

Введение
Повышение эффективности металлообработки является одним из основных направлений развития современного машиностроения. Успешное решение этого вопроса во многом связано с повышением качества подготовки специалистов в вузах страны и, в частности, с совершенствованием их знаний в области теории резания, металлорежущих инструментов и основ технологии машиностроения.
Настоящее учебное пособие предназначено для закрепления знаний студентов по курсам резания материалов, режущему инструменту и технологии машиностроения, а также для приобретения дополнительных навыков и знаний при конструировании режущего инструмента, разработке технологических процессов, конструировании металлообрабатывающего оборудования, проведении научно-исследовательских работ.
Для выполнения комплекса лабораторных работ студент должен быть предварительно подготовлен и, зная соответствующие разделы курсов по резанию материалов, режущему инструменту и основам технологии машиностроения, должен уметь выбрать необходимое оборудование и приборы, изучить их работу, провести необходимые эксперименты и расчеты, сделать нужные выводы по работе.
Подготовленность студента проверяет преподаватель в предварительной беседе.
Перед началом работы студент должен точно сформулировать поставленную задачу и предполагаемый результат работы, наметить путь ее выполнения.
До работы на оборудовании студент должен изучить правила техники безопасности, пройти инструктаж с соответствующим оформлением, изучить правила работы на оборудовании и приборах.
При выполнении работ по курсу «Режущий инструмент» студент должен изучить конструкцию инструмента, составить его грамотный эскиз во всех проекциях и с необходимыми сечениями и разрезами, проставить конструкционные размеры, замерить геометрические параметры инструмента и произвести соответствующие расчеты.
В работы по резанию материалов и основам технологии машиностроения исследовательского характера включены отдельные элементы исследований: определение коэффициента усадки стружки и температуры резания в зависимости от режимов обработки, измерение износа инструмента, измерение погрешностей при механической обработке, построение графиков, анализ полученных результатов.
В отчетах по выполненным работам требуется дать формулировку поставленной задачи, привести краткий путь ее выполнения, характеристику необходимого оборудования и приборов, выполненные расчеты, необходимые эскизы и схемы, обосновать выбор режимов обработки и инструментов, методы и результаты контроля, сделать заключения и выводы. Фактические материалы требуется приводить в виде таблиц, графиков и диаграмм.
1. Конструкция и геометрия токарных резцов
Из широкой номенклатуры режущих инструментов, применяемых для обработки деталей со снятием стружки, токарные резцы являются наиболее распространенным видом.
Резцы классифицируют [1, 5, 30]:
в зависимости от выполняемой операции – на проходные, проходные упорные, подрезные, отрезные, расточные, резьбонарезные и фасонные;
по направлению подачи – на правые и левые;
по форме головки и ее расположению резцы подразделяются на прямые, отогнутые и изогнутые.
по конструкции – цельные, составные и сборные (рис. 1.1);

Рис. 1.1. Конструкции резцов: 1 – цельный; 2 – составной (напайной); 3 – сборный
Цельные резцы, чаще всего, изготавливают из быстрорежущих сталей.
Составные – резцы, как правило, с напайными пластинами из быстрорежущей стали или твердого сплава (реже с клеевым соединением).
Сборные – резцы с механическим крепление режущей части к державки резца. В последние годы широкое распространение нашли сборные резцы с многогранными непотачиваемыми пластинками (МНП) с износостойким покрытием, крепление которых к держаквке осуществляется (рис. 1.2):
- без отверстия – прихватом (тип С);
- с цилиндрическим отверстием – рычажным механизмом (тип Р);
- штифтом и прихватом (тип М) и с тороидальныи отверстием – винтовым механизмом (тип S).
