

7. Конструкция и геометрия протяжек
Протяжки являются высокопроизводительным режущим инструментом, применяемым для обработки внутренних и наружных поверхностей деталей в условиях серийного и массового производства. Они обеспечивают получение точности до 7–9 квалитета и до 9 класса шероховатости обработанной поверхности [12, 13, 21, 29].
Высокая производительность протягивания объясняется тем, что в работе одновременно участвует несколько режущих зубьев, обеспечивающих большую суммарную длину режущих кромок.
По характеру обрабатываемых поверхностей протяжки разделяют на внутренние и наружные. Внутренние протяжки обрабатывают отверстия (круглые, прямобочные шлицевые, с треугольными шлицами, с эвольвентными шлицами, шпоночные пазы, гранные отверстия).
Наружные протяжки предназначены для обработки плоскостей и фасонных поверхностей.
По конструкции все протяжки разделяются на цельные, составные и сборные.
Конструктивные и геометрические параметры протяжек
для обработки отверстий
Конструктивные элементы протяжки для обработки отверстия (рис. 7.1):
Хвостовик – ℓ1. Он служит для закрепления протяжки в патроне протяжного станка. Форма хвостовика зависит от вида протяжки и используемого протяжного станка.
Шейка – ℓ2.
Передняя направляющая часть с направляющим конусом ℓ3. Она служит для установки и центрирования заготовки перед протягиванием.
Режущая часть ℓ4 состоит из режущих зубьев, которые постепенно увеличиваются в размере по диаметру, т.е. высота каждого последующего зуба больше высоты предыдущего зуба на величину подъема на зуб Sz.
Калибрующая часть ℓ5. Она окончательно формирует профиль детали. Калибрующие зубья имеют постоянный диаметр, равный диаметру последнего режущего зуба.
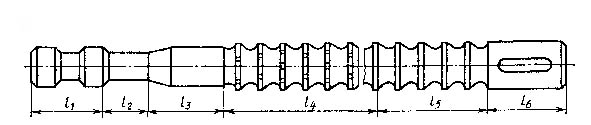
Рис. 7.1. Конструктивные элементы круглой протяжки
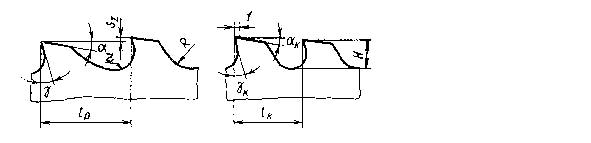
а б
Рис. 7.2. Форма режущих (а) и калибрующих (б) зубьев протяжки
Задняя направляющая часть ℓ6. Она служит для направления протяжки при работе последними зубьями.
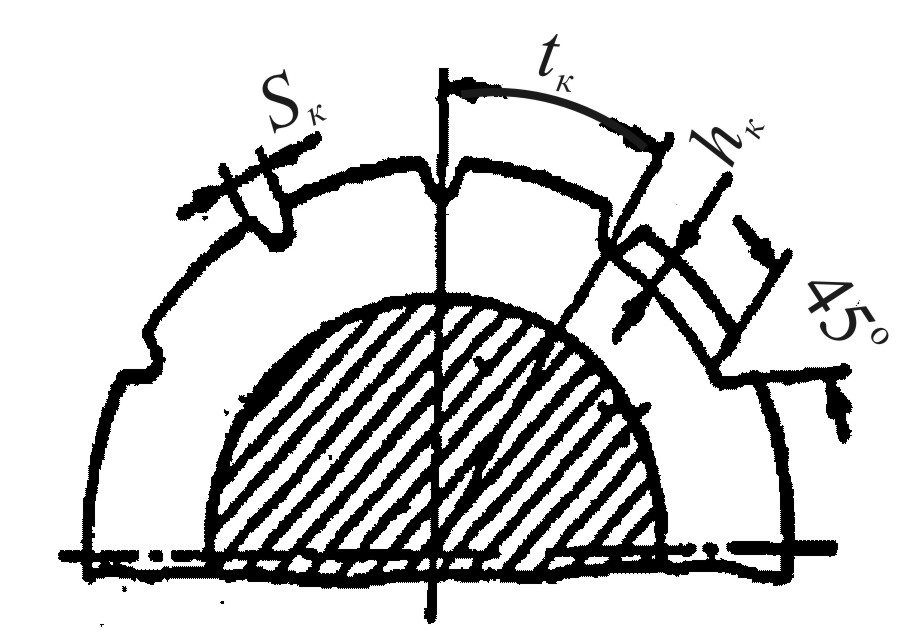
Рис. 7.3. Форма канавок для дробления стружек
Для повышения точности обработки и класса шероховатости обработанной поверхности между режущими и калибрующими зубьями изготавливают переходные (зачищающие) зубья с уменьшенным подъемом на зуб Sz до 0,01–0,02 мм.
Круглая протяжка снимает припуск на диаметр А:
А = D–D0, (7.1)
где D – диаметр протянутого отверстия, мм;
D0 – диаметр предварительного отверстия, мм.
Величина припуска под протягивание зависит от длины и диаметра протянутого отверстия и характера предварительной обработки отверстия.
Число режущих зубьев Zp круглой протяжки подсчитывается по формуле
 (7.2)
(7.2)
Число зачищающих зубьев Zзач берется равным 3–4.
Конструкция зуба протяжки характеризуется следующими параметрами: шагом зубьев t, высотой зуба H, величиной затылка b и радиусом канавки r (рис. 7.2).
Указанные параметры подсчитываются по формулам
![]() ; (7.3)
; (7.3)
![]() ; (7.4)
; (7.4)
![]() ; (7.5)
; (7.5)
![]() , (7.6)
, (7.6)
где m – коэффициент, равный 1,25–1,5 и зависящий от длины протягиваемого отверстия;
ℓ – длина протягиваемого отверстия, мм.
После определения параметров зуба протяжки производят проверку вмещаемости стружки в стружечной канавке по формуле
![]() , (7.7)
, (7.7)
где Kmin – минимальный коэффициент заполнения стружечной канавки;
Fk – площадь активной части стружечной канавки, мм2.
ℓ ·Sz – площадь продольного сечения стружки, мм2.
Принимаем
![]() .
.
Коэффициент заполнения стружечной канавки зависит от подъема на зуб Sz и материала детали и изменяется от 1,5 до 4,5 (табл. 7.1).
Таблица 7.1