

Волгодонский институт (филиал)
«Южно-Российский государственный технический университет
(Новочеркасский политехнический институт)»
Стасовский В.В.
Краткий курс лекций по технологическим основам сварки плавлением и давлением ТиОсПиД Введение.
1802 г. Петров – открытие электрической дуги.
1889 г. Бенардос – запантетовал сварку металлов электрической дугой между угольными электродами.
1891 г. Славянов – патент сварки металла плавящимся электродом.
1907 г. Кольберг – обмазка электродов и покрытые электроды.
1920 г. – открылась первая сварочная лаборатория, под руководством Вологодина.
1922 г. – под руководством Патона, ИЭС, АСФ, ЭШС, диффузионная сварка.
Сваркой – называется процесс получения неразъёмных соединений посредством установления межатомных связей между сварными частями с помощью общего или местного нагрева или пластичной деформации или того и другого вместе.
Энергия возбуждения – это энергия при которой атомы приходят в возбуждение.
Энергия активации – электрон отделяется от атома (и он становится ионом).
По ГОСТ 19521-79 все виды сварки разделяются на три класса по виду энергии активации:
термический класс;
термомеханический класс;
механический класс.
К термическому относятся – эшс, эдс, газовая, электронно-лучевая, лазерная, термическая.
К термомеханическому классу – все виды электро-контактной, дугопрессовой, газопрессовой и других сварок (диффузионная).
К механическому классу – холодная, трением, ультразвуком, взрывом.
Сущность сварки плавлением.
Состоит в том, что металл по кромкам свариваемых деталей расплавляется. Жидкий металл одной кромки соединяется с жидким металлом другой. Образуя жидкий объём общего металла, который называется сварочной ванной.
В сварочную ванну может так же входить электродный металл и присадочный металл.
Неразъёмное соединение получается в результате охлаждения и кристаллизации жидкого металла сварочной ванны, который после охлаждения называется сварочным швом.
Сущность сварки давлением.
Состоит в непрерывном или прерывистом пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование достигается статической или динамической нагрузкой, под которой кромки деталей сближаются на межмолекулярное расстояние. Для ускорения процесса сварку ведут с общим или местным нагревом.
Неразъёмные соединения образуются за счет установления физического контакта и химических связей между атомами соединяемых поверхностей.
Классификация способов сварки по следующим признакам:
По виду электрода: плавящимся, неплавящимся, металлом и не металлом;
По характеру воздействия дуги на основной металл: дуга прямого действия, косвенного действия, комбинированная;
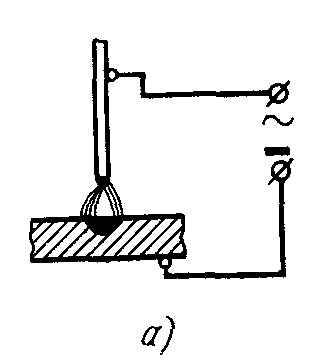
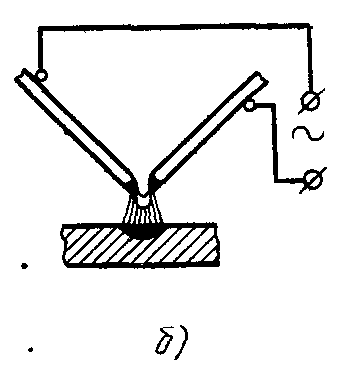

