

Лабораторна робота № 4 Вимірювання інструментальним мікроскопом
Мета роботи – вивчити облаштування мікроскопа та освоїти навички проведення вимірювань.
Завдання – визначити приведений середній діаметр різьблення на інструментальному мікроскопі.
Об’єкт вимірювання – шпилька з посадочним діаметром 10 … 12мм, параметри якого необхідно визначити.
Рис. Шпилька картера авіадвигуна
Засоби вимірювання – інструментальний мікроскоп ММИ
Інструментальний мікроскоп призначений для вимірювання лінійних розмірів в прямокутних координатах і вимірювання кутів. На мікроскопах вимірюють усі основні елементи зовнішнього різьблення у різьбових калібрів, мітчиків, різьбових фрез і інших виробів з різьбленням. Шляхом вимірювання в прямокутних або полярних координатах на мікроскопах вимірюють калібри і деталі складної конфігурації : шаблони, різальні інструменти, матриці і пуансони штампів і тому подібне. Виміри на мікроскопах проводять Безконтактним методом.
Інструментальні мікроскопи випускаються двох типів: ММИ - малий мікроскоп інструментальний та БМИ - великий мікроскоп інструментальний. Обидві моделі мікроскопів влаштовані принципово однаково і відрізняються, в основному, габаритними розмірами, межами вимірювань і набором приладдя. На рис. 19 представлений мікроскоп ММИ. Технічна характеристика мікроскопа приведена в таблиці 16.
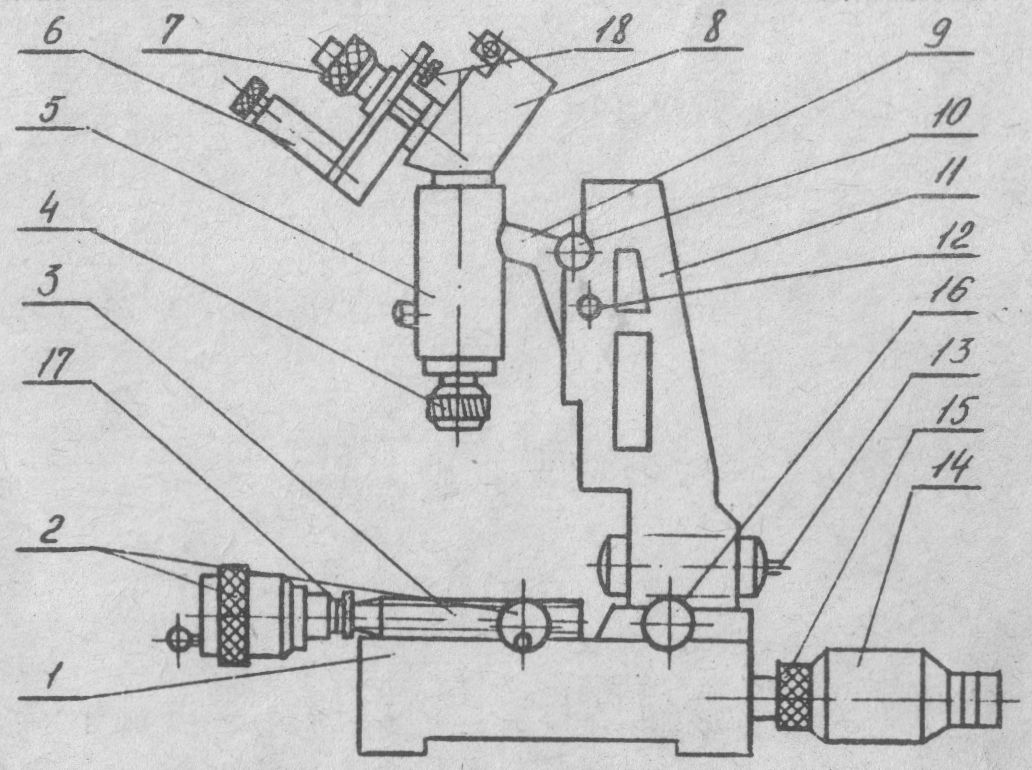
Рис. 19. Малий інструментальний мікроскоп
Таблиця 16
Технічна характеристика мікроскопа ММИ
Збільшення мікроскопа |
Ціна поділки |
Межі |
|||||
мікро-метри-чних гвинтів, мм |
шкали відліко-вого мікро-скопу, хв. |
вимірю-вання шкали мікромет-ричних гвинтів, мм |
вимірювання з додаванням кінцевих мір у напрямках, і |
вимірю-вання кутів, град. |
нахилу стійки, град. |
||
x |
y |
||||||
10х, 30х 50х |
0,005 |
1' |
25 |
75 |
25 |
0...360° |
± 10° |
Мікроскопи мають литу чавунну основу 1, на якій кулькових напрямних встановлений стіл 3, що переміщається в двох взаємно перпендикулярних напрямах за допомогою мікрометричних гвинтів 2 з ціною поділки 0,005 мм і межами вимірювання 0....25мм. Шляхом установки між кінцем мікрогвинта і вимірювальним упором на столі мікроскопа кінцевої міри l = 50мм, межі вимірювання можуть бути збільшені в подовжньому напрямі до 75 мм. Стіл прижимається до сферичних торців мікрогвинтів пружин йшли під постійним зусиллям. Для запобігання удару столу по мікрогвинту можливого, наприклад, при установці і знятті кінцевих заходів, що розширюють межі лінійних вимірювань, каретка подовжнього переміщення має пневмодинамічні гальма, що обмежують максимальну швидкість столу.