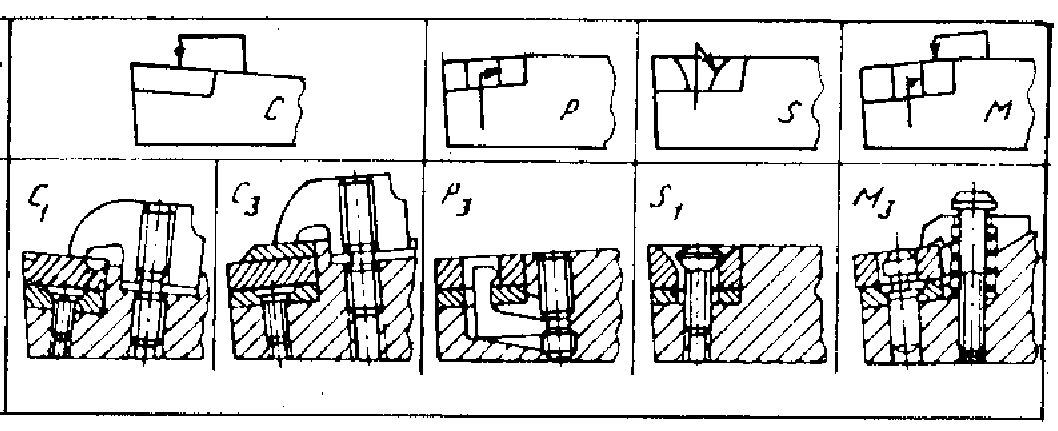
Рис. 1.2. Классификация систем крепления в соответствии с ГОСТ 26476-85
и ISО 1832-1991
по материалу рабочей части – быстрорежущие стали (табл. 1.1, 1.2), металлоркерамические твердые сплавы (табл. 1.3, 1.5); безвольфрамовые твердые сплавы (табл. 1.4); минералокерамика (табл. 1.6); сверхтвердые материалы (табл. 1.7) и алмазы.
Таблица 1.1
Основные физико-механические свойства быстрорежущих сталей,
область применения
Марка стали |
σи, МПа |
ак·105, Дж/м2 |
НRC после закалки |
Тепло- (красно-) стойкость, ºС |
Назначение стали (для изготовления |
Область применения стали |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Р12 |
3000–3200 |
3,8 |
62–65 |
620 |
Резцы, фрезы, сверла, зенкеры, развертки, протяжки, метчики |
Для обработки конструкционных сталей |
Р18 |
2900–3100 |
3,0 |
62–65 |
620 |
Все виды режущего инструмента |
Для обработки конструкционных сталей |
11Р3М3Ф2 |
2900–3100 |
- |
63 |
620 |
Отрезные фрезы, пилы, ножовочные полотна |
Для обработки углеродистых и мололегирован-ных сталей |
Продолжение табл. 1.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Р6М5 |
3300–3400 |
4,8 |
64 |
620 |
Резцы, фрезы, сверла, зенкеры, плашки, развертки, протяжки, метчики |
Для обработки конструкционных сталей |
Р6М5К5 |
3000 |
2,75 |
65 |
630 |
Для чистового и получистового инструмента |
Для обработки улучшенных, легированных и нержавеющих сталей |
Р6М5Ф3 |
3300–3400 |
4,8 |
65 |
630 |
Фасонные резцы, сверла, протяжки, метчики, шеверы |
Для обработки низко- и средне-легированных сталей и сплавов |
Р9К5 |
2500 |
0,7 |
64 |
630 |
Резцы, фрезы, сверла, развертки, протяжки, метчики |
Для обработки жаропрочных сталей и сплавов |
Р9М4К8 |
2500 |
2,6 |
65 |
630 |
Фрезы, зуборезный инструмент, развертки, зенкеры |
Для обработки высокопрочных, жаропрочных и нержавеющих сталей и сплавов, улучшенных, легированных сталей |
Р10К5Ф5 |
2500–2700 |
2,2 |
65 |
640 |
Резцы, фрезы, сверла, зенкеры, развертки |
Для обработки нержавеющих и жаропрочных сталей и сплавов |
Р18К5Ф2 |
2500 |
2,0 |
64 |
640 |
Для чернового и получистового инструмента |
Для обработки высокопрочных, жаропрочных и нержавеющих сталей |
Таблица 1.2
Примерное соответствие марок отечественных быстрорежущих сталей зарубежным аналогам
Обозначение мирки стали по ГОСТу или стандарту |
Область применения |
||||
ГОСТ 19265-73 |
DIN (ФРГ) |
AISI (США) |
AFNOR (Франция) |
ISO |
|
1 |
2 |
3 |
4 |
5 |
6 |
Р18 |
S18-0-2 |
Т1 |
Z80W18 |
1.3353 |
Для всех видов режущего инструмента при обработке углеродистых, легированных, конструкционных сталей |
P12 |
- |
T7 |
- |
1,3302 |
То же, что и для стали Р18 |
P9 |
- |
- |
- |
- |
Для инструмента простой формы, для обработки конструкционных материалов |
Р6М5 |
S6-5-2 |
М2 |
Z85WDV 06-05-02 |
1.3343 |
То же, что и для стали Р18 |
ИР3АМ3Ф2 |
- |
- |
- |
- |
Для инструмента простой формы и обработке углеродистых и малолегированных сталей с прочностью не более 800 МПа |
Р6М5Ф3 |
S6-5-3 |
М3 |
Z130WDV 06-05-04 |
- |
Для чистовых и получистовых инструментов при обработке легированных конструкционных сталей |
Р12Ф3 |
S12-1-4 |
- |
- |
1.3318 |
Для инструментов при обработке материалов, обладающих абразивными свойствами |
Р18К5Ф2 |
- |
Т4 |
Z85WК18-05 |
- |
Для черновых и получистовых инструментов при обработке высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов |
Р9К5 |
- |
- |
- |
- |
