

Лабораторная работа № 8. Изучение конструкции и геометрии фасонных резцов
Цель и задачи работы – ознакомиться с конструкцией и геометрическими параметрами круглого фасонного резца, измерить конструктивные и геометрические параметры фасонного резца, произвести расчет диаметральных размеров детали, обработанной данным резцом. Данные расчеты занести в таблицу (Приложение 8), подготовить отчет по работе.
Применяемые оборудование, инструменты, приборы
Для выполнения работы необходимы:
набор фасонных резцов;
инструментальный микроскоп;
микрометр;
штангенциркуль.
Методические указания по выполнению работы
Ознакомиться с конструкцией круглого фасонного резца [4, 25, 30].
Составить эскиз профиля резца с обозначением всех узловых точек.
Измерить конструктивные и геометрические параметры фасонного резца.
Для этого фасонный резец устанавливается на предметный стол инструментального микроскопа таким образом, чтобы его ось располагалась строго горизонтально и параллельно продольному перемещению предметного стола (резец устанавливается на предметный стол на пластилин).
После включения и настройки микроскопа перемещением стола (путем вращения микровинтов) подвести одну из точек профиля в перекрестке рисок окуляра. Обычно за эту точку принимают точку, расположенную на наибольшем диаметре фасонного профиля (рис. 8.3).
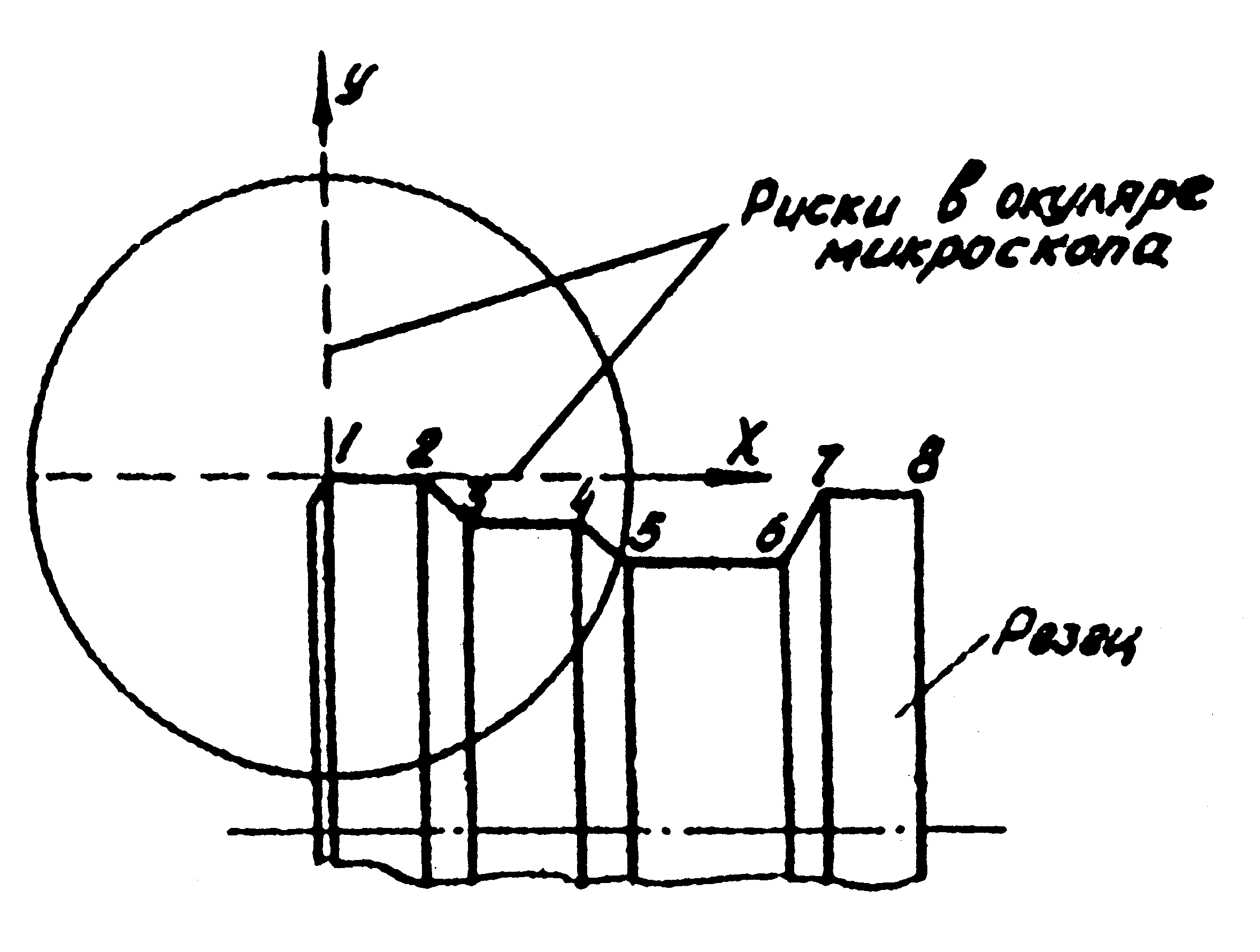
Рис. 8.3. Профиль фасонного резца
