

Рассчитаем Кр, Ср
![]()
![]()
Так как Кр = 2,838 > 1, то брак за счет рассеивания показателей качества, а тат как Ср = 0,4 < 1, результативность процесса неудовлетворительная (случайная ошибка)
Рассчитаем Кн, Ср'
![]()
![]()
Так как Кн = 0,365 > 0 и Ср' = 0,326 > 0, то будет наблюдаться брак за счет смещения наладки (систематической ошибки)
Аналогичные расчёты выполняют для факторов «Размер разлучки» и «Отклонение зуба».
Рассчитаем вероятную долю дефектной продукции

6.1 Снижение доли дефектной продукции за счет ликвидации смещения наладки - первое, что нужно сделать при обнаружении брака

Составим пропорцию 41,95 – 100%
28,92 – х
Откуда
![]() - доля случайной ошибки
- доля случайной ошибки
Тогда 100% - 68,94%=31,06% - доля систематической ошибки.
Аналогичные расчёты выполняют для факторов «Размер разлучки» и «Отклонение зуба».
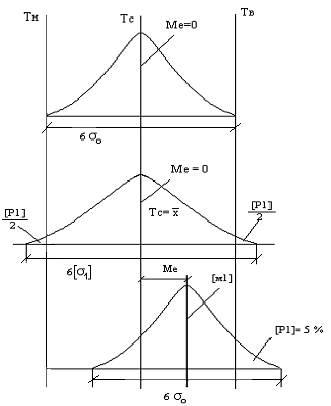
6.2 Рассчитаем нормативное СКО для случая, когда нормативное среднее арифметическое равняется середине поля допуска, а р1=5%
По формуле
 определим величину
определим величину
![]() ,
соответствующую [р1] = 5%.
,
соответствующую [р1] = 5%.

![]() ,
,
![]()
6.3. Рассчитаем нормативное среднеарифметическое ([1]), если р1=5%
![]()
По формуле
 определим величину
определим величину
![]()
Р1=0,
![]()

![]() ,
,
![]()
Ме – нормативное смещение наладки, Ме = 1 – Тс = 26,25 – 25,8 = 0,45 мм.
7.2.3 Корректирующие и предупреждающие действия с целью обеспечения выполнения требований по контракту:
Замена пил, которые готовились методом плющения и формовки, на пилы с наплавленными пластинками из победита, который обеспечивает отклонение зубьев на сторону, соответствующее требованиям НТД;
Провести профилактический ремонт и наладку станка для заточки зубьев пил;
Внедрить высокоточный станок для производства разлучек;
Обеспечить лесораму мерительными инструментами для ее наладки;
Соблюдать технологическую дисциплину лесопиления;
Разработать положение о премировании за бездефектный труд;
Калибровка разлучек.
7.3. Статистическое регулирование технологического процесса
Целью работы является изучение теоретических основ статистического регулирования технологического процесса (ТП).
Задачей работы является разработка методики статистического регулирования ТП рамного лесопиления и изучение практики ее применения.
7.3.1 Теоретическая часть
Чем характеризуется традиционный подход к управлению качеством продукции?
Традиционный подход к производству, вне зависимости от вида продукции, — это изготовление и контроль качества для проверки готовой продукции и отбраковка единиц, не соответствующих установленным требованиям. Такой подход часто приводит к экономическим потерям поскольку он построен на проверке, когда бракованная продукция уже создана.
Что является целю контрольных карт Шухарта?
Цель контрольных карт — дать критерии для обнаружения отсутствия статистической управляемости, т.е. обнаружить неестественные изменения в данных из повторяющихся процессов. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить.