

Методические указания по выполнению работы
1. Подготовить станок к обработке партии деталей (выполняется лаборантом или преподавателем).
2. Обработать 50 деталей.
3. Замерить детали по требуемому размеру. Данные измерений занести в табл. 10.1 (Приложение 10).
4. Обработать данные измерений (п. 2.2).
5. Составить отчет.
Таблица 10.1
Значение мгновенного рассеяния (Δm, км) при обработке заготовок на токарно-револьверных станках, станках-автоматах и станках с чпу [14]
-
Размер,
мм
Значения Δm
Жесткость системы, кгс/мм
Сила, кгс
600–1000
1000–1500
1500–2000
6–10
34
22
11
До 5
36
23
12
5–12
38
24
13
12–20
12–18
40
25
12
До 5
42
26
13
5–12
44
27
14
12–20
18–30
46
28
13
До 5
48
29
14
5–12
50
30
15
12–20
30–50
52
31
14
До 5
54
32
15
5–12
56
33
16
12–20
Таблица 10.2
Предельные погрешности мерительного инструмента
Наименование прибора и инструмента |
Концевые меры |
Интервал размеров |
|||
Разряд |
Класс точности |
1–10 |
10–50 |
50–80 |
|
Предельные погрешности, мкм |
|||||
Рычажная скоба с ценой деления 0,002 мкм |
5 |
2 |
2,4 |
3,0 |
3,6 |
Микрометр с ценой деления 0,01 |
|
|
|
4,0 |
|
11. Анализ точности фрезерования при обработке лысок
Более полное представление о факторах, определяющих ожидаемую точность обработки на настроенных станках, дает анализ структурных связей [14, 17, 23]. В общем виде структурные связи при механической обработке можно представить графом рис. 11.1.
Все необходимые пояснения к схеме приведены в лекционном материале, а также в [13, 16, 22].
Величина погрешности обработки определяется в числе прочих параметров и выбранной схемой наладки:
- наладка с выверкой заготовки;
- наладка с выверкой приспособления по установочному элементу;
- наладка без выверки.
В рассматриваемом варианте приспособления наладка выполняется в соответствии с рис. 11.2 по размерам Н или Н1.
При обработке в призме наибольшей по величине будет погрешность установки заготовки, определяемая погрешностью диаметра Тd базовой поверхности, а также геометрическими параметрами призмы.
Расчет погрешности установки сводится к решению геометрической задачи.
Исходной базой для операционного размера А при снятии лыски на валике, имеющем диаметр d–Td и установленном на призму, служит точка В валика (рис. 11.3).
Из уравнения цепи
![]() (11.1)
(11.1)
находим
![]() .
(11.2)
.
(11.2)
Так как
![]() ;
;
![]() ;
;
![]() ,
,
получим
![]() .
(11.3)
.
(11.3)
Нетрудно установить, что в этом случае погрешность размера А1 составит
![]() ,
а
,
а
![]() .
(11.4)
.
(11.4)
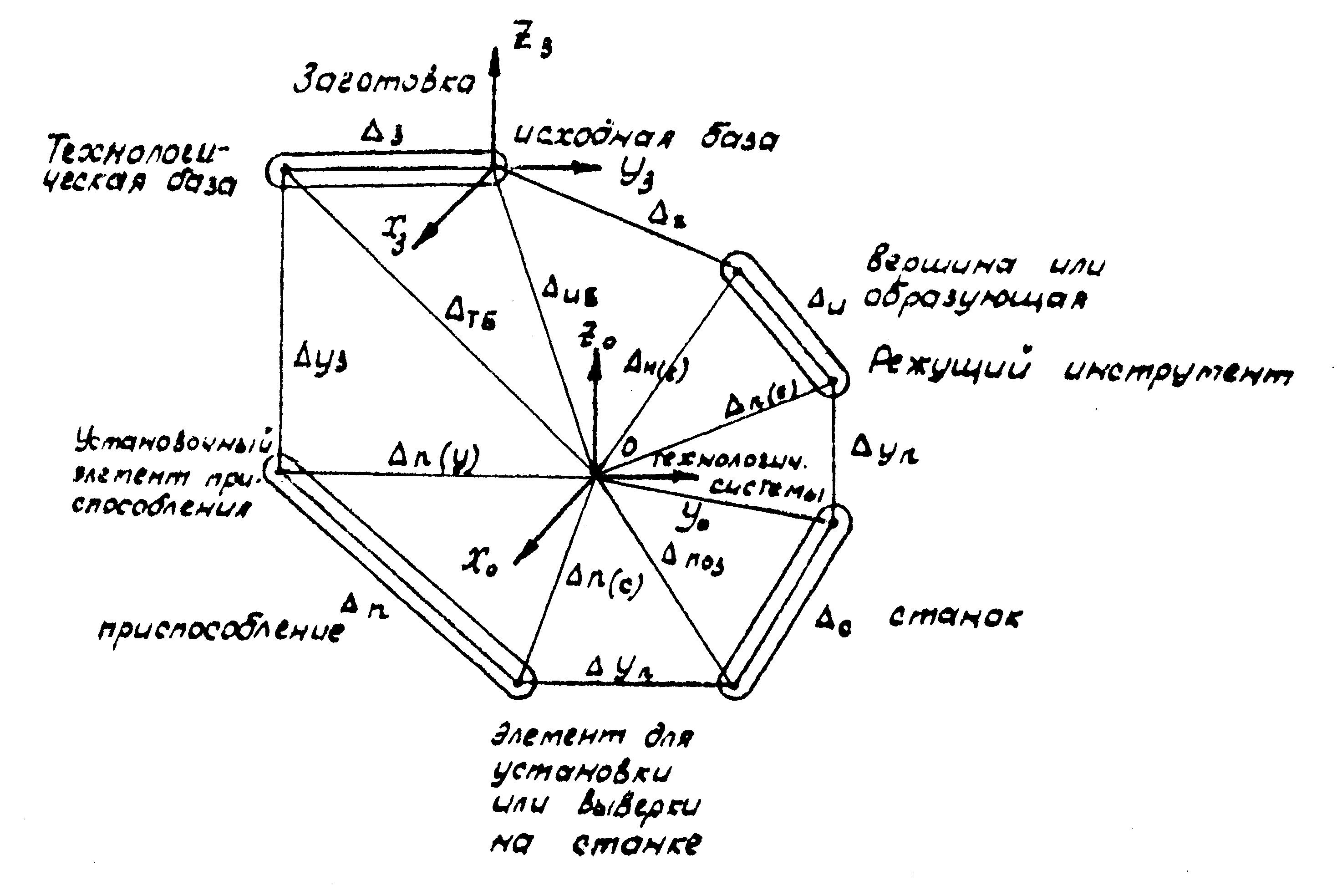
Рис. 11.1. Структурные связи в технологической системе фрезерного станка
Установив
в соответствии со структурной схемой
технологической системы составляющие
погрешности
![]() фрезерования лыски, вычислить ожидаемую
точность
Σ
обработки на настроенном станке
фрезерования лыски, вычислить ожидаемую
точность
Σ
обработки на настроенном станке
Σ
=
![]() ,
(11.5)
,
(11.5)
где Кс – коэффициент, учитывающий величину динамической погрешности.
Для чистого фрезерования Кс = 0,6–0,8.
Лабораторная работа № 11. Анализ точности фрезерования при обработке лысок
Цель и задачи работы – изучить влияние установки деталей в приспособление на точность обработки и найти способ обеспечения заданного допуска, выполнить соответствующие расчеты, оформить отчет по работе.