После того как узловая точка профиля, лежащая на большем радиусе профиля, совмещена с перекрестием рисок окуляра, следует зафиксировать положение этой точки путем отсчета показаний на барабанах микровинтов стола и записать эти данные в табл. 1 приложения. Одно деление отсчетного барабана составляет 0,01 мм. Далее, перемещая стол микроскопа и совмещая характерные точки профиля резца с перекрестием окуляра, снять показания с отсчетных барабанов и занести в таблицу приложения 1. Затем подсчитываются фактические размеры профиля резца.
Сложный криволинейный профиль необходимо произвольно разбить на несколько участков и замерить координаты полученных точек профиля.
Начальная точка профиля, лежащая на наибольшем радиусе профиля, принимается за начало координат, относительно которых определяется местонахождение всех других точек профиля. Диаметральный размер для этой начальной точки замеряется микрометром или штангенциркулем.
Имея радиус резца для начальной точки профиля и данные по замеру профиля, рассчитывают остальные радиусы резца во всех характерных точках профиля.
4. Произвести расчет диаметральных размеров детали, обработанной фасонным резцом.
Минимальный диаметр профиля детали и задний угол резца задаются преподавателем (можно принять d1 = 40 мм, α1 = 8).
Для расчета профиля детали, обработанной данным резцом, необходим размер hр (рис. 8.4).
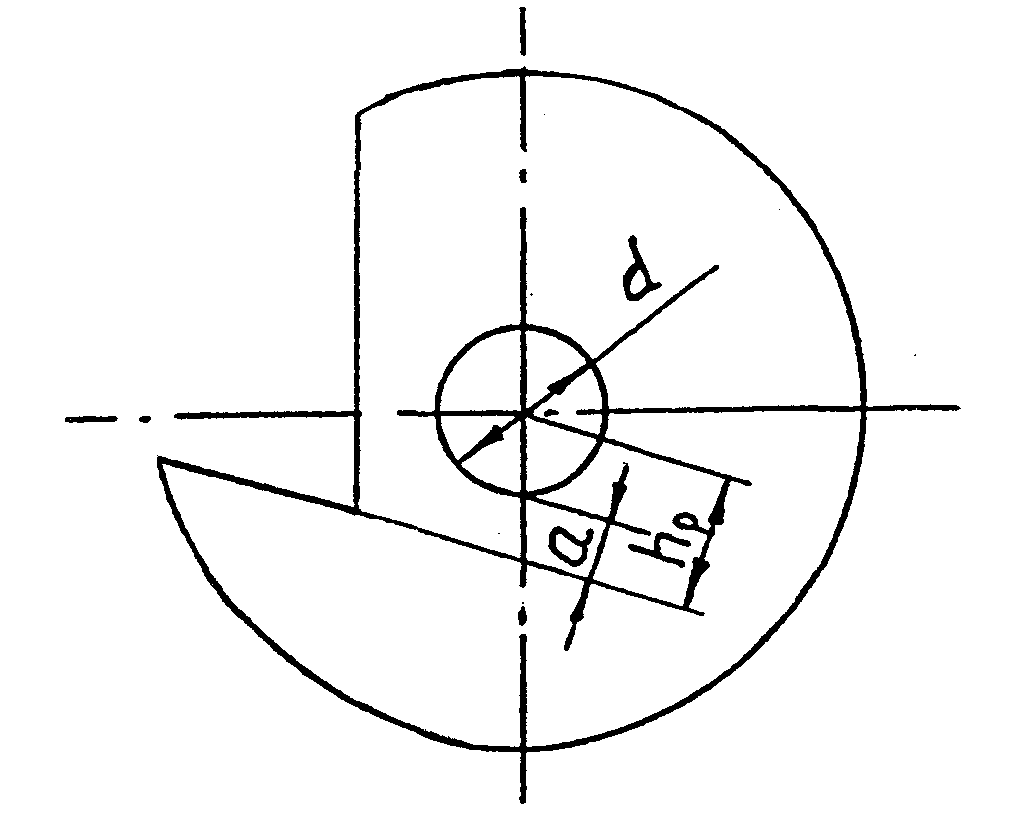
Рис. 8.4. К определению профиля детали
Размер hр определяется из следующего равенства:
![]() ,
(8.1)
,
(8.1)
где d – диаметр отверстия резца, мм;
а – расстояние от линии передней поверхности до отверстия резца, мм.
Диаметр отверстия резца измеряется штангенциркулем или на микроскопе. Величина а измеряется на микроскопе. Для этого резец устанавливается торцом на столе микроскопа так, чтобы горизонтальная риска окуляра совпадала с линией передней поверхности. Затем, перемещая стол микроскопа, подвести горизонтальную риску до касания с отверстием. Разность показаний на отсчетном барабане и даст величину а.
