных сверл, зенкеров и разверток Конструкция и геометрические параметры спирального сверла
Спиральные сверла предназначены для сверления глухих и сквозных отверстий в сплошном металле и для рассверливания имеющихся отверстий [11].
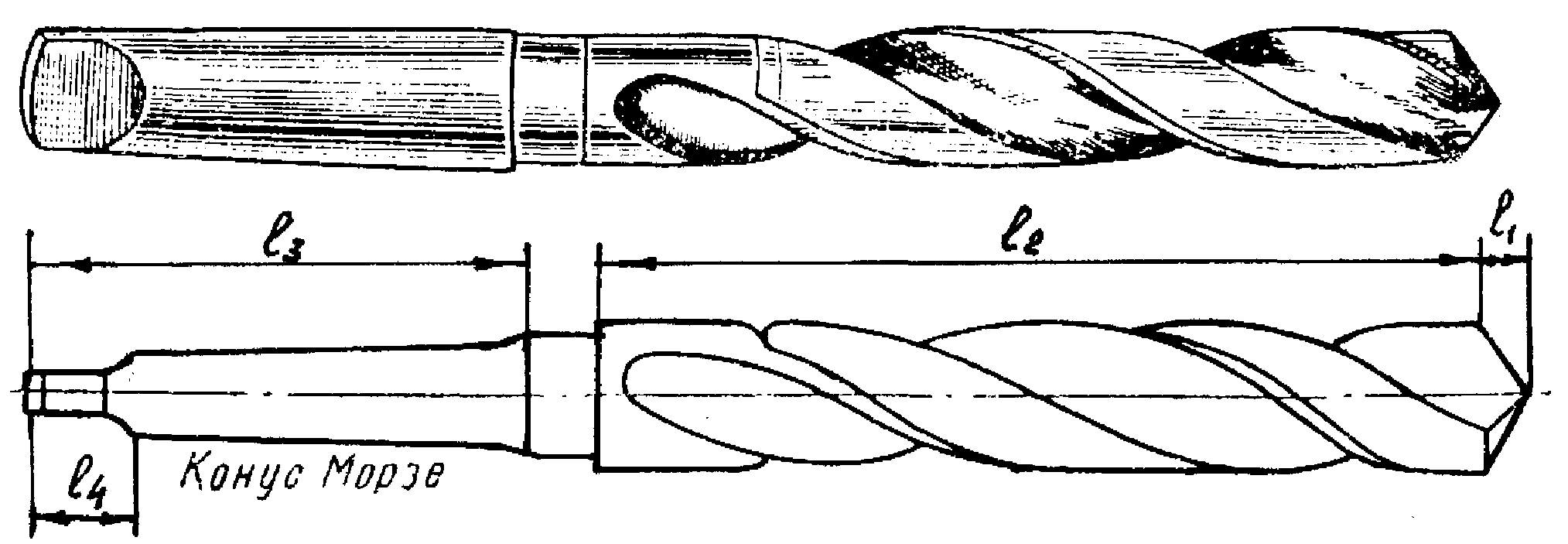
Рис. 4.1. Конструктивные части спирального сверла
У спирального сверла различаются следующие части (рис. 4.1).
Рабочая часть – часть сверла, снабженная двумя спиральными стружечными канавками; рабочая часть включает в себя режущую ℓ1 и направляющую части сверла ℓ2.
Режущая часть – часть сверла, заточенная на конус и несущая режущие кромки.
Направляющая часть – часть сверла, которая обеспечивает направление сверла в процессе резания.
Хвостовик – часть сверла, служащая для его закрепления и передачи крутящего момента от шпинделя. Лапка (у сверл с коническим хвостовиком) служит упором для выбивания сверла из шпинделя. Поводок (у сверл с цилиндрическим хвостовиком) ℓ4 предохраняет сверло от проворачивания в патроне.
