

13. Качество обработанной поверхности при резании металлов
Эксплуатационные свойства деталей машин, в частности их долговечность, надежность, прочность и антикоррозионная стойкость, в значительной степени зависят от качества поверхностного слоя деталей. Особо высокие требования к качеству поверхностного слоя предъявляются к таким деталям, которые работают при высоких скоростях, высоких температурах, а также в агрессивных средах.
Качество поверхности деталей машин определяется шероховатостью и физико-механическими свойствами их поверхностного слоя.
Шероховатость обработанной поверхности
Реальная поверхность детали после механической обработки, в отличие от идеальной поверхности, изображенной на чертежах, всегда имеет неровности различной формы и высоты [6].
Под шероховатостью поверхности понимается совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности. В соответствии с ГОСТ 2789-73 шероховатость поверхности характеризуется высотой неровностей Rz или средним арифметическим отклонением Ra.
Стандартом предусмотрено 14 классов шероховатости (чистоты поверхности).
Наиболее
шероховатая поверхность относится к
1-му классу, наименее шероховатая − к
14-му. Каждый класс шероховатости
оценивается определенными значениями
Ra
и Rz,
например,
![]() или
или
![]() .
.
Значения Ra и Rz, соответствующие каждому классу шероховатости по ГОСТ 2789-73, приведены в табл.13.1.
Таблица 13.1
Классы и размеры шероховатостей поверхности
Класс шероховатости |
ГОСТ 2789-73 |
ГОСТ 2789-73 |
Базовая длина, мм |
|||
Наибольшее значение параметра шероховатости, мкм |
||||||
Класс чистоты |
Ra, мкм |
Rz, мкм |
||||
по классу |
по разделу |
по классу |
по разделу |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 2 3 |
1 2 3 |
|
|
320 160 80 |
|
8,0 |
4 5 |
4 5 |
|
|
40 20 |
|
2,5 |
6 |
6 |
2,5 |
2,5 2,0 1,6 |
10 |
|
|
7 |
7 |
1,25 |
1,25 1,00 0,80 |
6,3 |
|
0,8 |
8 |
8 |
0,63 |
0,63 0,50 0,40 |
3,2 |
|
|
9 |
9 |
0,32 |
0,32 0,25 0,20 |
1,6 |
|
|
10 |
10 |
0,160 |
0,160 0,125 0,100 |
0,8 |
|
0,25 |
11 |
11 |
0,080 |
0,080 0,063 0,050 |
0,4 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
12 |
0,040 |
0,040 0,032 0,025 |
0,2 |
|
|
|
13 |
|
|
0,100 |
0,100 0,080 0,063 |
0,08 |
|
14 |
|
|
0,05 |
0,050 0,040 0,032 |
Продолжение табл. 13.1
Высота и форма неровностей поверхности, расположение и направление обработочных рисок зависят от принятого метода и режима обработки, геометрии режущего инструмента, свойств обрабатываемого материала, состояния используемого оборудования и т.д.
В первом приближении шероховатость можно рассматривать как след инструмента на обработанной поверхности, обусловленный сочетанием главного движения и движения подачи. В отношении движения инструмента принято различать два вида шероховатости: продольную и поперечную. Поперечная шероховатость обычно больше продольной; в этом случае при оценке шероховатости поверхности ограничиваются измерением неровности поверхности в направлении подачи.
На первый взгляд может показаться, что высоту неровностей можно легко рассчитать аналитическим путем. Например, при токарной обработке высоту неровностей в направлении подачи инструмента можно определить из сопоставления двух смежных положений резца, смещенных на величину подачи (рис. 13.1), по приближенной формуле
![]() , (13.1)
, (13.1)
где Нр – расчетная высота;
s – подача, мм/об;
R – радиус резца при вершине.