Для различных инструментов при обработке коррозионно-стойких сталей и жаропрочных сплавов, а также сталей повышенной твердости |
Р6М5К5 |
S6-5-2-5 |
М35 |
Z80WDКV (06-05-05-02) |
1.3243 |
Для черновых и получистовых инструментов при обработке улучшенных легированных, а также коррозионно-стойких сталей |
Р9М4К8 |
- |
- |
- |
- |
Для различных инструментов при обработке высокопрочных, жаропрочных и коррозионно-стойких сталей и сплавов |
Таблица 1.3
Физико-механические свойства промышленных твердых сплавов
по ГОСТ 3882-74
-
Марка сплава
Содержание, % (по массе)
σи, МПа, не менее
Плотность ν, г/см3
Твер-дость HRA, не менее
Область применения
WC
TiC
TaC
C
ВК4
96
-
-
4
1500
14,9-15,1
89,5
Резцы
ВК6
94
-
-
6
1500
14,6-15,0
88
Резцы
ВК6М
94
-
-
6
1400
14,8-15,1
90
Резцы, сверла, фрезы,
развертки, метчики
ВК6ОМ
94
-
-
6
1270
14,7
91,5
Резцы,
развертки
ВК8
92
-
-
8
1660
14,4-15,8
87,5
Резцы, сверла, фрезы, метчики
Т5К10
85
6
-
9
1400
12,3-13,2
88,5
Резцы,
фрезы,
развертки
Т15К6
79
15
-
6
1170
11,0-11,7
90,0
Резцы,
фрезы
Т14К8
78
14
-
8
1270
11,2-12,0
89,5
Резцы
Т30К4
66
30
-
4
980
9,5-9,8
92,0
Резцы
ТТ7К12
81
4
3
12
1660
13,0-13,3
87,0
Резцы
ТТ8К6
84
6
2
6
1300
12,8-13,3
90,5
Резцы
ТТ10К8
82
3
7
8
1660
13,5-13,8
89,0
Резцы
Таблица 1.4
Химический состав и некоторые свойства безвольфрамовых твердых сплавов
Сплав |
Химический состав, % по массе |
Предел прочности, МПа, при |
Твердость, НRА |
Плотность, кг/м3 |
Коэф.тер-мического расширения |
Область примене-ния |
|||
Карбиды и нитриды |
Ni |
Mo |
изги-бе |
сжа-тии |
|||||
ТМ-1 |
WС-90 |
5 |
5 |
880 |
- |
91,5 |
5,8 |
- |
В виде пластин с мех. креплением |
ТМ-3 |
(Ti, Nb)С-64 |
21 |
15 |
1274 |
- |
89 |
5,9 |
7,8 |
|
ТМ-20 |
Ti С-79 |
15 |
6 |
1100 |
3850 |
89,5 |
5,5 |
7,1 |
|
КНТ-16 |
Со-74 |
19,5 |
6,5 |
1176 |
4229 |
89 |
5,8 |
7,6 |
|
Таблица 1.5
Примерное соответствие марок отечественных твердых сплавов
зарубежным аналогам
Область применения |
Марки твердых сплавов |
|||||||
Основная группа |
Подгруппа
|
Виды и характер обработки
|
Обозначения |
Свойства |
Покрытие |
Область применения
|
||
По ГОСТ 9391-80 |
Фирменные Фирма |
σизг, Н/мм2 |
HV (HRA) |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Р
|
Р01 |
Чистовая обработка незакаленных и закаленных углеродистых сталей с малыми сечениями среза (точение, развертывание, нарезание резьбы) |
Т30К4 |
Т30К4 МКТС, КЗТС |
1176 |
(92,0) |
|
Резцы |
Финишная и чистовая обработка стали |
|
GC4015 Sandvik |
|
|
Al2O3+TiN |
|||
Р10 |
Чистовое и получистовое точение, фрезерование, растачивание, развертывание и т.п. углеродистых и легированных сталей |
Т15К6 |
Т15К6 МКТС, КЗТС |
1176 |
1350 (90,0) |
|
Резцы, фрезы |
|
Универсальный сплав для чистовой и получистовой обработки сталей |
|
GC4025 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
Резцы |
||
Высокая износостойкость при обработке длинностружечных материалов на высоких скоростях |
ТТ35К10 |
ТТ35К1 МКТС DP100 Guhring |
1550 |
1800 |
|
Резцы |
||
Р20 |
Черновое и получистовое точение, фрезерование, рассверливание литых и кованых заготовок из углеродистых и легированных сталей |
Т14К8 |
Т14К8 МКТС, КЗТС |
1274 |
1325 (89,5) |
|
Резцы, фрезы, сверла
|
|
Универсальный сплав для фрезерования; высокая прочность |
ТТ18К10 |
ТТ18К10 МКТС DP250 Guhring
|
2200 |
1450 |
|
|||
Универсальный сплав для чистовой и получистовой обработки стали |
|
GC4025 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
|||
