

Следовательно, усадка стружки
![]() (2.4)
(2.4)
Подставив вместо γ значение 90º–δ, получим
![]() (2.5)
(2.5)
Из уравнения (2.5) следует, что с увеличением угла резания δ усадка стружки возрастает.
После несложных преобразований из уравнения (2.4) находим значение угла скалывания
![]() (2.6)
(2.6)
Из уравнения (2.6) вытекает, что чем больше усадка стружки, тем меньше угол скалывания. Таким образом, величина угла скалывания может служить характеристикой величины пластической деформации срезаемого слоя.
Свойства обрабатываемого металла оказывают большое влияние на усадку стружки. Чем пластичнее металл, тем больше усадка стружки при прочих равных условиях. При обработке хрупких металлов, когда образуется стружка надлома, усадка ее весьма мала или отсутствует.
Иногда наблюдается так называемая «отрицательная» усадка стружки, когда усадка меньше единицы, т.е. стружка не уменьшается по длине, а увеличивается. Отрицательная усадка стружки наблюдается при обработке жаростойких и титановых сплавов, которые отличаются малой пластичностью. При высоких температурах резания титановые сплавы интенсивно поглощают кислород и азот воздуха и становятся более хрупкими.
Коэффициент усадки стружки не может служить абсолютной характеристикой пластической деформации срезаемого слоя, так как при К=I пластическая деформация может иметь место при резании. Количественно характеризовать пластическую деформацию может величина относительного сдвига, ибо процесс резания является процессом последовательных сдвигов металла, превращаемого в стружку.
Из
теории прочности известно, что
относительный сдвиг ε равен отношению
величины сдвига
![]() к толщине слоя
к толщине слоя
![]() ,
претерпевшего этот сдвиг. Выделим
некоторый слой в стружке толщиной
,
занимающий на боковой поверхности
стружки площадь параллелограмма ABCD
(рис. 2.4). До деформации этот параллелограмм
занимал положение ABДЕ.
При образовании стружки точка Е
переместилась в точку Д,
а точка Д
– в точку С,
относительный сдвиг
