

5. Конструкция и геометрия долбяков для нарезания
прямозубых колес
Долбяки предназначены для нарезания зубьев цилиндрических прямозубых и косозубых зубчатых колес внешнего и внутреннего зацепления [2, 7, 9, 22].
Схема нарезания зубьев колес показана на рис. 5.1
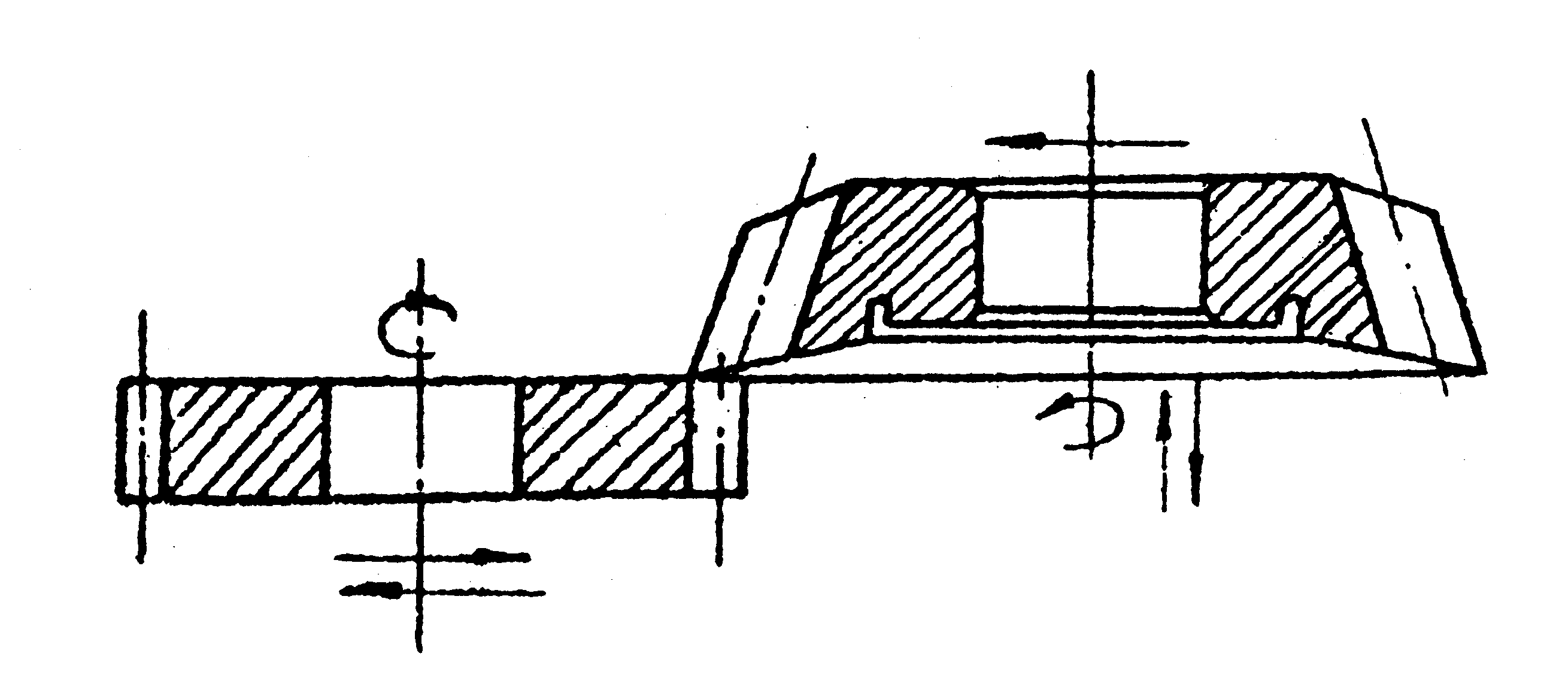
Рис. 5.1. Схема нарезания зубьев колес
Дисковый долбяк для прямозубых колес представляет собой (рис. 5.2) корригированное зубчатое колесо, снабженное передним и задним углами.

Рис. 5.2. Конструктивные и геометрические параметры долбяка
Для создания заднего угла на вершинах и боковых сторонах зубьев коррекция долбяка в сечениях, перпендикулярных его оси, сделана переменной.
Для увеличения точности нарезаемых колес и долговечности долбяка при переточках его исходное или расчетное сечение (а) располагается на некотором расстоянии от переднего торца. В расчетном сечении смещение исходного контура равно нулю, т.е. толщина зуба будет равна соответствующему размеру исходного контура инструментальной рейки.
