

14. Исследование усилий резания при механической
обработке
Известно, что возникающие в процессе обработки силы резания определяют нагрузку системы СПИД, температуру резания, стойкость режущего инструмента, точность обработки, производительность и потребную мощность [6].
При практическом изучении сил резания равнодействующую силу R раскладывают в трех направлениях: тангенциальном, радиальном и осевом (рис. 14.1).
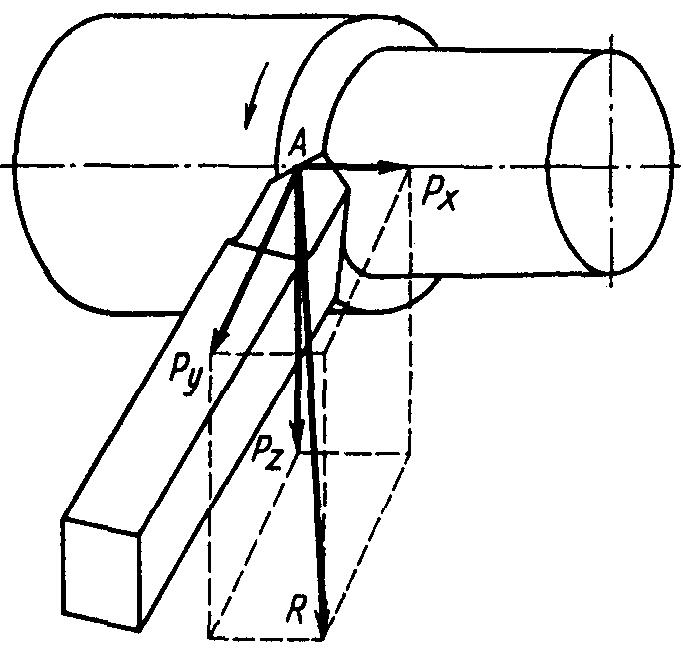
Рис. 14.1. Силы, действующие на резец (несвободное резание)
![]() – тангенциальная
составляющая силы резания. Она определяет
крутящий момент.
– тангенциальная
составляющая силы резания. Она определяет
крутящий момент.
![]() – радиальная
составляющая, она стремится изогнуть
заготовку, а резец – оттолкнуть от
заготовки (источник вибраций).
– радиальная
составляющая, она стремится изогнуть
заготовку, а резец – оттолкнуть от
заготовки (источник вибраций).
![]() – осевая
составляющая. Действует против подачи
и служит для расчета механизма подачи
станка, так как механизм подачи должен
преодолеть ее вместе с силами трения
на направляющих станка.
– осевая
составляющая. Действует против подачи
и служит для расчета механизма подачи
станка, так как механизм подачи должен
преодолеть ее вместе с силами трения
на направляющих станка.
По силам Pz, Py, Px производятся расчеты деталей и механизмов токарного станка, приспособлений и инструмента.
В настоящее время для практических расчетов сил резания рекомендуются следующие формулы:
![]() ;
(14.1)
;
(14.1)
![]() ;
(14.2)
;
(14.2)
![]() ,
(14.3)
,
(14.3)
где
![]() ,
,
![]() ,
,
![]() – постоянные, зависящие от обрабатываемого
материала;
– постоянные, зависящие от обрабатываемого
материала;
![]() и
и
![]() – показатели степени, зависящие от
условий работы.
– показатели степени, зависящие от
условий работы.
Влияние различных факторов на силы резания
На силы резания оказывают влияние:
свойства обрабатываемого материала;
элементы режима резания (
 ,
,
 ,
,
 );
);геометрия инструмента (γ, φ,
 );
);износ резца;
смазочно-охлаждающие технологические средства (СОТС).
Обрабатываемый материал оказывает значительное влияние на силы резания через пластичность, прочность, твердость и структуру.
Пластичность
материала связана с β1,
а прочность – с
![]() .
.
С уменьшением пластичности уменьшается толщина стружки а, одновременно увеличивается значение β1. Чем меньше пластичность, тем β1 больше, однако при этом увеличивается твердость.
Значительное влияние на силы резания оказывают физико-механические свойства обрабатываемого материала.
При обработке хрупких металлов (чугун, бронза и др.) силы резания ниже. Это объясняется тем, что при обработке хрупких металлов срезаемый слой мало деформируется.
При обработке же более пластичных металлов (сталь) значительная часть работы затрачивается на пластическое деформирование срезаемого слоя.
Силы резания зависят также и от твердости и структуры металла. Чем мельче зерно, тем, как правило, прочнее и тверже металл, а значит и больше силы резания.
Существующие в литературе зависимости между силами резания и одной из основных характеристик металла (предел прочности или твердости) являются, как правило, приближенными.
С увеличением и силы резания увеличиваются, так как возрастает объем срезаемого слоя.
Следует отметить, что показатели степени у больше, чем у , так как глубина резания оказывает большее влияние, чем подача, однако это справедливо для условия, когда f>s.
Если >f, то показатели степени у и надо поменять местами.
Характер влияния резания на силы резания аналогичен характеру влияния на усадку стружки.
С увеличением угла резания δ инструмент труднее внедряется в обрабатываемый материал, возрастает пластическая деформация, а значит, увеличиваются силы резания.
С
увеличением угла φ при постоянных
значениях
и
увеличивается толщина среза, снижается
усадка стружки и сила
![]() .
Но это справедливо при
=0.
.
Но это справедливо при
=0.
При обработке резцом с , не равным нулю, с увеличением φ до 60º происходит снижение , а затем рост. Увеличение при этом объясняется тем, что резко в этом случае возрастает длина криволинейного участка лезвия – растет усадка и .
Увеличение приводит к росту и снижению . Поэтому при недостаточно жесткой системе СПИД во избежание вибраций работают резцами с большими углами φ.
Увеличение
приводит к росту
,
так как при этом (
и φ-![]() )
увеличивается длина криволинейного
участка лезвия, а вместе с этим и усадка
стружки.
)
увеличивается длина криволинейного
участка лезвия, а вместе с этим и усадка
стружки.
Углы φ1 и α не оказывают значительного влияния на силу резания.
С износом инструмента увеличивается площадь контакта на его рабочих поверхностях, возрастает радиус округления лезвия, а вместе с ним и угол резания – это ведет к росту сил резания.
Кроме того, сам вид износа оказывает существенное влияние на силу резания.
Увеличение
![]() приводит к росту сил резания.
приводит к росту сил резания.
Увеличение же лунки эквивалентно повышению переднего угла , лунка облегчает сход стружки с передней поверхности резца.
Если оба эти износа образуются одновременно, то суммарное воздействие может быть как в сторону увеличения, так и в сторону снижения сил резания.
Правильно выбранная и эффективно применяемая СОТС ведет к заметному уменьшению силы резания.