,
претерпевшего этот сдвиг. Выделим
некоторый слой в стружке толщиной
,
занимающий на боковой поверхности
стружки площадь параллелограмма ABCD
(рис. 2.4). До деформации этот параллелограмм
занимал положение ABДЕ.
При образовании стружки точка Е
переместилась в точку Д,
а точка Д
– в точку С,
относительный сдвиг
ε
=
![]() .
.
Согласно рис. 2.4 имеем
![]() ;
;
![]() ;
;
ε = = ctgβ1 + tg(β1–γ). (2.7)
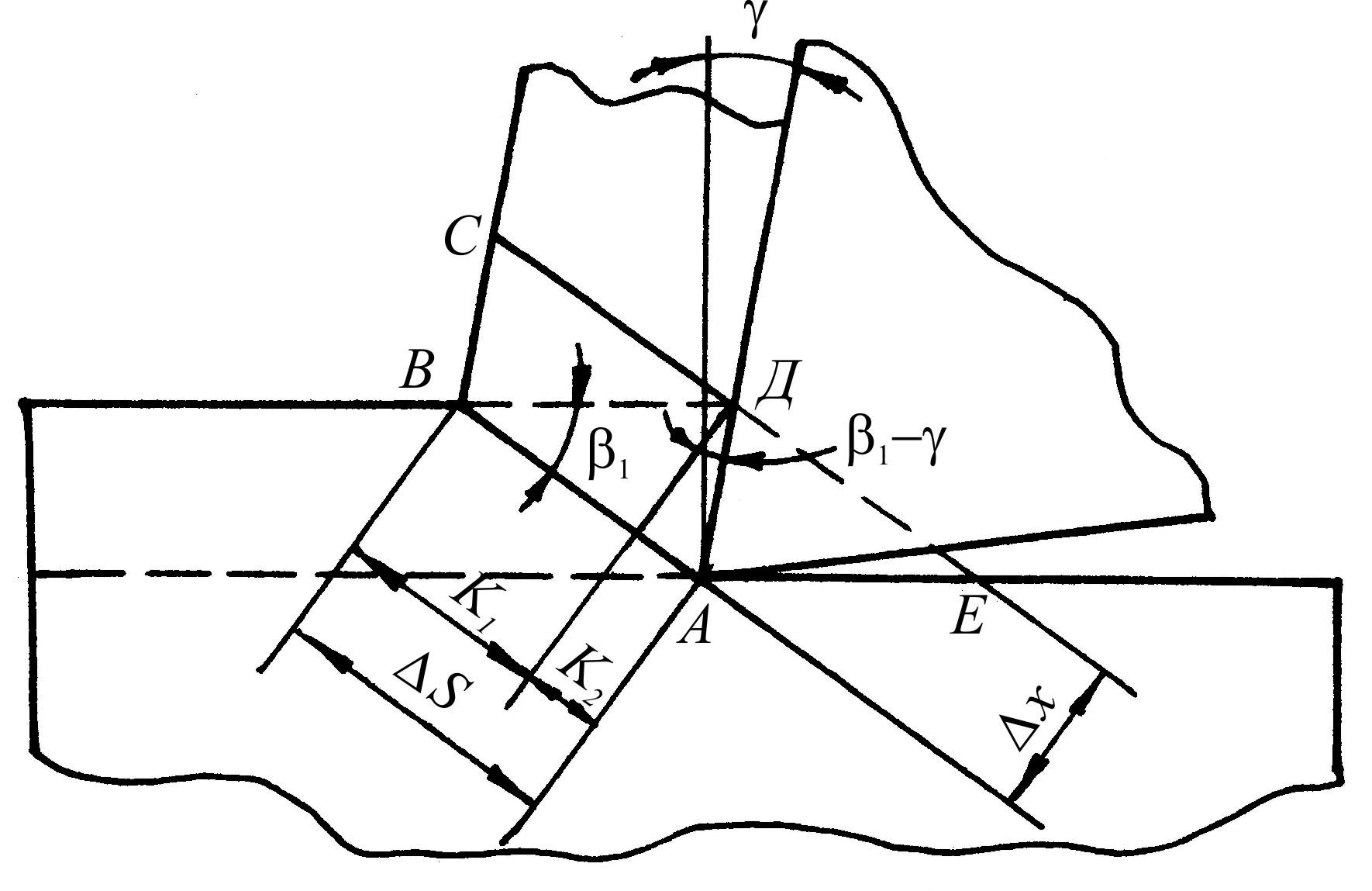
Рис. 2.4. Схема для определения относительного сдвига
Между усадкой стружки К и относительным сдвигом ε имеется закономерная связь. Подставив в уравнение (2.7) значение угла β1 из уравнения (2.6), получим
ε
=
![]() .
(2.8)
.
(2.8)
Методика проведения эксперимента
Исследования проводят при резании стальной заготовки на токарно-винторезном станке.
Исследование влияния скорости резания на усадку стружки производят с постоянной подачей и глубиной резания, скорость резания изменяется в широких пределах и должна включать зону наростообразования.
Влияние подачи исследуют при точении заготовки с постоянными глубиной и скоростью резания при различных значениях подачи.
Для определения влияния угла резания δ на усадку стружки заготовку обрабатывают резцами, заточенными с различными передними углами. Скорость резания, подача и глубина резания при этих исследованиях сохраняются постоянными.
Коэффициент усадки стружки можно определить различными способами:
1. Сравнением длины резания и длины полученной стружки. При данном методе на обрабатываемой заготовке вдоль ее образующей предварительно надо проделать узкий паз глубиной (0,5–0,7)t. При этом коэффициент усадки стружки определяется по формуле
K
=
![]() =
=
![]() ,
(2.9)
,
(2.9)
где L – длина пути резания, мм;
D – диаметр заготовки, мм;
t – глубина резания, мм;
lстр – длина стружки, соответствующая одному обороту заготовки, мм.
Для определения длины стружки рекомендуется использовать медную проволоку Ø 0,1–0,3 мм. При измерении завитки стружки обвиваются проволокой.