Основные элементы режущей части спирального сверла показаны на рис. 4.2.
Передняя поверхность 1 – поверхность винтовой канавки, по которой сходит стружка.
Главная задняя поверхность 2 – поверхность, обращенная к поверхности резания.
Режущая кромка 3 – линия, образованная пересечением передней и задней поверхностей; главных режущих кромок у сверла две (АВ и ЕС). Расположенные на режущей части, главные режущие кромки образуют угол при вершине 2φ. При обработке конструкционных материалов угол 2φ обычно 116–118º; при обработке хрупких материалов (мрамор, эбонит и др.) 2φ = 90+120º; при сверлении алюминия и алюминиевых сплавов 2φ = 130+140º; при обработке жаропрочных и нержавеющих материалов 2φ = 125+135º.
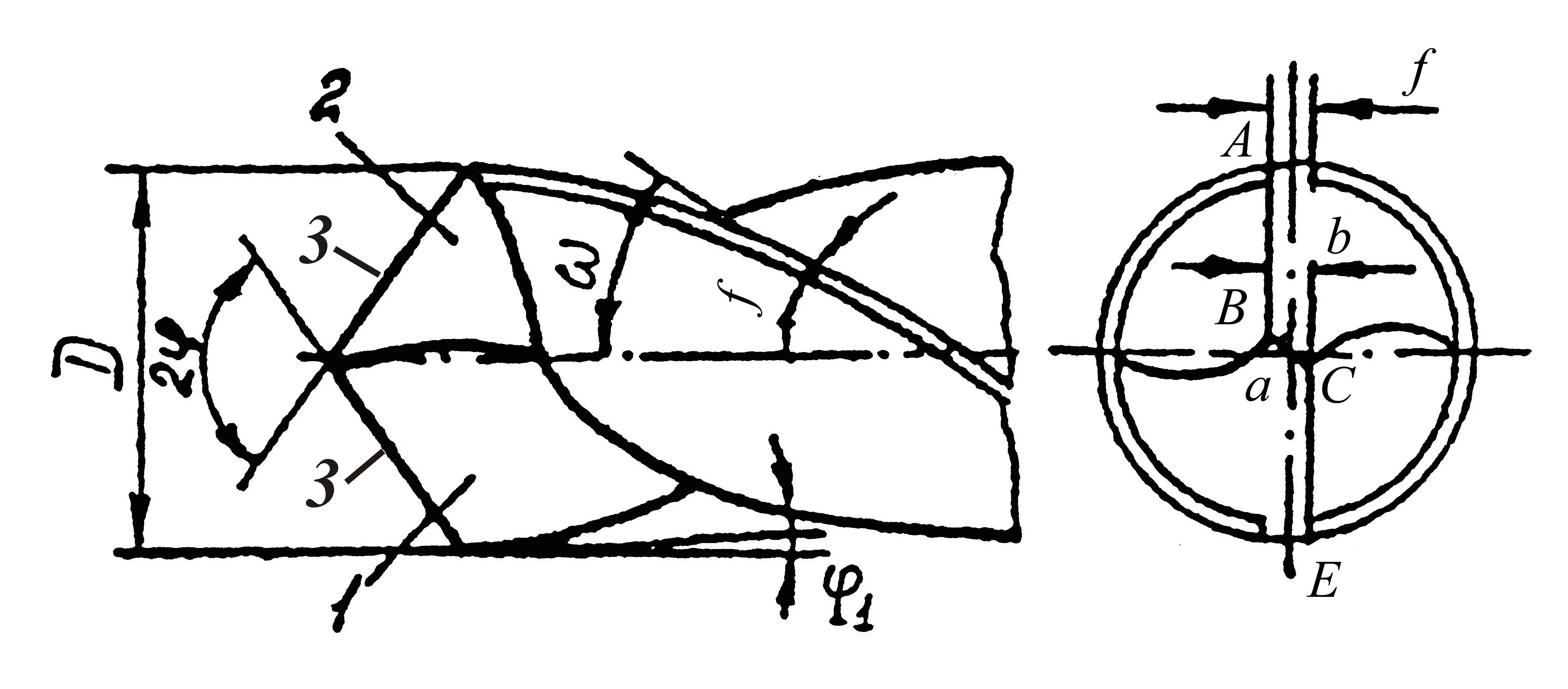
Рис. 4.2. Основные элементы режущей части спирального сверла
Поперечная кромка (ВС) – линия, образованная в результате пересечения главных задних поверхностей. Следует различать длину «а» и толщину «b» поперечной кромки.