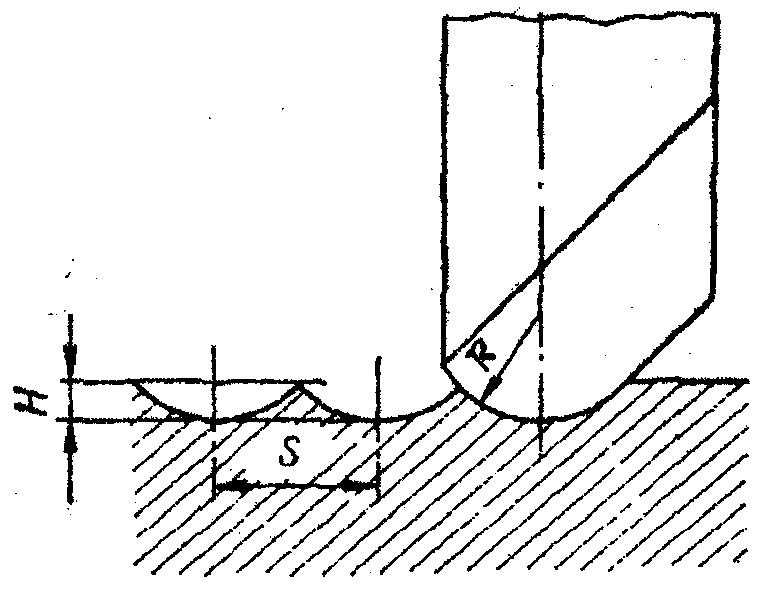
Рис. 13.1. Схема образования шероховатости поверхности
Однако непосредственные измерения показывают, что действительная высота неровностей существенно отличается от расчетной за счет пластической и упругой деформаций в процессе резания, вибраций, износа инструмента и т.д.
В общем виде высота неровностей Rz (Ra) может быть определена из следующей зависимости:
Rz=Hp+ΔH, мкм, (13.2)
где Нр – расчетная или теоретическая величина неровностей;
ΔH – отклонение фактической высоты неровностей от расчетной.
При этом расчётная величина неровностей при радиусе резца при вершине, равной нулю (R=0), может быть определена по формуле
![]() ,
(13.3)
,
(13.3)
при
R![]() 0
по формуле (13.1)
0
по формуле (13.1)
![]() .
.
Суммарная величина отклонений ΔН может быть представлена выражением
ΔН = ΔНпл.деф.+ΔНупр.деф.+ΔНтр.з.п.+ΔНнар.+ΔНвибр.+ΔНh, (13.4)
т.е. учитывает влияние пластической ΔНпл.деф и упругой деформаций ΔНупр.деф, трения задней поверхности инструмента о деталь ΔНтр.з.п, наростообразования ΔНнар, вибрации ΔНвибр, износа инструмента ΔНh и т.д.
Необходимо отметить, что пластическая деформация и другие факторы воздействуют на Rz таким же образом, как они действуют на интенсивность износа инструмента при резании.
Так, скажем, чем выше трение, тем больше интенсивность износа, тем хуже обработанная поверхность и т. д.
Поскольку расчетная высота неровностей Нр находится из чисто геометрических соображений и от других параметров процесса резания не зависит, то изменение шероховатости обработанной поверхности связано с изменением Н.
На величину Н (или на Rz) оказывают влияние следующие основные факторы: режимы резания, свойства обрабатываемого материала, свойства инструментального материала, геометрия инструмента, жесткость системы СПИД и др.
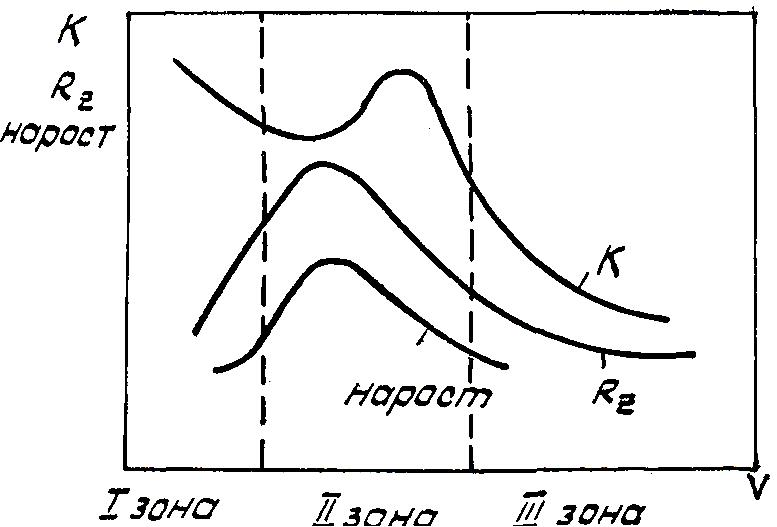
Из режимов резания наиболее сильное влияние на шероховатость оказывает скорость резания. Известно, что при работе на низких скоростях резания (первая зона скоростей), при которых нарост не образуется, получается (образуется) довольно хорошая чистота поверхности, т.е. меньшая шероховатость обработанной поверхности (рис.13.2).
