

Приложение 9
-
МО и науки РФ
УГАТУ
Кафедры АТС,
ТиТМ
Лабораторная работа Погрешность формы при обработке нежестких заготовок
Студент_______________
______________________
Группа________________
«___»__________________г.
Экспериментальные и расчетные данные
Величины |
Положение сечения |
|||||
Первый проход t = 0,5 мм |
Второй проход t = 0,25 мм |
|||||
|
0,5 |
|
|
0,5 |
|
|
Диаметр до обработки d0 |
|
|
|
|
|
|
Диаметр после обработки |
d1 = |
d2 = |
d3 = |
d |
d |
d |
Прогиб у |
|
|
|
|
|
|
Расчетный диаметр
|
|
|
|
|
|
|
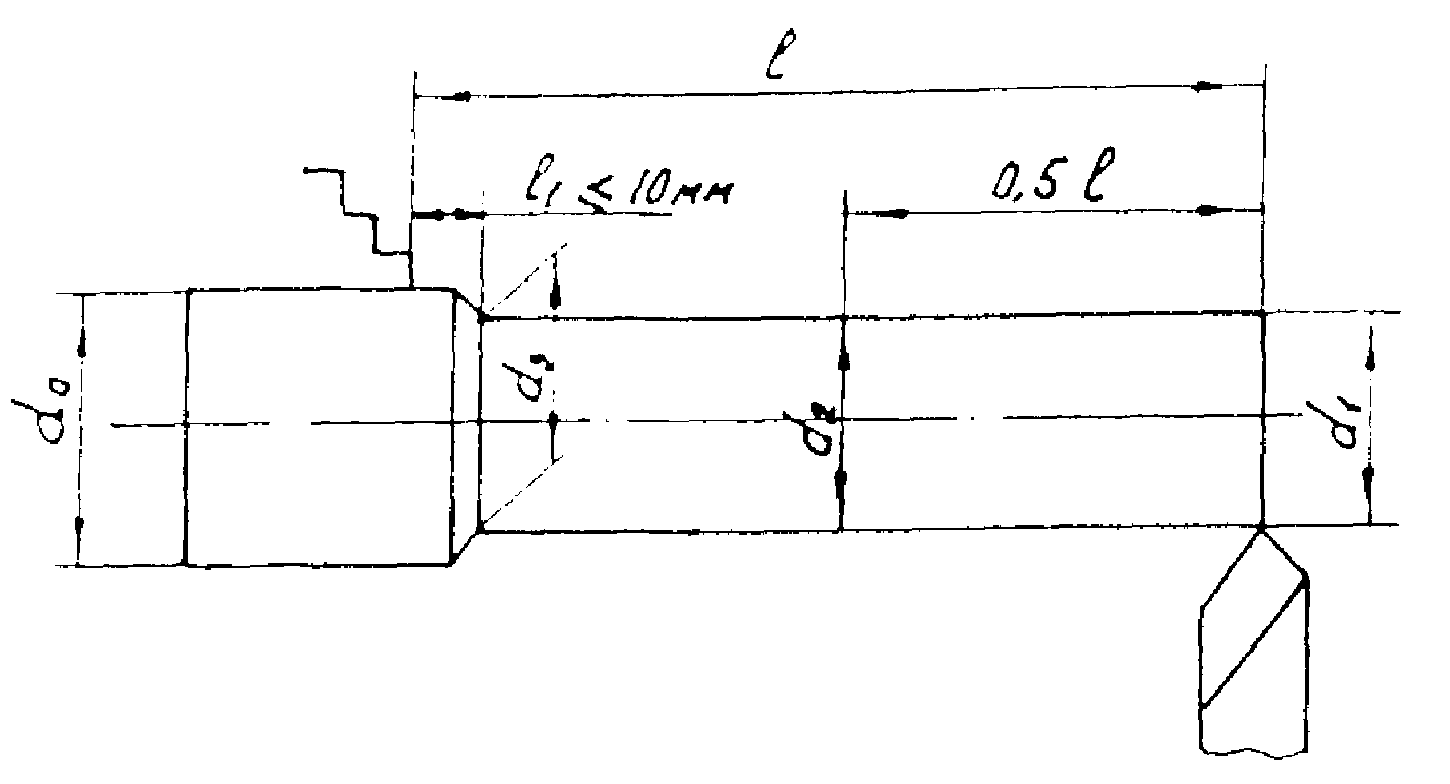
Заготовка после обработки. Места замеров диаметров
Выводы
Выполнил: |
Проверил:
|
Приложение 10
МО и науки РФ УГАТУ Кафедры АТС, ТиТМ |
Лабораторная работа Определение точности обработки деталей на станке 16К20ТI |
Студент_______________ |
______________________ Группа________________ «___» _______________ г. |
Чертеж детали
Результаты измерения
№ изм. |
Действ. размер Li, мм |
№ изм. |
Действ. размер Li, мм |
№ изм. |
Действ. размер Li, мм |
№ изм. |
Действ. размер Li, мм |
№ изм. |
Действ. размер Li, мм |
1 |
|
11 |
|
21 |
|
31 |
|
41 |
|
2 |
|
12 |
|
22 |
|
32 |
|
42 |
|
3 |
|
13 |
|
23 |
|
33 |
|
43 |
|
4 |
|
14 |
|
24 |
|
34 |
|
44 |
|
5 |
|
15 |
|
25 |
|
35 |
|
45 |
|
6 |
|
16 |
|
26 |
|
36 |
|
46 |
|
7 |
|
17 |
|
27 |
|
37 |
|
47 |
|
8 |
|
18 |
|
28 |
|
38 |
|
48 |
|
9 |
|
19 |
|
29 |
|
39 |
|
49 |
|
10 |
|
20 |
|
30 |
|
40 |
|
50 |
|