Рис 2. Схемы сварочных дуг: а - прямого действия; б - косвенного действия;
в – комбинированного действия (двумя электродами при трехфазном токе).
По виду дуги: свободной дугой, сжатой дугой;
По количеству электродов (с общим подводом тока): одноэлектродный, двух электродный и многоэлектродный вид сварки (Рис.3 слева).
По количеству дуг (с раздельным источником): однодуговая, двухдуговая и многодуговая (Рис.3 справа). Электроды могут быть установлены по ширине шва, по длине шва, быть наклонными и т. п.
По степени механизации: а) ручная; б) механизированная (полуавтоматическая); в) автоматическая (РИС 4).
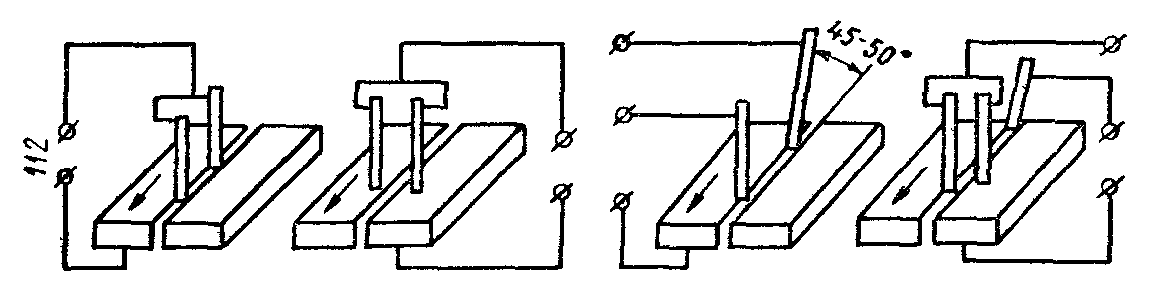
Рис. 3. Классификация способов сварки по количеству электродов и дуг.
По роду сварочного тока: на постоянном токе, на переменном токе, на трехфазном токе (см. рис. 2 в), импульсный.
По полярности постоянного тока: прямая и обратная (РИС 5).
По способу защиты дугового пространства:
- без внешней защиты (самозащитная проволока)
- шлакогазовая защита (покрытыми электродами, порошковой, проволокой)
- под флюсом, по флюсу (полуоткрытая дуга)
- в защитных газах (инертные, активные, смесь газов)
- в вакууме
- в контролируемой атмосфере
- комбинированная
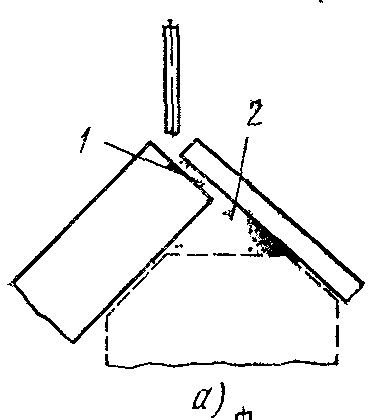
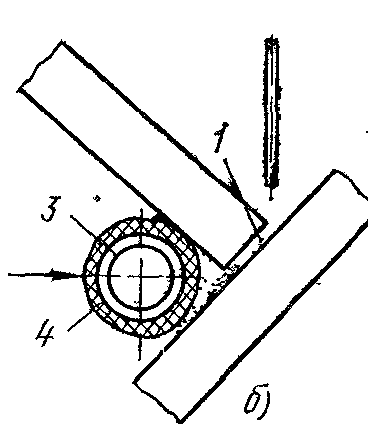
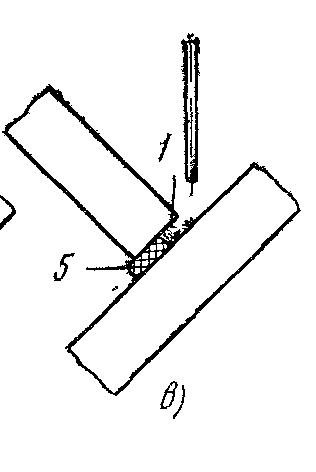


Рис. 6. Технологические приемы предотвращения протекания жидкого металла и шлака в зазоры при выполнении сварных угловых швов; на флюсовой подушке (а), с уплотнением флюса асбестовым шнуром (б), с асбестовой набивкой (в), по ручной подварке (г), на флюсомедной подкладке (д): 1 — мелкий флюс, 2 — флюсовая подушка, 3 — стальная труба, 4 — асбестовый шнур, 5 — асбест или паста, 6 — ручной подварочный шов, 7 — медная подкладка.
По способу формирования обратной стороны шва и для предотвращения протекания жидкого металла в зазор (рис 6)
на весу
на флюсовой подушке (рис 7.) и самоклеющихся флюсовых лентах (рис. 8)
на подкладках съемных или остающихся (рис. 9) и для кольцевых швов (рис.10).
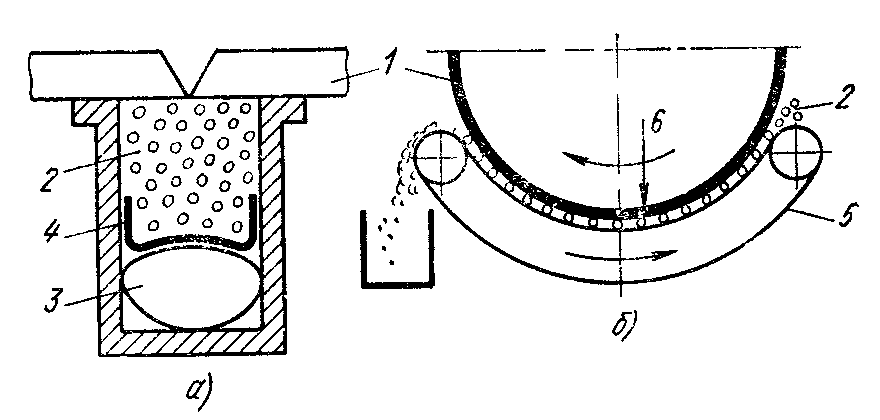
Рис. 7. Сварка на флюсовой подушке: а) — плоских конструкций, б) — внутренних кольцевых швов (стрелками указаны направления перемещений). Где: 1 — изделие, 2 — флюс, 3 — воздушный шланг, 4 — лоток, 5 — профилированная гибкая лента, 6 — электрод.