При повышении скорости резания (II зона) до V = 20–30 м/мин создаются условия для развитого и устойчивого нароста, который, выступая впереди лезвия и ниже линии среза, ухудшает шероховатость поверхности. Дальнейшее увеличение скорости резания (III зона) приводит к уменьшению наростообразования и высоты неровностей обработанной поверхности.
 V
V
I зона II зона III зона
Рис. 13.2. Влияние скорости резания на усадку стружки и шероховатость поверхности
За пределами наростообразования высота неровностей снижается и принимает наименьшее значение при определенной скорости резания. Дальнейшее увеличение скорости резания, по данным многих исследователей, не оказывает существенного влияния на шероховатость. В связи с этим А. И. Исаевым введено понятие «граничной» скорости резания Vгpaн, а А. Н. Ереминым – понятие скорости зеркальной, Vзерк, после которой поверхность приобретает зеркальный блеск.
Вместе с тем экспериментальные данные многих исследователей [18] показывают, что кривые Rz = f(V), выражающие зависимость высоты неровностей от скорости резания при обработке различных материалов инструментами, оснащенными различными марками твердого сплава, во многих случаях имеют характерные точки минимума (рис. 13.3).
Характерным является то, что точки минимума шероховатости совпадают с минимальной интенсивностью износа инструмента. Это показывает, что между интенсивностью износа инструмента, трением и шероховатостью существует тесная взаимосвязь.
В заключение следует отметить, что, как правило, скорости резания Vгpaн. и Vзерк. по своим значениям совпадают со скоростями V0, оптимальными как по интенсивности износа, так и по шероховатости поверхности.
hоп
μ΄
Rz |
|
hоп
μ΄
Rz
V |
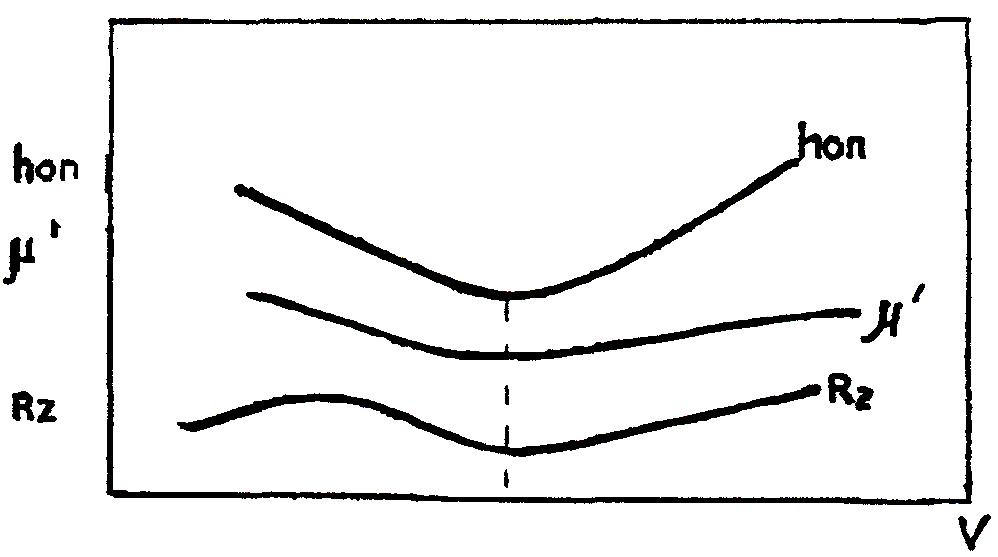
Рис. 13.3. Влияние скорости резания на интенсивность износа hоп,