Ленточка (f) – узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании.
Наклон винтовой канавки определяется углом ω, заключенным между осью сверла и касательной к винтовой линии по наружному диаметру сверла. Угол наклона винтовой канавки у сверла назначается по мере увеличения диаметра сверла от 18 до 30º.
Спиральное
сверло имеет переменный наружный
диаметр, уменьшающийся по направлению
к хвостовику. Коническую форму сверлу
придают с целью устранения возможности
защемления его в просверленном отверстии.
Угол обратного конуса обозначают
![]() .
.
Геометрические параметры режущих кромок сверла
Углы режущих кромок можно рассматривать в двух плоскостях (рис. 4.3): в плоскости N–N, нормальной к режущей кромке, и в плоскости 0–0, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка.
Главные передние углы γ1, γ2, γ3 определяются в плоскостях, нормальных к главной режущей кромке.
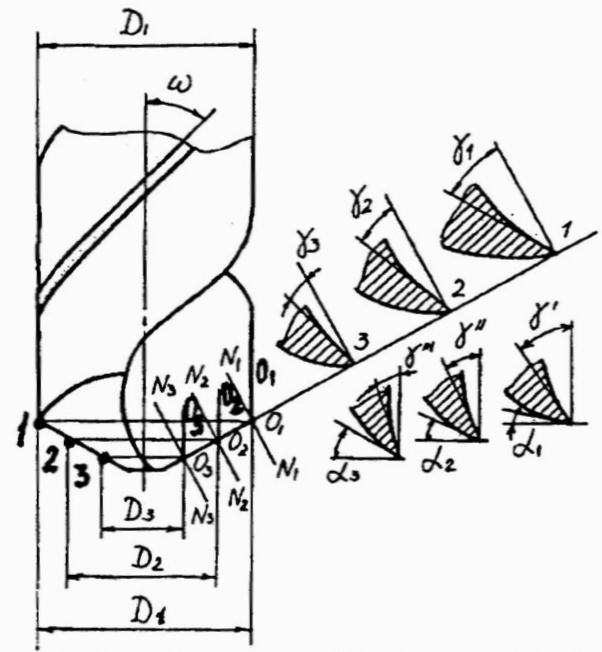
Рис. 4.3. Схема геометрических параметров режущей части спирального сверла
Главным передним углом называется угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. На рис. 4.3 показаны главные передние углы γ1, γ2, γ3, соответствующие точкам режущей кромки 1, 2 и 3.
Так как передняя поверхность сверла является винтовой, то величина передних углов для всех точек режущего лезвия сверла переменна. Наибольшее значение имеет передний угол для периферийной точки 1 режущей кромки, где γ1 = 25–30º; в точках, лежащих близко к центру сверла, передний угол будет меньше.
Передние углы в осевой плоскости 0–0 являются углами наклона винтовых линий для точек 1, 2, 3, т.е.
γ' = ω1; γ" = ω2; γ''' = ω3. (4.1)
Чтобы убедиться в этом, необходимо произвести развертку сверла для диаметров D1, D2, D3 (рис. 4.3).
Углы ω1, ω2 и ω3 (рис. 4.4) являются углами наклона винтовых линий для точек режущей кромки 1, 2, 3 (рис. 4.3).
