

Технологические процессы сварки плавлением с использованием не дуговых источников нагрева.
1 – детали
2 – водоохлаждаемые ползуны
3 – сварочный шов
4 – металлическая ванна
5 – шлаковая ванна
6 – электрод
7 входной карман
8 – выводные планки
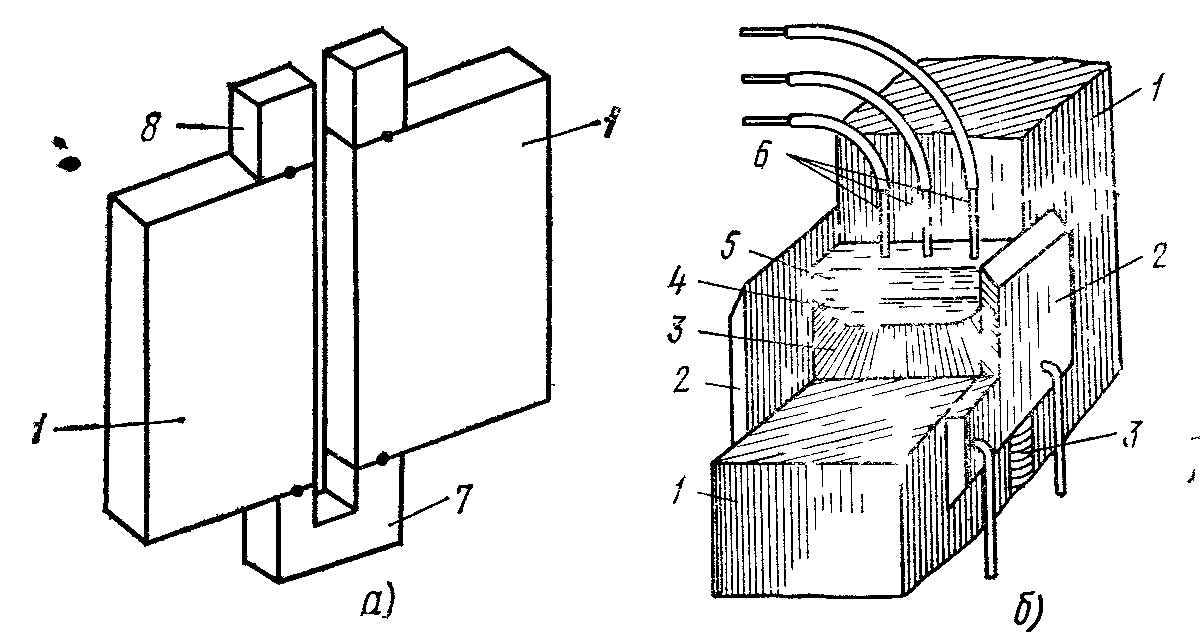
Рис.. Электрошлаковая сварка:
а — сборка под сварку, б — схема процесса сварки

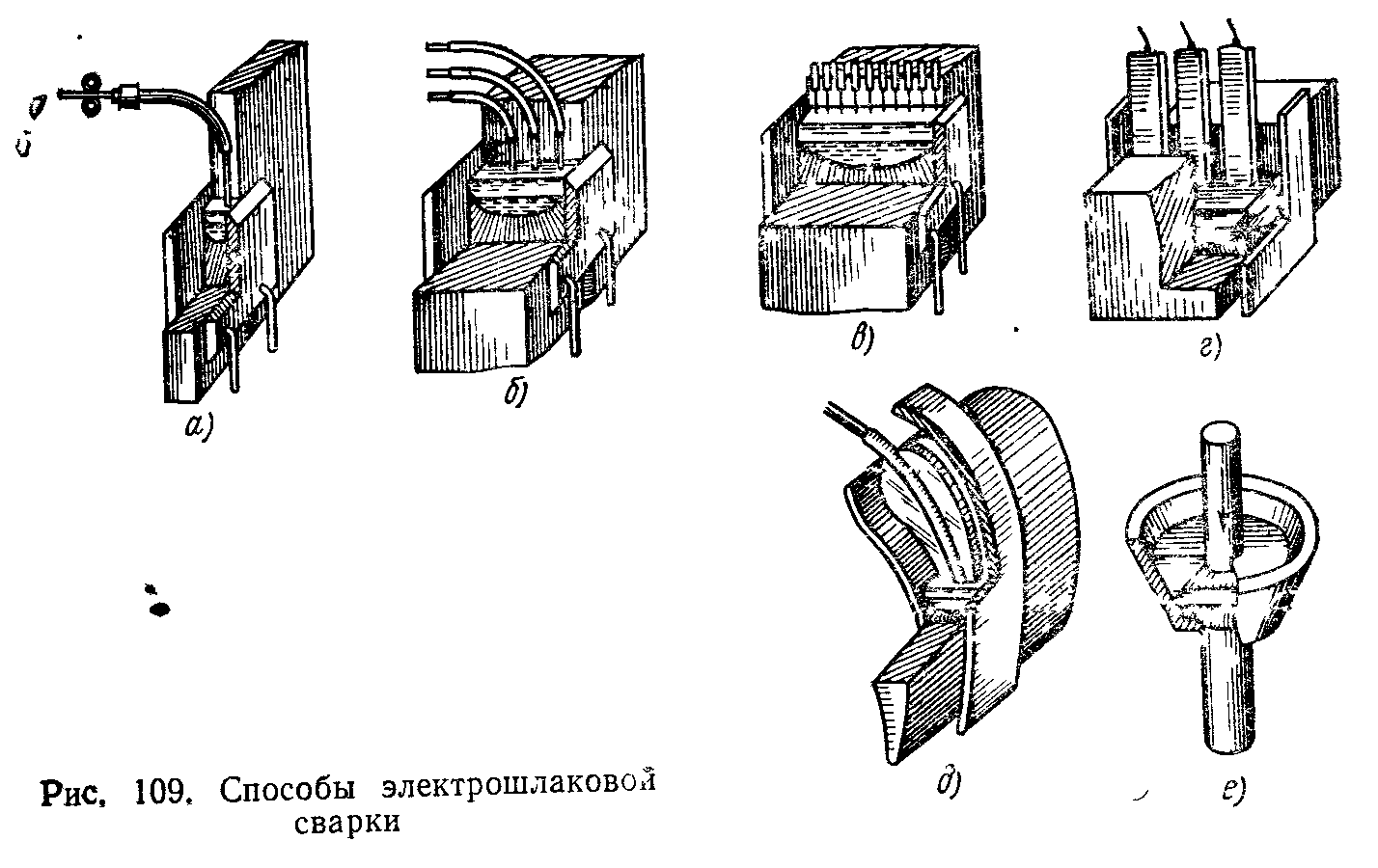
Рис. Электрошлаковая сварка:
1 — начальная скоба для возбуждения процесса сварки, 2—металлическая (сварочная) ванна, 3 — токоподводящий мундштук, 4— подающие ролики, 5 — электродная проволока, 6 — шлаковая ванна, 7 — медные формующие ползуны, 8 — сварной шов, 9 — сборочная скоба, 10 — свариваемые детали.
Сущность: ЭШС – сварка плавлением, при которой используется теплота, выделяющаяся при прохождении электрического тока через расплавленный электропроводный шлак. Расплавленный шлак удерживается в колодце, который образован кромками детали и специальными формирующими водоохлаждаемыми устройствами – ползунами. За счет разности плотности электродный металл опускается на дно сварочной ванны, образуя металлическую ванну. Капли электродного металла, проходя через расплавленный шлак улучшают химический состав. Расплавленный шлак, находясь в верхней части ванны исключает воздействие окружающей среды. Электродная проволока вводится прямо в шлаковую ванну и там плавится, дуговой разряд отсутствует. По мере повышения уровня металлической ванны за счет расплавленного электродного металла, повышается уровень и шлаковой ванны. Поднимаются водоохлаждаемые ползуны на специальной подвеске и подающий механизм электрода. В нижней части металлической ванны жидкий металл охлаждается, за счет теплоотвода в основном металле и водоохлаждаемые ползуны, и кристаллизуется. Процесс начинается во входном кармане, а заканчивается на выводных планках, которые затем срезаются, так как в начале и конце шва могут быть дефекты.
Особенности процесса ЭШС.
Отсутствие дугового разряда, что исключает разбрызгивание металла и шлака.
Подготовка кромок достаточно проста, требует скоса, что сокращает отходы.