Продолжение табл. 1.5
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Р |
P25 |
Фрезерование стального литья, ковкого чугуна |
ТТ20К9 |
ТТ20К9 МКТС |
1470 |
(89,0) |
|
Фрезы, резцы
|
Универсальный сплав для фрезерования; высокая прочность |
ТТ18К10 |
ТТ18К10 (МКТС DP250 Guhring |
2200 |
1450 |
|
|||
Точение углеродистых и легированных сталей получистовое |
|
ТТS Widia |
2200 |
1450 |
|
|||
Фрезерование углеродистых и легированных сталей получистовое |
|
ТТМ Widia |
2100 |
1500 |
|
|||
Р30 |
Черновое точение и фрезерование, отрезка поковок, штамповок, отливок по корке и окалине углеродистых и легированных сталей |
Т5К10 |
Т5К10 МКТС
|
1421 |
(88,5) |
|
Резцы, фрезы, развертки |
|
Универсальный сплав для чистовой и получистовой обработки стали |
|
GC4025 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
|||
Р40
|
Тяжелое черновое точение стальных поковок, штамповок, отливок по корке с раковинами, шлаком. Все виды строгания углеродистых и легированных сталей |
Т5К12 ТТ7К12 |
Т5К12 ТТ7К12 МКТС
|
1666 |
1100 (87,0) |
|
Резцы |
|
|
Черновое точение, прерывистое резание, фрезерование по окалине и корке |
Т5К10 |
Т5К10 МКТС
|
1421 |
(88,5) |
|
|
|
|
Точение и фрезерование аустенитных сталей. Высокая стойкость и вязкость |
ТТ12К11 |
ТТ12К11 МКТС DP450 Guhring |
2500 |
1420 |
|
Резцы, фрезы |
|
Чистовая и получистовая обработка жаропрочных и коррозионно-стойких сталей |
|
GC4035 Sandvik |
|
|
Ti (С, N) +Al2O3 |
|||
Р50 |
Тяжелое черновое точение, фрезерование, строгание отливок, штамповок, поковок из углеродистых и легированных сталей |
ТТ7К12 |
ТТ7К12 МКТС, КЗТС |
1666 |
1100 (87,0) |
|
Резцы, фрезы |
Продолжение табл. 1.5
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
М |
М05 |
Чистовая и получистовая обработка твердых легированных и отбеленных чугунов, закаленных, жаропрочных сталей и сплавов на основе титана и вольфрама |
ВК6-ОМ |
ВК6-ОМ МКТС, КЗТС |
1274 |
(90,5) |
|
Резцы, сверла, развертки |
М10 |
Получистовая обработка жаропрочных, аустенитных сталей, закаленных чугунов, бронз |
ВК6М |
ВК6М МКТС, КЗТС |
1421 |
(90,0) |
|
Резцы, фрезы, развертки |
|
Основная марка для обработки коррозионно-стойких сталей |
|
GC2025 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
|||
М20 |
Получистовая обработка жаропрочных, коррозионно-стойких и закаленных сталей. Основная марка для обработки твердых и закаленных чугунов, твердой бронзы |
ВК6М |
ВК6М МКТС |
1421 |
(90,0) |
|
Резцы |
|
Основная марка для обработки коррозионно-стойких сталей |
|
GC2025 Sandvik |
|
|
Ti (С, N) +Al2O3 |
|||
Точение и фрезерование аустенитных сталей |
|
АТ15 Widia |
1900 |
1550 |
|
|||
Получистовое и черновое точение, резьбонарезание и фрезерование заготовок из коррозионно-стойких сталей жаропрочных и титановых сплавов. Высокие скорости резания |
МС221 |
МС221 КЗТС |
|
|
|
Резцы, фрезы |
||
М30 |
Черновое точение, строгание, фрезерование, а также сверление, зенкерование серого чугуна, жаропрочных, коррозионно-стойких сталей |
ВК8 |
ВК8 МКТС |
1666 |
(87,5) |
|
Резцы, фрезы, сверла, зенкеры |
Продолжение табл. 1.5
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Фрезерование, сверление, зенкерование. развертывание, зубофрезерование стали, чугуна; монолитный мелкоразмерный инструмент |
ВК10М |
ВК10М МКТС |
1617 |
(88,0) |
|
Фрезы, сверла, зенкеры, развертки |
|
|
Чистовая и получистовая обработка коррозионно-стойких сталей на средних скоростях |