Результаты замеров заносятся в протокол опытов.
2. Весовым методом.
При данном методе от исследуемой стружки отламывают стружку произвольной длины, замеряют ее длину и взвешивают на аналитических весах. Коэффициент усадки стружки определяется по формуле
K = 1000 Gстр/t·s·ρ·lстр, (2.10)
где Gстр – вес стружки, г;
lстр. – длина стружки, мм;
ρ – плотность обрабатываемого металла, г/см3.
Для измерения берется стружка, полученная в период установившегося процесса резания.
Лабораторная работа № 2. Исследование деформации
срезаемого слоя при точении
Цели и задачи работы – изучение влияния элементов режима резания и геометрических параметров режущей части резцов на деформацию срезаемого слоя при токарной обработке.
В задачи работы входит исследование зависимости коэффициента усадки стружки К от скорости резания, расчета относительного сдвига ε и угла сдвига β1, построение графиков зависимостей (К, ε и β1) от скорости резания, подачи и угла резания, выполнение анализа полученных данных. Выполнить отчет по работе (Приложение 2).
Применяемое оборудование, инструменты и обрабатываемый материал
Для выполнения работы необходимы:
токарно-винторезный станок;
резцы токарные проходные с геометрией режущей части:

 45º;
45º;  10º; γ
= 10º; 20º; 0; –10º; –20º; λ=0;
10º; γ
= 10º; 20º; 0; –10º; –20º; λ=0;
 мм;
мм;обрабатываемая заготовка: легированная сталь 30ХГСА; Х18Н9Т; сталь 45;
весы аналитические.
Методические указания по выполнению работы
Установить заготовку на станке и закрепить; установить проходные резцы.
Проточить заготовку с различными значениями скорости резания, подачи и угла резания, собирая при этом на специальном металлическом листе получающуюся стружку.
Примечание: при сборе стружки соблюдать правила техники безопасности, изложение в специальной инструкции.
Определить коэффициент усадки стружки одним из вышеперечисленных методов. Расчетные параметры занести в протокол отчета (см. приложение).
По полученным данным строятся графики зависимости усадки стружки К=f(ν), К=f(S), К=f(δ) (рис. 2.5).
По найденному коэффициенту усадки стружки определить величину относительного сдвига ε и угла скалывания 1. Расчет производят по формулам
ε![]() ;
(2.11)
;
(2.11)
![]() .
(2.12)
.
(2.12)
По
полученным данным строятся графики
зависимости ε =f(V)
и
![]() (V)
(рис. 2.5). Так как с образованием нароста
на передней поверхности резца фактический
передний угол
изменяется по сравнению с заточенным
передним углом γ, то зависимости ε = f
(V)
и
(V)
строятся для зоны высоких скоростей,
соответствующих участку СД
кривой К=f(V)
(рис. 2.5), когда нарост на передней
поверхности резца отсутствует.
(V)
(рис. 2.5). Так как с образованием нароста
на передней поверхности резца фактический
передний угол
изменяется по сравнению с заточенным
передним углом γ, то зависимости ε = f
(V)
и
(V)
строятся для зоны высоких скоростей,
соответствующих участку СД
кривой К=f(V)
(рис. 2.5), когда нарост на передней
поверхности резца отсутствует.
