

Контрольные вопросы
Какие типы долбяков, какие классы и степени точности предусмотрены стандартом?
Что такое исходное сечение долбяка?
Какие существуют способы замера толщины зуба и основного шага долбяка?
Чем ограничивается предел стачивания долбяка?
6. Конструкция и геометрия червячных модульных фрез
Червячная модульная фреза предназначена для нарезания на специальных зубофрезерных станках цилиндрических зубчатых колес с прямыми и косыми зубьями, червячных и конических колес с криволинейными зубьями [3, 5, 10, 25].
При изготовлении цилиндрического колеса с прямыми и косыми зубьями применяют цилиндрические червячные фрезы, которые при своем вращении в поступательном движении вдоль оси нарезаемого колеса воспроизводят на нем эвольвентный профиль зубьев. Червячная фреза в процессе работы кинематически связана с нарезаемым колесом, представляет собой сцепленные колесо и червяк.
Червячная фреза принадлежит к группе фрез с затылованным зубом, т.е. у нее режущий зуб по задней поверхности очерчен по архимедовой спирали (рис. 6.1), обеспечивающей постоянство профиля режущих кромок после переточки.

Рис. 6.1. Определение основных параметров червячной модульной фрезы
Червячные фрезы для нарезания цилиндрических колес изготавливают по ГОСТ 6637-80 трех видов и четырех классов точности. Тип 1 представляет цельные фрезы прецизионного класса точности АА, а тип 2 – цельные фрезы общего назначения классов точности А, В и С [3].
Фрезы типа 1 изготавливают для модулей m=1–10 диаметром dao=70–225 мм Фрезы типа 2 изготавливают для модулей m=1–12 диаметром dao=63–180 мм.
Тип III включает сборные фрезы общего назначения классов точности А, В и С, по стандарту изготавливаются для модулей m = =10+20 мм, диаметром dao=180+250 мм, z = 8.
Лабораторная работа № 6. Изучение конструкции
и геометрии червячных модульных фрез
Цель и задачи работы – изучение назначения, конструкции и геометрии червячных модульных фрез. В процессе работы получить определенные навыки измерения конструктивных и геометрических параметров червячных модульных фрез, выполнить соответствующие расчеты и оформить отчет по работе (Приложение 6).