|
GC2025 Sandvik |
|
|
|
|
|
М40 |
Черновая и получистовая обработка твердых, легированных чугунов, сталей и сплавов на основе титана, молибдена, вольфрама; монолитный мелкоразмерный инструмент |
ВК10-ОМ |
ВК10-ОМ МКТС |
1470 |
(88,5) |
|
Резцы |
Тяжелое черновое точение, строгание, фрезерование стальных поковок, отливок, штамповок по корке с раковинами, шлаком, углеродистых и легированных сталей |
ТТ7К12 |
ТТ7К12 МКТС |
1666 |
(87,0) |
|
Резцы, фрезы |
||
Черновая обработка коррозионно-стойких сталей |
|
GC2025 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
|||
К
|
К01
|
Чистовое точение, нарезание резьб, развертывание серого чугуна, цветных металлов |
ВК3 |
ВК3 (МКТС) |
1176 |
(89,5) |
|
Резцы, развертки, метчики |
Чистовое точение, растачивание, нарезание резьбы, развертывание твердых, легированных чугунов, закаленных сталей |
ВК3М |
ВК3М (МКТС) |
1176 |
(91,0) |
|
Резцы, развертки, метчики |
||
Окончательная обработка чугунов |
|
GC3005 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
Продолжение табл. 1.5
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
|
К10 |
Чистовое и получистовое точение, фрезерование, растачивание, зенкерование чугуна, титана и его сплавов, цветных металлов |
ВК4 |
ВК4 МКТС |
1519 |
(89,5) |
|
Резцы, фрезы, зенкеры |
||
Основная марка для отливок легированных сталей |
ВК6 |
ВК6 МКТС ТНМ Widia |
2000 |
1600 |
|
Резцы |
||||
Чистовая и получистовая обработка чугунов |
|
GC3015 Sandvik |
|
|
Ti (С, N) +Al2O3 +TiN |
|||||
К20 |
Черновое и получистовое точение, фрезерование, растачивание, нарезание резьб, зенкерование в сером чугуне, цветных металлах и их сплавах |
ВК6 |
ВК6 МКТС |
1519 |
(88,5) |
|
Резцы, фрезы, зенкеры метчики |
|||
Чистовая и получистовая обработка чугуна |
ВК6М |
ВК6 МКТС ТНМ Widia |
1421 |
(90,0) |
|
Резцы |
||||
К30 |
Черновое точение, строгание, фрезерование, сверление, зенкерование серого чугуна цветных металлов, труднообрабатываемых сталей и сплавов |
ВК8 |
ВК8 МКТС |
1666 |
(87,5) |
|
Резцы, сверла, фрезы, зенкеры |
|||
Черновая обработка чугунов |
ВК9 |
ВК9 МКТС THR Widia |
2350 |
1450 |
|
Резцы |
||||
Черновая обработка сталей и чугунов |
Т2К10 |
Т2К10 (МКТС) DK350F Guhring |
3600 |
1590 |
|
Резцы |
||||
Таблица 1.6
Физико-химические свойства минералокерамики
Минерало-керамика |
Вид |
Плотность, кг/м3 |
Твердость, НRА |
Предел прочности при изгибе, МПа |
Область применения |
ЦМ-332 |
Оксидная |
3,85 |
90 |
330-440 |
В виде пластин с механическим креплением |
ВШ |
Оксидная |
- |
- |
550-660 |
|
В3 |
Оксидно-карбидная |
4,5-4,6 |
92-94 |
495-770 |
|
ВОК-60 |
Оксидно-карбидная |
4,2-4,3 |
92-94 |
660-825 |
|
ВОК-63 |
Оксидно-карбидная |
- |
92-93 |
715-825 |
Таблица 1.7
Основные характеристики и область применения сверхтвердых синтетических материалов
-
Марка
Состав
Твердость HV, Па
Область применения
1
2
3
4
Эльбор Р (К01)
КНБ
До 80000
Чистовая обработка закаленных сталей с 40–63 HRC, чугунов
Гексанит К01, К10, К10Д
КНБ
60000
Чистовая обработка закаленных сталей с 40–63 HRC, чугунов, твердых сплавов
Композит 05
КНБ+Al2O4
45000
Получистовая обработка чугунов, в том числе отбеленных и других материалов, дающих стружку надлома
Силинит
Si3N4,
Al2O3 и другие добавки
До 90 HRА
-
Элементы резца
Резец (рис.1.3) состоит из двух основных частей: головки и стержня (тела). Головка резца является рабочей частью. Стержень служит для закрепления резца в резцедержателе.
