

5. Разработка подготовительных действий для применения статистических методов
В деятельности по контролю и управлению качеством постоянно возникают проблемы (появление брака, неполадки в оборудовании, увеличение времени выпуска и сбыта продукции), которые можно решать, применяя статистические методы. Но прежде чем применять статистические методы необходимо провести подготовительные действия, такие как:
Построить диаграмму Парето;
Построить диаграмму Исикавы.
И уже на основании этих диаграмм принимать решения об использовании тех или иных статистических методов.
5.1 Построение диаграммы парето
Для построения диаграммы используем метод получения информации из литературных источников и собственного опыта. Например, Соболев И.В. «Статистический контроль качества рамной распиловки». На основании анализа литературных источников было установлено, что пиломатериалы бракуют по следующим показателям качества (в порядке убывания):
толщина 53 % от всего объема брака;
форма (изгиб по плоскости и т.д.) – 27 %;
механические повреждения (царапины, сколы и т.д.) – 13 %;
прочие 7 %.
Ниже приведена диаграмма Парето.
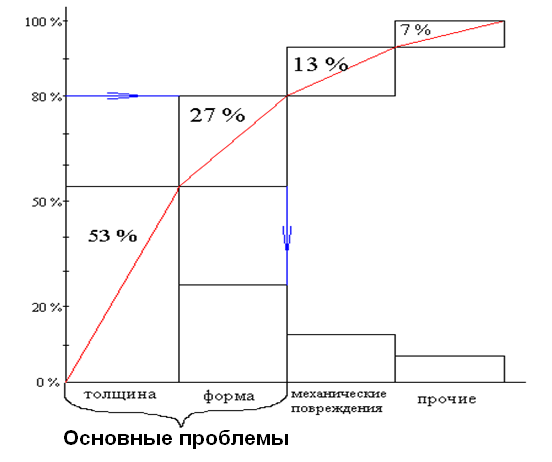
Применение правила Парето даёт основание считать основными проблемами качества пиломатериалов следующие показатели: толщина, форма.
5.2 Построение диаграммы исикавы
Диаграмма Исикавы позволяет выявить большинство факторов, влияющие на конечный результат и наиболее существенные из них. Диаграмму Исикавы строим для показателя качества «толщина», который является «виновником дефектности».
Диаграмма Исикавы представлена ниже.
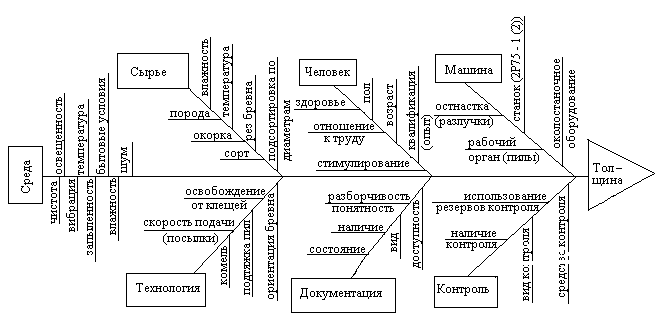
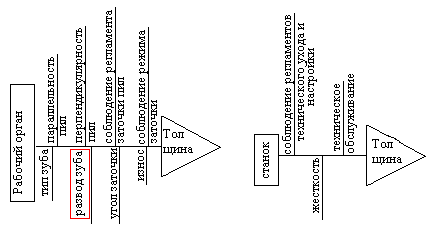
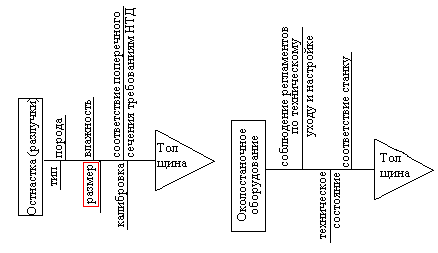
На основании диаграммы Парето и Исикавы, а также учета собственного опыта установлено, что источниками вариабельности толщины могут быть следующие факторы:
Вариабельность размеров разлучек;
Вариабельность развода зубьев.
Остальные факторы соответствуют требованиям НТД.
6. Выбор и обоснование методов и средств выполнения контрольных операций
Средства измерения для контрольных операций устанавливаем, исходя из НТД к качеству продукции по различным показателям.
6.1 Выбор средств измерения
Входной контроль производят на транспортере БА-3 при подаче бревен в цех с использованием стандартов ГОСТ 9463-88 и ГОСТ 2292-88.
Средства для контроля качества бревен:
визуальный осмотр;
рулетка стальная, ГОСТ 7502-96;
метр складной, ГОСТ 7253-84.
Качество пиломатериалов определяют сразу же после распивочного оборудования и/или на сортировочном оборудовании ТСП-4.
Средства контроля:
металлическая линейка, ГОСТ 427-85;
штангенциркуль, ГОСТ 166-89;
калибры ГОСТ 15876-90, ГОСТ 14025-84;
влагомер ЭВ-2К;
шероховатость измеряют по ГОСТ 15612-85, ГОСТ 7016-82. Для этого используют индикаторный глубиномер по ТУ 547-80.
Измерительный инструмент устанавливают исходя из требований НТД к качеству продукции по различным показателям:
Размеры
длина в ГОСТ 24454-80 указаны отклонения от номинальной длины (-25; +50) или, поле допуска 75 мм, или цена деления измерительного инструмента 75/6=12,5
ширина, толщина в ГОСТ 24454-80, поле допуска равняется ± 1 мм от номинальной толщины, минимальная цена деления 2/6=0,333 (штангенциркуль с ценой деления 0,05 мм)
Влажность
поле допуска 6
цена деления 6/6=1 %
влагомер ЭВ-2К
3. Шероховатость меряют индикаторным глубинометром
4. Оснастка
разлучки поле допуска ± 0,2
величина поля допуска = 0,4
минимальная цена деления 0,4/6=0,0666 мм
выбираем штангенциркуль с ценой деления 0,05 мм
5. Рабочий орган
развод зубьев насторону; поле допуска ± 0,1, величина поля допуска 0,2 мм
цена деления 0,2/6=0,033 мм
выбираем индикаторный разводометр часового типа с ценой деления 0,01 мм