За один проход можно сварить металл любой толщины (сегодня 2 метра).
Мало расходуется флюс, благодаря чему больше теплоты идет на плавление металла, что сокращает расход электроэнергии.
Свариваемый металл прогревается равномерно по всей толщине, поэтому не происходит угловой деформации.
Производительность сварки повышается с увеличением толщины металла.
Температура расплава 2 – 2,5 тыс. С, что превращает температуру плавления жидкого металла и способствует получению качественного сплавления.
вертикальное положение шва наличие в верхней части шлаковой ванны способствует полному удалению газа и неметаллических включений. Именно эта способность послужила основой для разработки нового способа получения особо чистого металла – электрошлакового переплава.
Применение.
Основной областью применения ЭШС является тяжелое машиностроение, где с помощью ЭШС изготавливаются барабаны паровых котлов высокого давления, кожухи доменных печей, станины больших станков, валы гидротурбин и так далее.
Классификация способов:
Способы ЭШС обычно классифицируются от количества и вида электродов. Бывают:
одноэлектродные (проволочные),
трех электродные (трех фазовый ток),
многоэлектродные (кратны трем),
пластинчатые (для коротких швов),
плавящиеся мундштуки.
Основные соединения и швы.
Регламентируются ГОСТ 15164-78. Предусматривается три типа соединений: стыковые, угловые, тавровые, начиная с толщины 16 мм. По стандарту обозначается:
ШЭ – электрошлаковая
ШМ – с мундштук
ШП – сварка пластинчатым электродом.
Подготовка кромок, сборка.
При ЭШС торцы свариваемых деталей как правило, обрабатываются под углом 90, способ зависит от толщины и химического состава металла.
До 200мм для низкоуглеродистой – газокислородная резка. Для больших толщин и легированных сталей применяют механическую обработку.
Сборка осуществляется по следующей схеме:
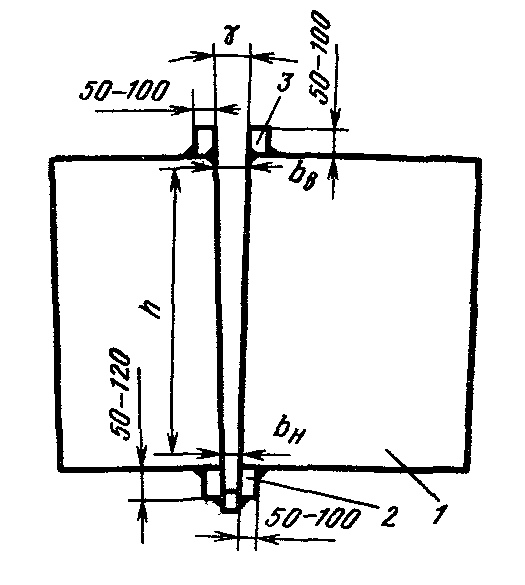
Рис.. Сборка соединяемых частей под сварку (размеры указаны в мм):
1 — свариваемые детали, 2 — входной карман, 3 — выходные планки
Существует расчетный и сборочный зазор. Практика показала, что для надежной компенсации деформации соединяемых частей и сохранения в процессе сварки заданного зазора – сварку осуществляют с клиновым зазором:
=(bВ-bН/h)=1 – 2
25мм на 1м длины шва.
Для фиксации соединяемых частей применяют скобы, их приваривают вдоль стыка с одной стороны на расстоянии 500 – 800мм с таким расчетом, чтобы под скобами прошел ползун.
Параметры режима ЭШС и их влияние на форму шва.
Ширина зазора (зависит от толщины).
S, [мм] |
16 – 30 |
30 – 80 |
80 – 500 |
500 – 1000 |
1000–2000 |
Bрасч |
18 |
22 |
26 |
30 |
30 |
Bсб |
19 – 20 |
24 – 25 |
28 – 32 |
36 – 40 |
40 – 42 |
При уменьшении сборочного зазора объем шлаковой ванны уменьшается, уменьшается температура разогрева металла, уменьшается глубина проплавления торцевых кромок, ухудшается форма ванны и возникает вероятность появления осевых трещин.
Диаметр электрода. Стандартные 2,5 – 3 мм.
Количество электродов. Зависит S деталей.