На основании рис. 4.3 для угла, лежащего в плоскости 0–0, можно записать:
![]() ,
(4.2)
,
(4.2)
где D1 – наружный диаметр сверла, мм;
Н – шаг винтовой линии сверла, мм.
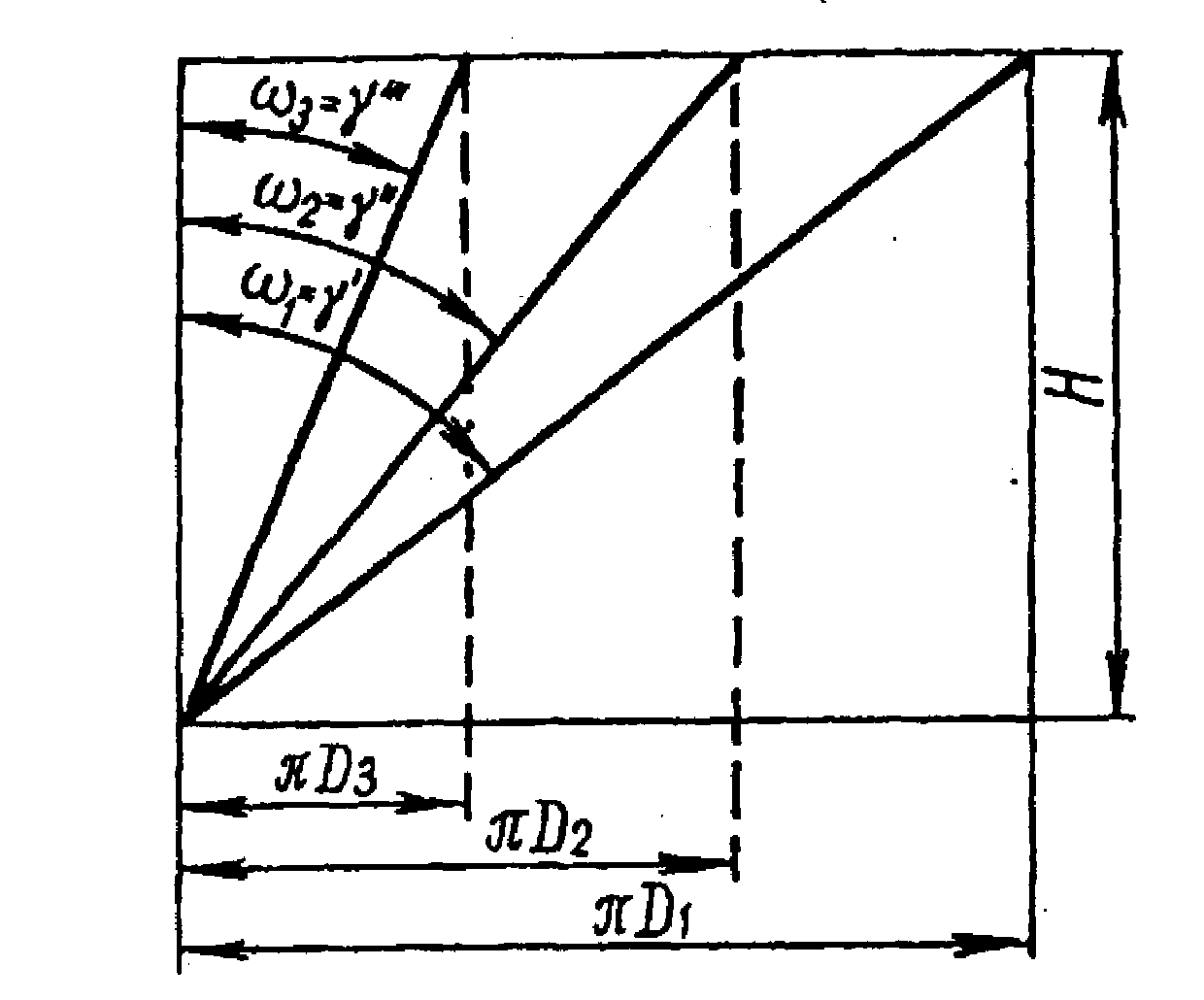
Рис. 4.4. Схема развертки сверла
Так как шаг винтовой линии стружечной канавки Н для любой точки режущей кромки Х – величина постоянная, то можно записать:
![]() ,
(4.3)
,
(4.3)
где
![]() – передний угол для любой точки режущей
кромки сверла в плоскости, параллельной
оси сверла;
– передний угол для любой точки режущей
кромки сверла в плоскости, параллельной
оси сверла;
![]() – передний угол в плоскости 01–01,
равный углу ω1;
– передний угол в плоскости 01–01,
равный углу ω1;
Dx – диаметр сверла для любой выбранной точки х режущей кромки;
D1 – наружный диаметр сверла, мм.