Применяемые оборудование, инструменты, приспособления
Для выполнения работы необходимы:
червячная фреза модульная;
делительная головка;
индикатор со стойкой;
штангенциркуль, штангензубомер.
Методические указания по выполнению работы
При
измерении геометрических и конструктивных
параметров червячной модульной фрезы
придерживаются следующего порядка.
Модуль фрезы m,
угол профиля фрезы α0,
а также материал, из которого изготовлена
фреза, обозначены на торце измеряемой
фрезы. Наружный (dao)
и внутренний (d)
диаметры, диаметр буртиков (D1)
и впадин зубьев (![]() ),
длинновые размеры фрезы и размеры
шпоночного паза измеряют штангенциркулем.
),
длинновые размеры фрезы и размеры
шпоночного паза измеряют штангенциркулем.
Толщину зуба Son в нормальном сечении измеряют специальным зубомером (рис. 6.2). Для этого вертикальный упор I зубомера устанавливается на высоте головки зуба, равной 1,25m. Боковые ножки 2 зубомера измеряют толщину зуба Son. Величина затылования К определяется при помощи делительной головки по схеме, приведенной на рис. 6.3. Фреза 2 с оправкой устанавливается в делительной головке и закрепляется.
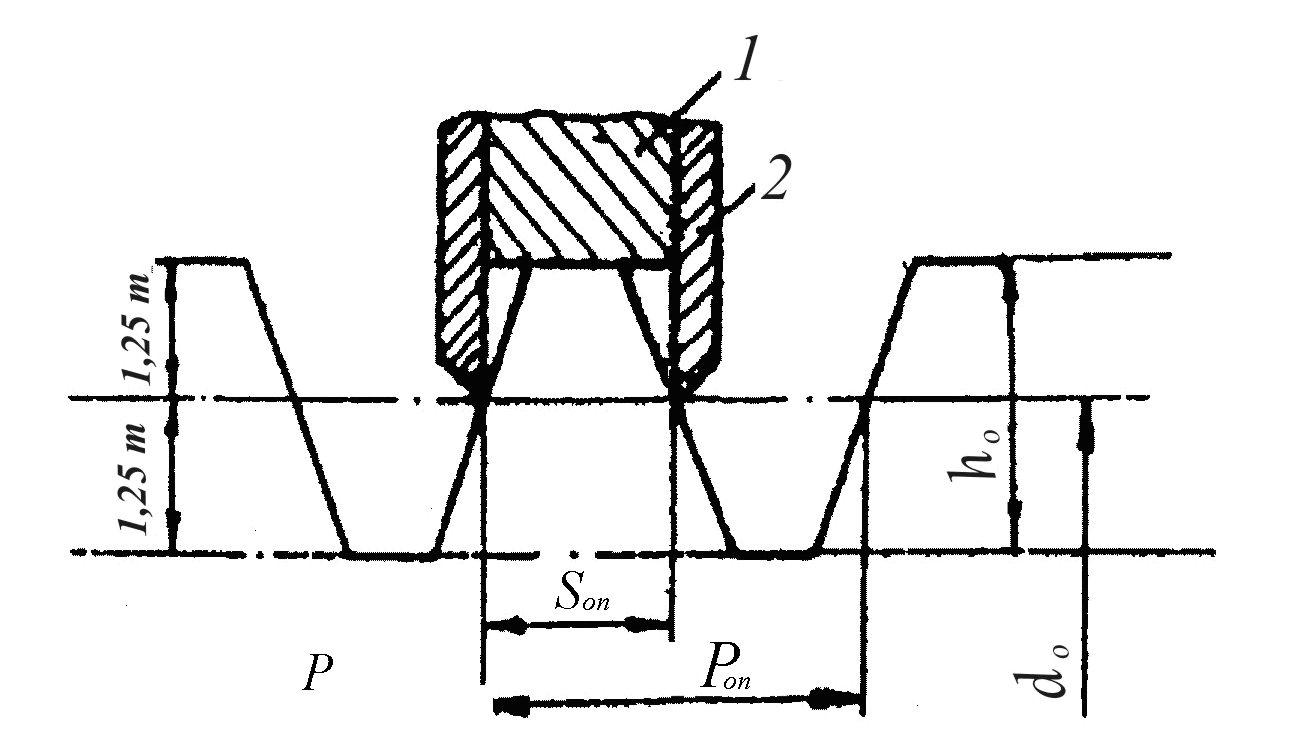
Рис. 6.2. Схема измерения толщины зуба Son

Рис. 6.3. Схема определения спада затылка зуба фрезы
Затем
производится поворот фрезы на некоторый
угол 1=
=10–15º. При этом ножка индикатора I
фиксирует падение затылка на величину
![]() .
Если же фрезу повернуть на угол, равный
.
Если же фрезу повернуть на угол, равный
![]() ,
можно подсчитать величину К
по формуле
,
можно подсчитать величину К
по формуле
![]() .
(6.1)
.
(6.1)
Если же фреза имеет двойное затылование, то величина второго затылка К1 находится аналогично, только ножка индикатора устанавливается в точках начала К1, на задней поверхности фрезы.
Остальные параметры фрезы определяются по формулам, приведенным в приложении. Результаты измерений и расчетов заносятся в таблицу приложения. Расчеты выполняются аккуратно и служат приложением к таблице. В рабочем чертеже червячной фрезы необходимо привести технические требования на изготовление, материал и его твердость, чистоту обработки и другие согласно ГОСТ 6637-80.