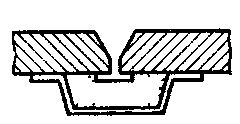
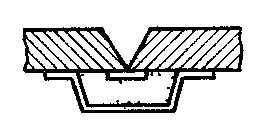



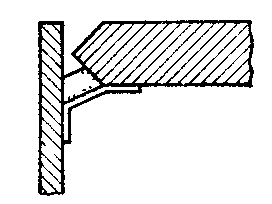
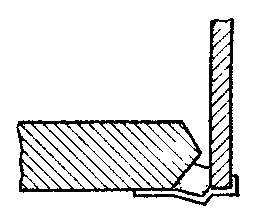

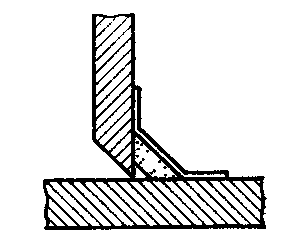
Рис. 8. Самоклеящиеся гибкие флюсонесущие ленты для предотвращения протекания сварочной ванны.
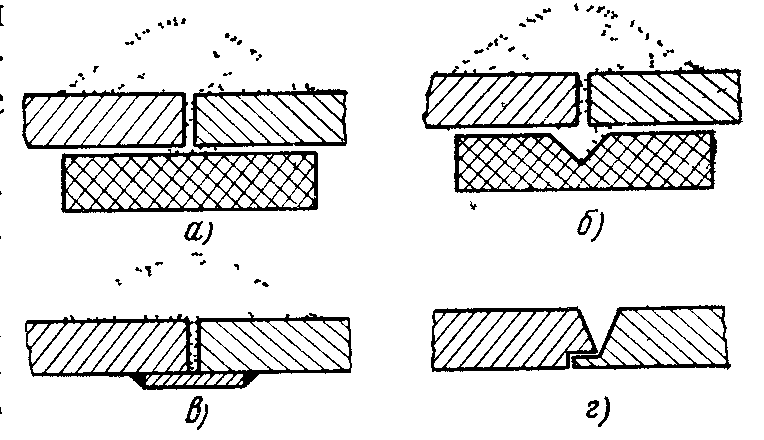
Рис 9. Подкладки, применяемые при сварке стыковыми швами: а - гладкая медная; б - флюсомедная; в — остающаяся стальная; г — сварка в замок.
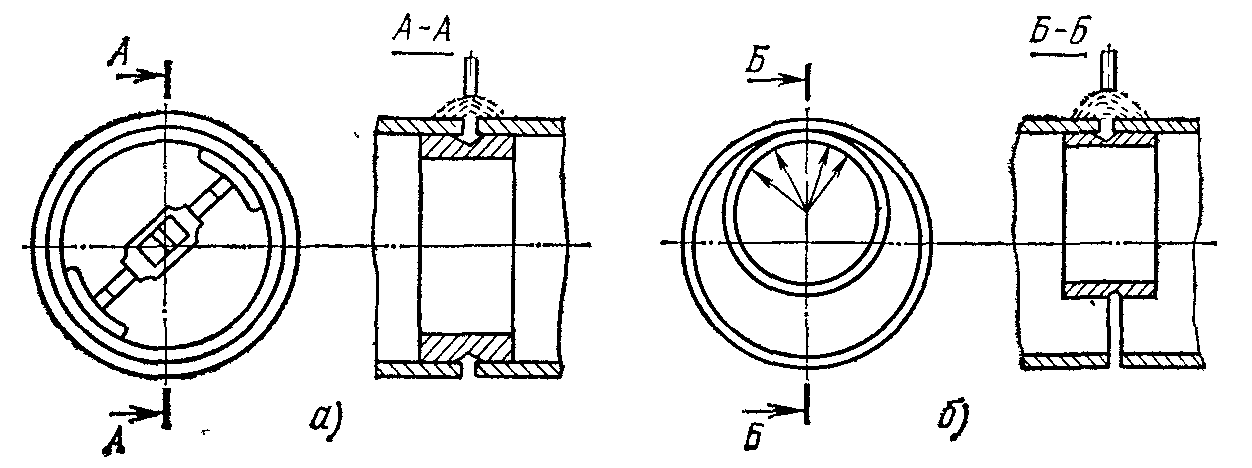
Рис. 10. Неподвижные (а) и перекатывающиеся (б) флюсомедные подкладки в кольцевых стыковых соединениях, свариваемых под флюсом односторонним швом.
со вставкой (РИС 11)
с поддувом защитного газа (РИС 12)
По способу колебания дуги: с колебаниями электрода (простые или сложные), с колебаниями в магнитном поле.
По способу отклонения дуги (параллельно или перпендикулярно сварному шву).