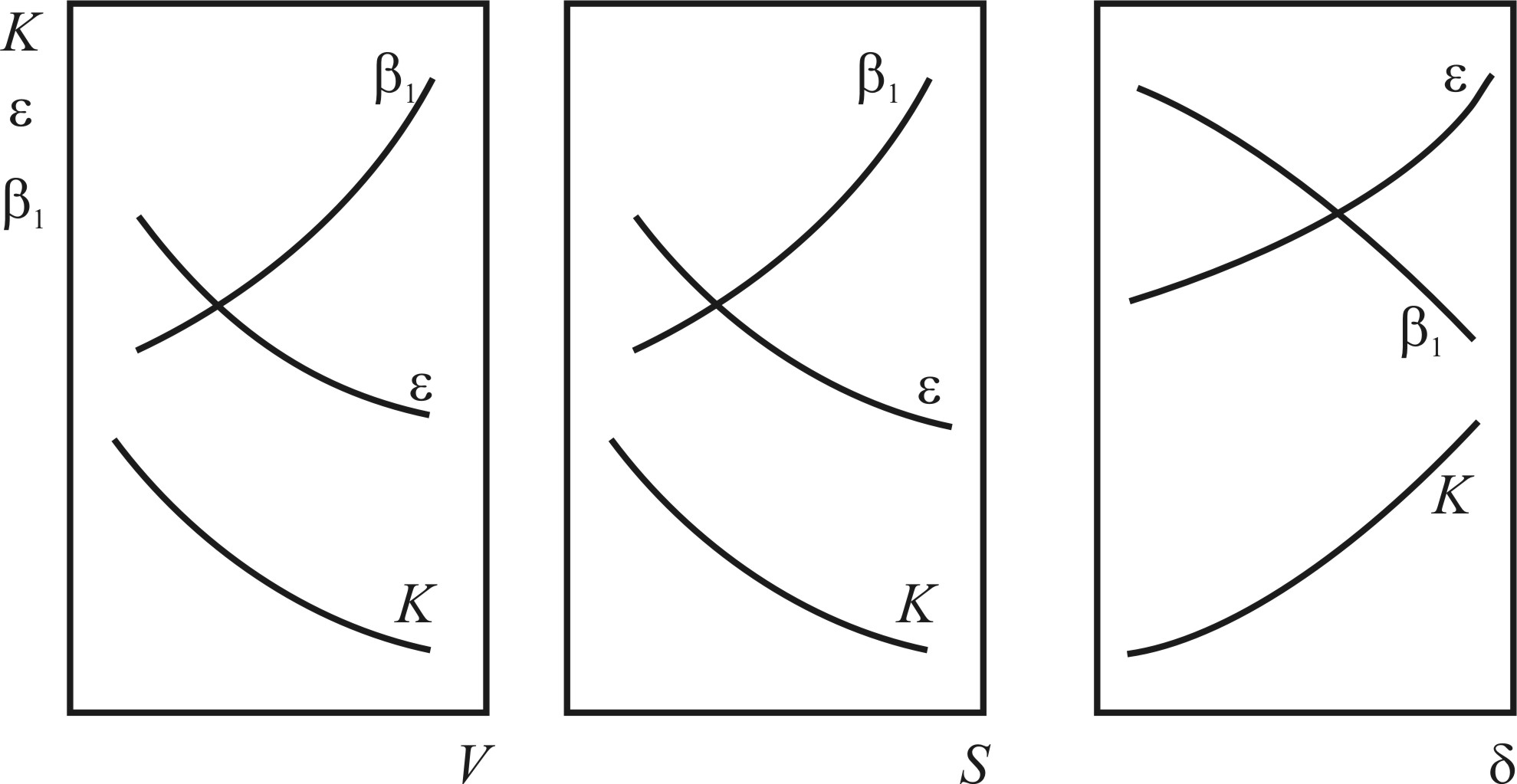
Рис. 2.5. Влияние скорости резания, подачи и угла резания на усадку стружки, относительный сдвиг и угол скалывания
6.
По данным расчетов строятся графики
зависимостей ε![]()
![]() ε
ε![]()
![]() (рис. 2.5).
(рис. 2.5).
Содержание отчета
Данные по обрабатываемому материалу и инструменту (Приложение 2).
Протокол опытов.
Графики К, ε и 1 в функции от V, S и δ.
Выводы.
Контрольные вопросы
Что характеризует коэффициент усадки стружки?
Методы определения усадки стружки.
Физические причины минимального значения усадки стружки в зоне низких скоростей резания.
Какой элемент режима резания оказывает наибольшее влияние на усадку стружки?
Почему с увеличением толщины срезаемого слоя усадка снижается?
Физические причины снижения усадки стружки с увеличением скорости резания на участке высоких скоростей.
При обработке каких материалов усадка стружки может быть меньше единицы?