

Обработка по циклу l08 возможна при наличии описания детали (см. Описание детали).
Исходная точка цикла служит для расчёта суммарного припуска и автоматического деления его на проходы.
Структура цикла: L08 A P |
А – припуск под чистовую обработку, мм. Если припуск не оставляется, то А=0 |
Р – максимальная глубина резания за один проход (глубина резания), мм. |
L09 обработка поковок. Цикл предназначен для обработки заготовок, имеющих форму, приближённую к форме готовой детали. Исходная точка цикла выбирается из следующих условий: по координате «Х» - D+4δ, где δ – припуск по длине заготовки.(4δ ≥ δ1, где δ1 – припуск по диаметру); Z – координата торца детали с припуском.
Обработка по циклу L09 возможна при наличии описания детали (см. Описание детали).
Структура цикла: L09 A P |
А – припуск под чистовую обработку, мм. Если припуск не оставляется, то А=0 |
Р – максимальная глубина резания за один проход (глубина резания), мм. |
----------------------------------------------------------------------------------------------------
Описание детали. После ввода циклов L08 и L09 выполняется описание детали. Описание делается один раз и может использоваться при программировании многократно. Выполнить описание детали – записать в принятой системе координат детали координаты точек, в которых происходит изменение направления движения инструмента. Направление описания детали должно производиться в сторону перемещения инструмента на рабочей подаче. Те элементы детали, обработка которых требует прерывания процесса точения, например, смены инструмента для обработки канавки, в описание детали не входят. Описание детали может содержать не более 15 кадров. При этом необходимо иметь ввиду, что кадры с фасками и галтелями считаются за два кадра.
Описание детали заканчивается функцией м 17.
-----------------------------------------------------------------------------------------------------
L10 чистовая обработка. Цикл чистовой обработки детали по заданному контуру. При чистовой обработке используется ранее выполненное описание детали. Перед заданием цикла чистовой обработки программируются соответствующие режимы резания.
Структура цикла: L10 B |
B – номер кадра, с которого начинается описание контура детали. |
------------------------------------------------------------------------------------------------------------
L11 повтор. Если на детали имеются участки с одинаковыми элементами, можно использовать часть программы, в которой описана обработка этого участка, а не программировать его заново.
Структура цикла: L11 H B |
Н – число повторений участка программы |
В – номер кадра, с которого начинается повторение |
В конце участка программы, который будет повторяться, должна быть записана функция «м 18»
Пример разработки управляющей программы
для станка 16К20 Ф3 С32 с УЧПУ 2Р22
1 точение черновое
2 точение чистовое
3 точение канавки
4 сверление осевого отверстия