Государственный стандарт (ГОСТ 9323-79) включает пять типов долбяков для прямозубых и косозубых цилиндрических колес.
Тип 1. Долбяки дисковые прямозубые классов точности АА, А и В.
Тип 2. Долбяки дисковые косозубые классов точности А и В.
Тип 3. Долбяки чашечные прямозубые классов точности АА, А и В.
Тип 4. Долбяки хвостовые прямозубые класса точности В.
Тип 5. Долбяки хвостовые косозубые класса точности В.
Рекомендуется:
класс АА – для колес 6-й степени точности;
класс А – для колес 7-й степени точности;
класс В – для колес 8-й степени точности.
Обозначение элементов долбяка:
z – число зубьев долбяка;
d0 – диаметр окружности выступов;
d – диаметр делительной окружности;
dв – диаметр основной окружности;
df – диаметр окружности впадин;
di – диаметр выточки;
d1 – посадочный диаметр;
b – высота долбяка;
b1 – ширина ступицы;
α – угол исходного профиля;
αb– задний угол по вершинам зубьев;
![]() – задний
угол в плоскости, касательной к основному
цилиндру (угол на боковых сторонах
зубьев в нормальном сечении);
– задний
угол в плоскости, касательной к основному
цилиндру (угол на боковых сторонах
зубьев в нормальном сечении);
γ – передний угол;
αи – профильный угол долбяка;
m – модуль;
Р0 – основной шаг;
hао – высота головки зуба;
h![]() – коэффициент высоты головки зуба
долбяка;
– коэффициент высоты головки зуба
долбяка;
S – толщина зуба по хорде делительной окружности;
а – исходное расстояние;
Х0 – коэффициент радиального смещения исходного профиля.
Измерение основного шага Р0 долбяка на инструментальном микроскопе
Микроскоп должен быть предварительно настроен так, чтобы горизонтальная линия окуляра Х–Х совпадала с продольным перемещением столика (на шкале угловых поворотов сетки должно быть установлено 0º0').