Далее производится расчет диаметральных размеров детали.
Величина
любого искомого радиуса детали rx
(Приложение 8) определяется из
![]() :
:
![]() ,
(8.2)
,
(8.2)
где
![]() .
(8.3)
.
(8.3)
Величина переднего угла определяется из соотношения
![]() ,
(8.4)
,
(8.4)
где
α1
– задан (8),
а угол ε1
определяется
из
![]() :
:
![]() .
(8.5)
.
(8.5)
Теперь необходимо определить величину А:
Ах = А1 + Сх. (8.6)
Величина
А1
определяется из
![]() :
:
![]() .
(8.7)
.
(8.7)
Величина Сх определяется из соотношения
Сх = В1 – Вх. (8.8)
Величина
В1
находится из
![]() ,
а Вх
– из
,
а Вх
– из
![]() :
:
В1 = R1 · cos ε1, В1 = R1 · cosε1; (8.9)
![]() .
(8.10)
.
(8.10)
Подставив величины В1 и Вх в уравнение (8.8), определим Сх. Подставив Сх и А1 в уравнение (8.6), определим Ах.
Зная величину Ах и hu, из уравнения (8.2) рассчитывают Zx. Для упрощения расчета искомых радиусов узловых точек профиля исходные формулы сведены в табл. 2 (Приложение 8).
5. Составить эскиз профиля детали, обработанной данным резцом. Для этого необходимо рассчитать координаты характерных точек профиля детали как разность между rx–rmin (rmin соответствует d1).
Контрольные вопросы
Каковы преимущества круглых фасонных резцов?
От чего зависит величина заднего угла круглого фасонного резца?
Когда необходимы коррекционные расчеты профиля резца?
По какой поверхности производится заточка фасонного резца?
Чем отличается профиль детали от профиля резца?