Z

цикл "Петля" L03
исходная точка X140, Z50
многопроходный черновой цикл точения L08, (A=1, P=2,2)
«0» детали – ось шпинделя и правый торец детали по чертежу.
N001 F0,3 S2 350 T1 |
включение станка, установка режимов обработки. |
N002 Z1 X90 М3 E |
выход к началу обработки (начало цикла «Петля). |
N003 L03 W105 |
цикл "Петля"(проточка на длину 105мм, отскок на 1мм, возврат в и. т.) |
N004 L08 A1 P2,2 |
многопроходный черновой цикл (припуск под чистовую обр. 1мм, Глубина резания 2,2мм.) |
N005 X22 C3 |
начало описания детали. Фаска. |
N006 Z-22 |
точение до координаты -22 мм. |
N007 X56 C3 |
подрезка торца и фаска |
N008 Z-52.4 Q10 |
точение до координаты 52,4мм и галтель |
N09 X80 Q4 |
подрезка торца и галтель |
N010 Z-80 |
точение до координаты -80мм. |
N011 X90 W-10 M17 |
конический участок, конец описания детали. |
N012 G10 (G96) |
режим постоянной скорости. |
N013 F0,12 S2 120 |
изменение режимов обработки. |
N014 Z 0 E |
выход на начало обработки по контуру. |
N015 X16 E |
выход к началу обработки с учётом фаски. |
N016 L10 B5 |
чистовая обработка по контуру, описание детали с кадра 5. |
N017 G11 (G97) |
отмена постоянной скорости. |
N018 F0,1 S2 200 T2 |
изменение режимов обработки, смена инструмента. |
N019 Z-70 X82 E |
выход на канавку. |
N020 L02 D1 X70 A8 P4 |
цикл точения канавки.(параметр Р меньше ширины резца). |
N021 F0,3 S2 250 T3 |
установка сверла, изменение режимов обработки. |
N022 X0 Z3 E |
выход на ось заготовки к началу сверления. |
N023 L06 P8 W-40 |
цикл глубокого сверления на 40 мм. по 8мм за проход. |
N024 M02 |
конец программы. |
|
|
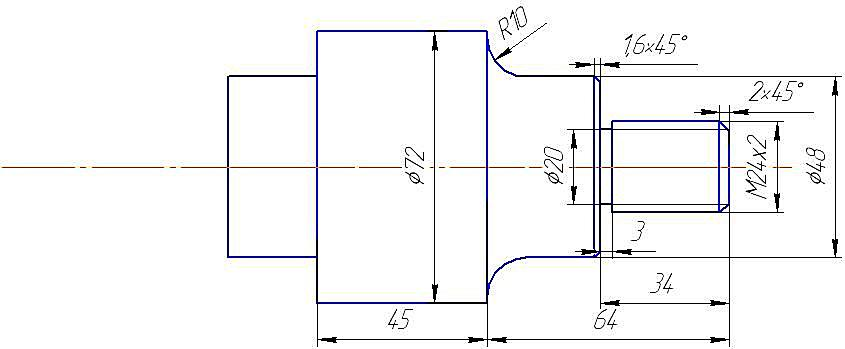
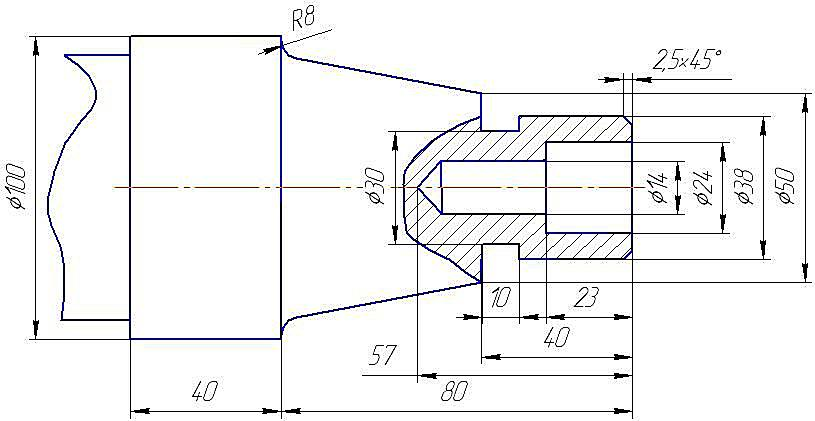
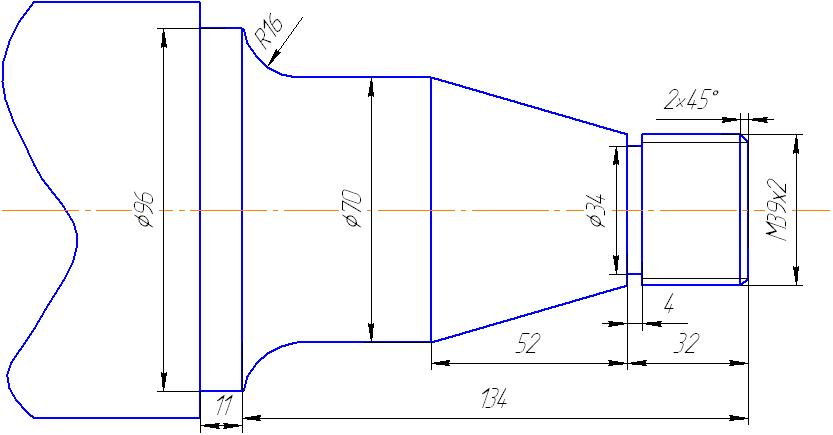
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ

ВАРИАНТ 1
---------------------------------------------------------------------------------------------

ВАРИАНТ 2

ВАРИАНТ 3

ВАРИАНТ 4

ВАРИАНТ 5

ВАРИАНТ 6

ВАРИАНТ 7
ВАРИАНТ 8

ВАРИАНТ 9
---------------------------------------------------------------------------------------------------------------------------

ВАРИАНТ 10

ВАРИАНТ 11

ВАРИАНТ 12

ВАРИАНТ 13

ВАРИАНТ 14
ВАРИАНТ 15
---------------------------------------------------------------------------------------------------------------------

ВАРИАНТ 16
ВАРИАНТ 17
---------------------------------------------------------------------------------------------------------------------
ВАРИАНТ 18

ВАРИАНТ 19

ВАРИАНТ 20

ВАРИАНТ 21
----------------------------------------------------------------------------------------------------

ВАРИАНТ 22

ВАРИАНТ 23

ВАРИАНТ 24