Далее долбяк устанавливается на столике микроскопа так, чтобы вертикальная линия окуляра I–I была касательна к линии профиля зуба (точка А на рис. 5.3).
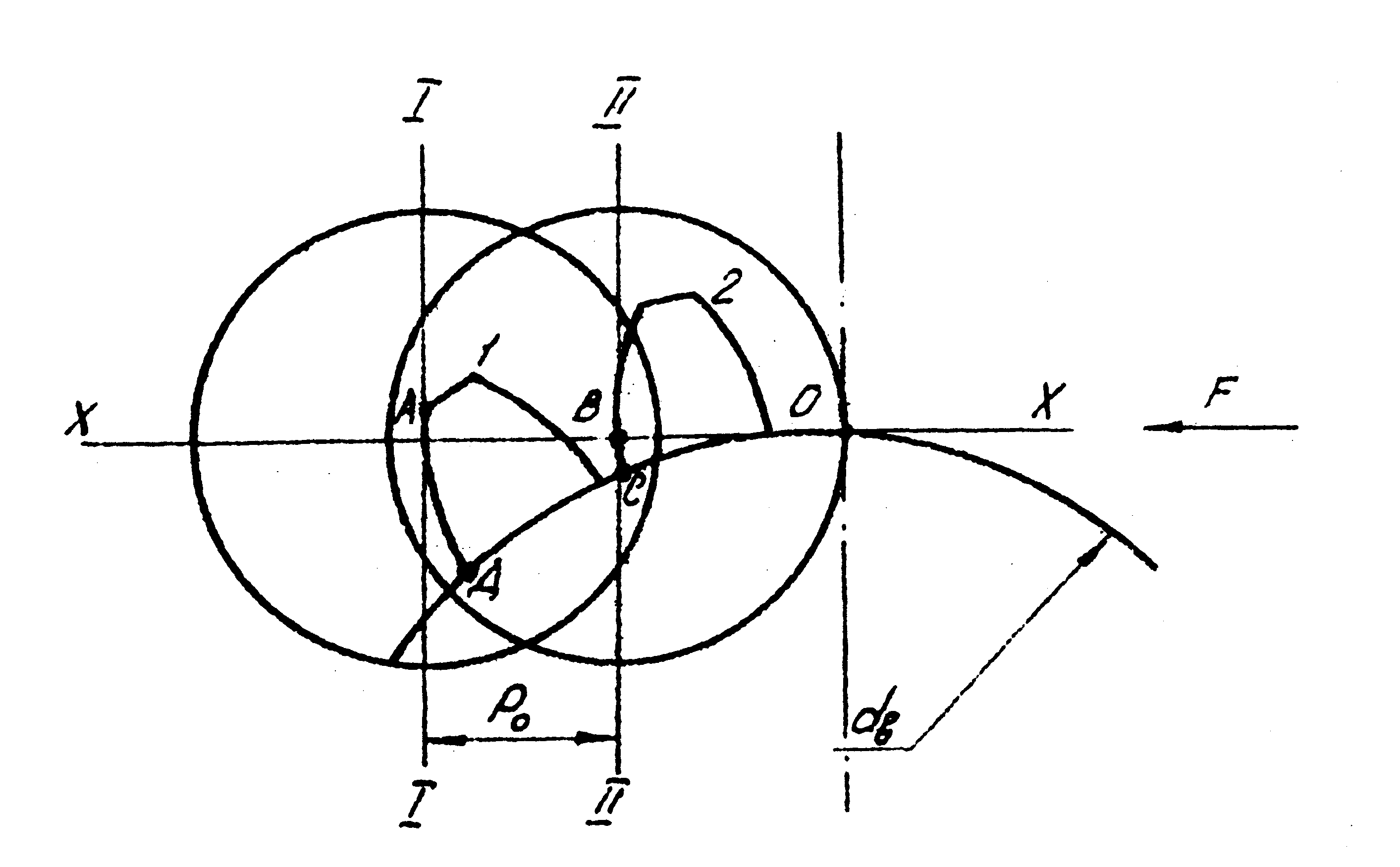
Рис. 5.3. Измерение осевого шага долбяка на инструментальном микроскопе
Линия Х–Х в этом случае будет нормалью к эвольвенте зуба и касательной к основной окружности.
Расстояние АВ равно основному шагу Р0. Перемещают столик в положение II–II, в котором вертикальная линия окуляра становится касательной к линии профиля соседнего зуба 2. Разность показаний микрометрического винта в положениях II–II и I–I равна величине основного шага Р0.
Измерение толщины зуба по делительной окружности при помощи штангензубомера
Высотная линейка штангензубомера по шкале D устанавливается на размер hаo и закрепляется винтом. Далее, приложив штангензубомер к зубу долбяка (рис. 5.4, а), определяют по шкале величину хорды S. Величина hco определяется по формуле
![]() );
(5.1)
);
(5.1)
 ,
(5.2)
,
(5.2)
где
![]() – задний угол в сечении зуба по делительной
окружности:
– задний угол в сечении зуба по делительной
окружности:
![]() .
(5.3)
.
(5.3)
Измерение толщины зуба по делительной окружности
на инструментальном микроскопе
Долбяк должен быть установлен на столике микроскопа так, чтобы горизонтальная линия окуляра совмещалась с вершиной зуба (положение I–I, рис. 5.4, б). Далее отмечают показания лимба поперечного перемещения столика и перемещают его в положение II–II на величину hаo, измеряя ее с помощью лимба поперечных перемещений.
Совместив затем перекрестки окуляра с профилем зуба, продольным перемещением столика замеряют показания его лимба в точках B и C. Разность между этими показаниями даст величину хорды S. Измеренный шаг сравнить с расчетным. Измерения провести не менее 3-х раз. Окончательный результат определяется как средне-арифметическое 3-х измерений.