Рабочую часть резца выполняют из инструментальных материалов, а державку (стержень) – из конструкционных сталей: стили 45 или стали 50, легированной стали 40Х. В промышленности применяются также цельные резцы, когда головка и стержень резца изготавливаются полностью из инструментальных материалов.
Рабочая часть резца (головка) ограничена следующими поверхностями: передней 1, по которой сходит срезаемая стружка; задними (главной 2 и вспомогательной 3), обращенных к обрабатываемой детали.
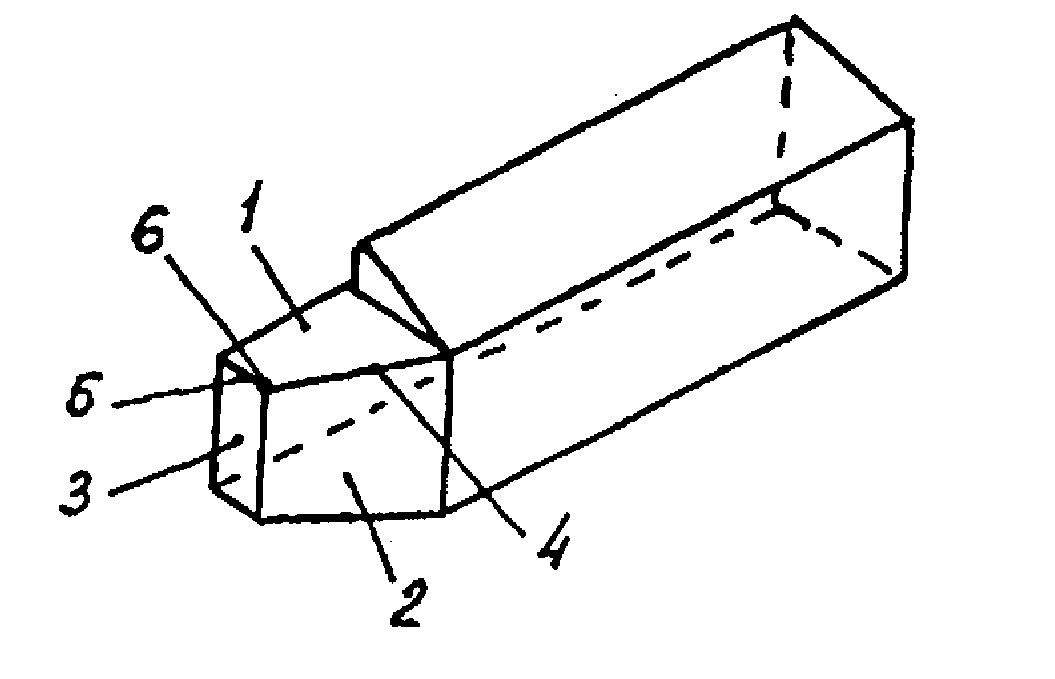
Рис. 1.3. Элементы резца
Пересечение передней и задних поверхностей образует две режущие кромки: главную 4 , выполняющую основную работу резания, и вспомогательную 5. Место сопряжения главной и вспомогательной режущих кромок образует вершину резца 6.