Передний угол в главной секущей плоскости N1–N1 для любой точки режущей кромки может быть найден по формуле
![]() ,
(4.4)
,
(4.4)
где φ – половина угла при вершине сверла, град.
По стандарту главные задние углы у спирального сверла измеряются в плоскостях, параллельных оси сверла и касательных к окружностям, описываемым точками 1, 2, 3 при вращении сверла вокруг оси (рис. 4.3).
Задние
углы α1,
α2,
α3
лежат между касательными к задней
поверхности сверла в точках 1,
2,
3
и плоскостями, проведенными через те
же точки перпендикулярно оси сверла.
Величина задних углов у спирального
сверла неодинакова в различных точках
главной режущей кромки. У наружного
диаметра задний угол
![]() º,
а ближе к оси сверла
º,
а ближе к оси сверла
![]() º.
º.
Основные размеры сверл спиральных (СТ СЭВ 275 – 76, ГОСТ 10903 – 77) с коническим хвостовиком (рис. 4.5, табл. 4.1).
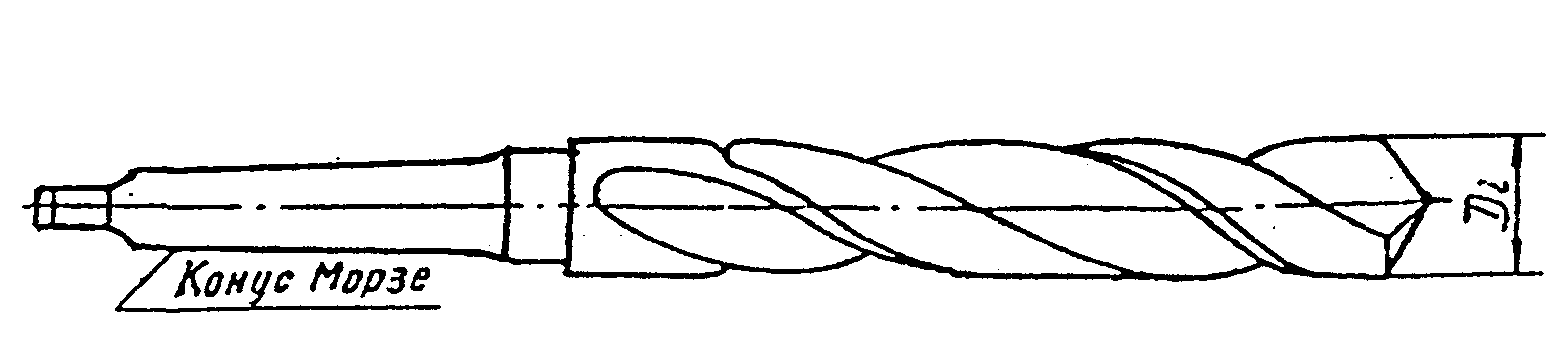
Рис. 4.5. Спиральное сверло
Таблица 4.1