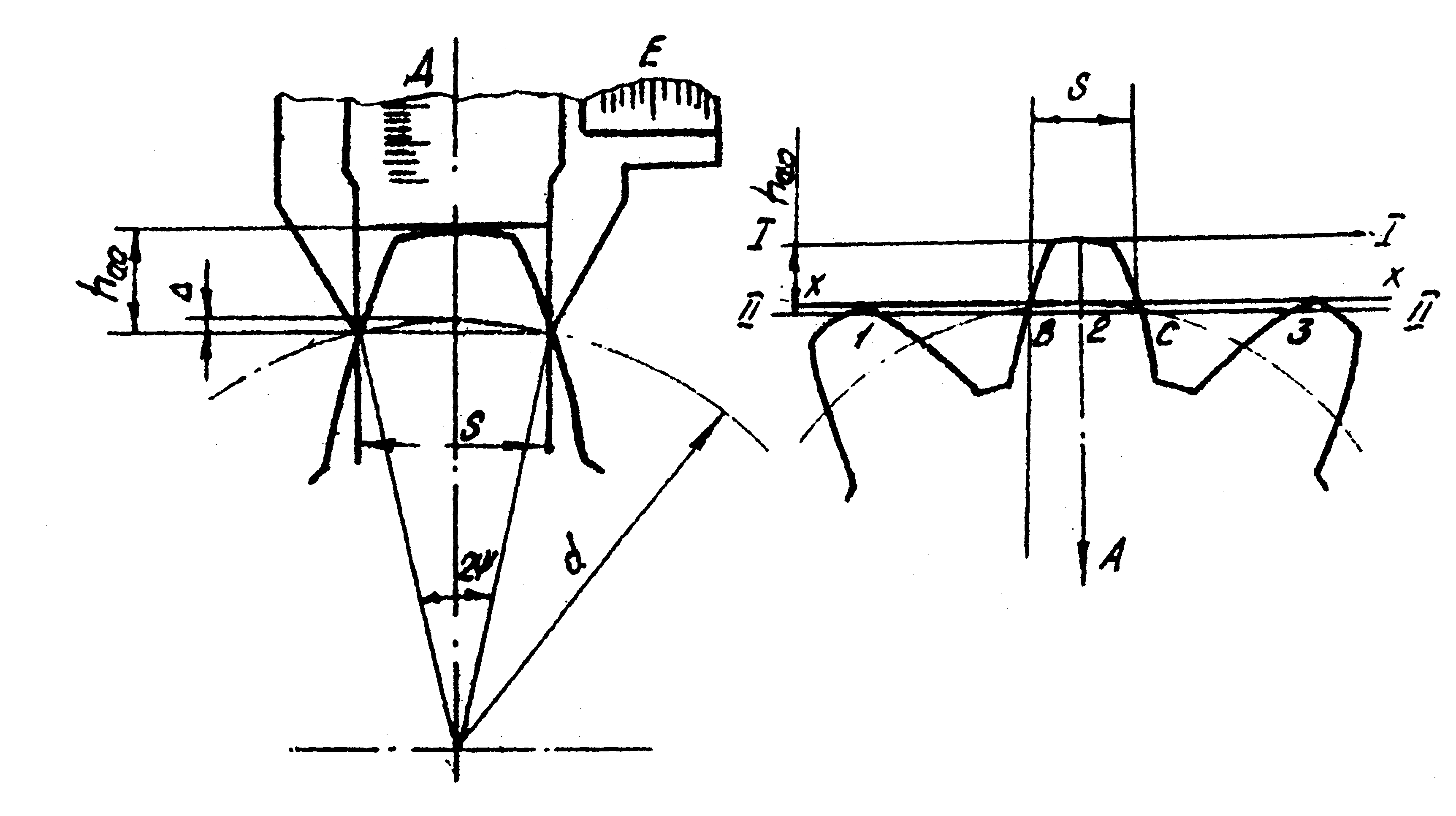
а б
Рис. 5.4. Измерение толщины зуба долбяка по делительной окружности
Лабораторная работа № 5. Изучение конструкции
и геометрии долбяков
Цели и задачи работы – изучение назначения, конструкции и геометрии долбяков. В процессе работы получить определенные навыки измерения конструктивных и геометрических параметров долбяков, выполнить соответствующие расчеты и оформить отчет по работе (Приложение 5).
Применяемые оборудование, инструменты, приспособления
Для выполнения работы необходимы:
долбяк зуборезный дисковый;
микроскоп инструментальный;
штангензубомер;
штангенциркуль (с точностью 0,05 мм);
угломер универсальный;
ГОСТ 9323-79. Долбяки зуборезные чистовые.
Методические указания по выполнению работы
Измерение диаметров выступов dа, впадины df, посадочного d1, диаметра d2, высоты долбяка b и ширины ступицы b1 производится штангенциркулем (рис. 5.1). При нечетном числе зубьев долбяка диаметр выступов определяется по формуле
 (5.4)
(5.4)
где А – размер наибольшей хорды.
Величина d1 должна быть уточнена в соответствии со стандартным значением (31,733 или 44,443).
Измерение заднего угла по вершинам зубьев αb и переднего угла γ производится с помощью угломера (рис. 5.5 и 5.6) или подсчитывается по формуле
![]() .
(5.5)
.