при S<50, n=1, Vк=0
S150, n=0, Vк0
S=100300, n=23, Vк=0
S=150450, n=3, Vк0
Если количество электродов больше 2, то рассчитывается расстояние между электродами для получения более равномерного провара:
dn-n=(S+1-22)/n
S – толщина,
1=18
2=45 при gп=2,5;
2=0 при gп=810.
Напряжение шлаковой ванны выбирают в зависимости от толщины металла по графику:
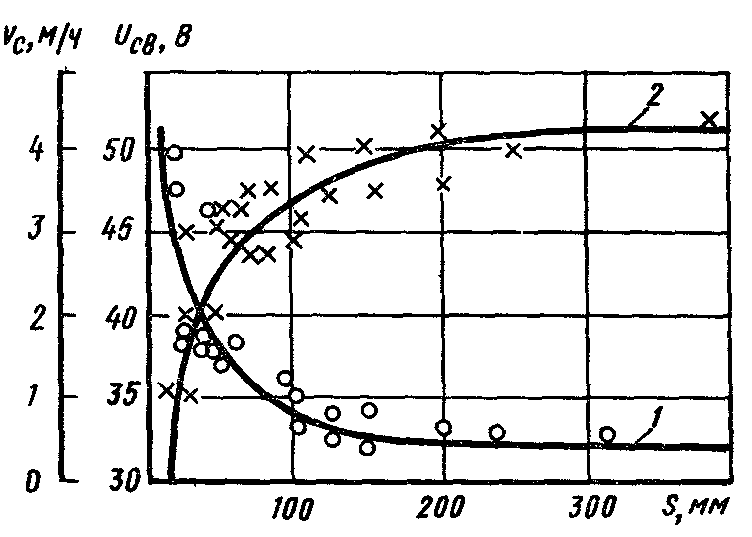
Рис. 6. Зависимость скорости сварки (1) и напряжения (2) от толщины соединяемого металла
1 – зависимость скорости сварки от толщины металла
2 – зависимость U от S
При увеличении U на шлаковой ванне увеличивается теплота, увеличивается глубина проплавления торцов, уменьшается возможность появления осевых трещин, улучшается форма. При чрезмерном возрастании U – кипение шлаковой ванны, возможность появления дугового разряда.
При уменьшении U – могут возникнуть непровары, даже замыкания.
Сила сварочного тока.
Iсв=А+В.S/nэ;
А=220280
В=3,24
Iсв=2,2Vпп+90
Vпп – скорость подачи электродной проволоки.
При увеличении Iсв, увеличивается глубина проплавления торцов, возрастает подача электродов, возрастает скорость сварки.
Скорость подачи электродов.
Vпэ=Iсв(1,62,2)
Vпэ=Uсв.Fн / Fdэ
Fн=S.b [см2]
b – расчетная
![]()
Скорость сварки (по графику) или по формуле:
![]()
=7,85 г/см2
kу=1,051,1
Глубина шлаковой ванны: 40 – 50мм. При увеличении глубины шлаковой ванны уменьшается глубина проплавления торцов, стабильность процесса увеличивается. При чрезмерном увеличении глубины шва могут возникнуть непровары.
Род тока – переменный трехфазный.
Сухой вылет электрода – расстояние от места токоподвода до шлаковой ванны. lc=6080.
При увеличении lc, увеличивается скорость плавления, увеличивается скорость подачи проволоки, увеличивается скорость сварки, но изменяется мундштук.
Скорость колебания электродов (Vкэ40 м/ч). зависит от скорости подачи проволоки. При увеличении Vкэ глубина проплавления торцов уменьшается и наоборот. Для равномерного распределения металла электроды должны задерживаться у края ванны, время задержки электрода tп=45с.
Флюс – расходуется очень мало, поэтому шов легировать с помощью флюса нельзя.
Оборудование для электрической сварки плавления.
Сварочные автоматы.
Сварочная установка – это комплекс технологически связанного между собой оборудования для выполнения механизированной дуговой сварки, в которой входит источник питания. Сварочный аппарат, механическое оборудование и приспособление, обеспечивающие точность сварки и качество шва.
Сварочный аппарат – комплекс механизмов и приборов, необходимых для автоматизации и механизации приемов и операций при выполнении сварочного соединения.