(5.5)
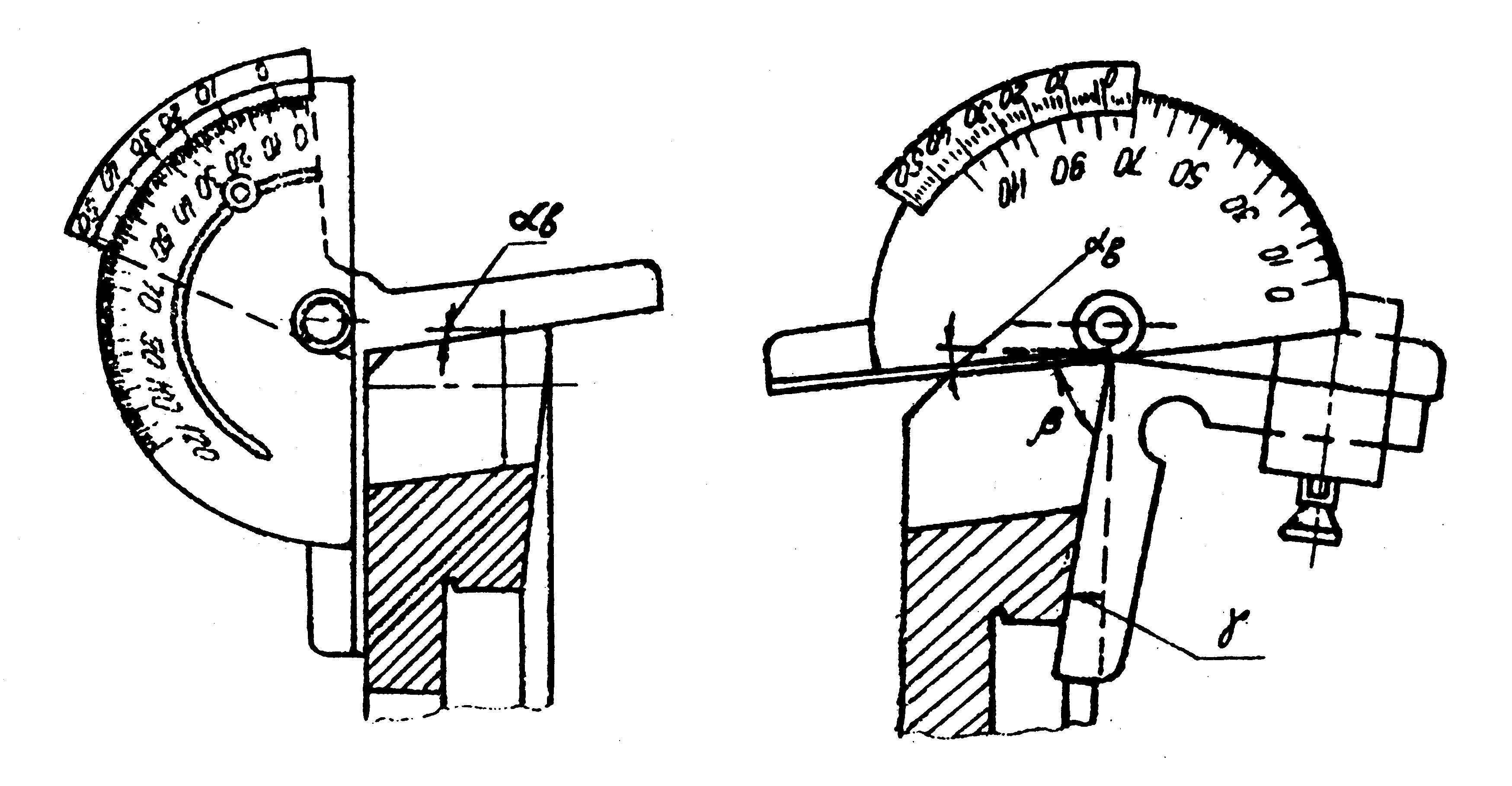
Рис. 5.5. Измерение заднего угла Рис. 5.6. Измерение переднего угла
долбяка долбяка
Измерение основного шага Р0 производится на инструментальном микроскопе (рис. 5.3). Измеренное значение Р0 необходимо сравнить с расчетным
![]() .
(5.6)
.
(5.6)
Определение исходного расстояния а или (Приложение 5)
![]() ,
(5.7)
,
(5.7)
где h
= 1,25 для долбяков с m
![]() 2.5;
2.5;
h
= 1,3 для долбяков с m
![]() 2.75.
2.75.
Коэффициент радиального смещения исходного профиля – Х0
![]() .
(5.8)
.
(5.8)
Измерение толщины зуба по делительной окружности проводится штангензубомером или при помощи инструментального микроскопа (рис. 5.4).
Результаты измерения и расчетов заносятся в таблицу (Приложение 5).
Составить отчет по работе.