Верхня частина столу мікроскопа з предметним столом може обертатися крутнем 17 біля вертикальної осі з метою точного поєднання лінії вимірювання з напрямом подовжнього або поперечного переміщення столу. У центральній частині верхнього столу вставлено предметне скло, яке забезпечує можливість освітлення знизу для спостереження в мікроскоп контуру деталі на освітленому фоні при вимірюваннях тіньовим методом. Освітлювальний пристрій 14 включає лампу, конденсор, світлофільтр і діафрагму, регульовану поворотом кільця 15. Лампа винесена за межі корпусу мікроскопа, що покращує умови її охолодження і зменшує температурні похибки внаслідок нагрівання приладу.
Тубус 5 мікроскопа встановлений на кронштейні 9, що переміщається по вертикальним напрямним стійки 11. Остання за допомогою маховика 16 може нахилятися біля осі 13 на ± 10° в обидві сторони для установки мікроскопа під кутом підйому вимірюваної різі з метою настройки різкості по гвинтовій поверхні різі. Кут нахилу визначається за шкалою маховичка 16. Вісь нахилу стійки 11 співпадає з віссю центрів, що встановлюються при вимірі тіл обертання (бабка з центрами є обов'язковою приналежністю мікроскопа). Обертанням маховичка 10 здійснюється вертикальне переміщення кронштейна, необхідне для налаштування різкості (фокусування) мікроскопа. Встановлене положення фіксується гвинтом 12.
Згори на тубусі мікроскопа кріпиться змінна кутомірна окулярна голівка з окуляром 7 і відліковим мікроскопом 6. Переміщення шкали від рахункового мікроскопа, використовуваної при вимірюваннях кутів в межах 0...360°, здійснюється лімбом 18.
Оптична схема мікроскопа типу ММИ показана а на рис. 20. Світло лампи 1 змінним конденсатором 2 через зелений світлофільтр 3 і діафрагму 4 дзеркалом 5 через лінзу 6 і предметне скло спрямовується на вимірювану деталь. Тіньовий контур деталі проектується об’єктивом 7 в площину сітки 11 окулярної голівки. Зображення контуру деталі і сітка розглядаються через окуляр 12. Кут повороту сітки 11 визначається за градусною шкалою лімба 14 у відліковий мікроскоп 13. Мінути відлічуються за нерухомою шкалою 13а. Обертальна призма 8 служить для отримання прямого зображення деталі. Захисне скло 9 та 10 оберігає оптичні деталі від забруднення і ушкодження.
5.7. Порядок виконання лабораторної роботи №6 "Визначення приведеного середнього діаметру різьблення на малому мікроскопі інструментальному".
Ознайомитися з конструкцією мікроскопа ММИ (див. підрозділ 5.6).
Визначити номінальні значення параметрів профілю різьблення за стандартом СТ СЭВ 182-75. Користуючись стандартом ГОСТ 16093-81, визначити граничні розміри середнього і зовнішнього діаметрів різьблення. Побудувати схеми розташування полів допусків зовнішнього і середнього діаметрів різьблення. Заповнити таблицю 13 звіту.
Підготовка до вимірювань
1.Ознайомитись з конструкцією мікроскопа.
2.Закріпити вимірювану деталь в центрах накладного столика, встановленого на столі мікроскопа, і виконати налаштування різкості зображення деталі в окулярі 7. Для цього відпускають стопорний гвинт 12 (див. рис. 19) і переміщують маховиком 10 тубус 5 уздовж стійки 11. Необхідне положення тубуса закріплюють гвинтом 12.
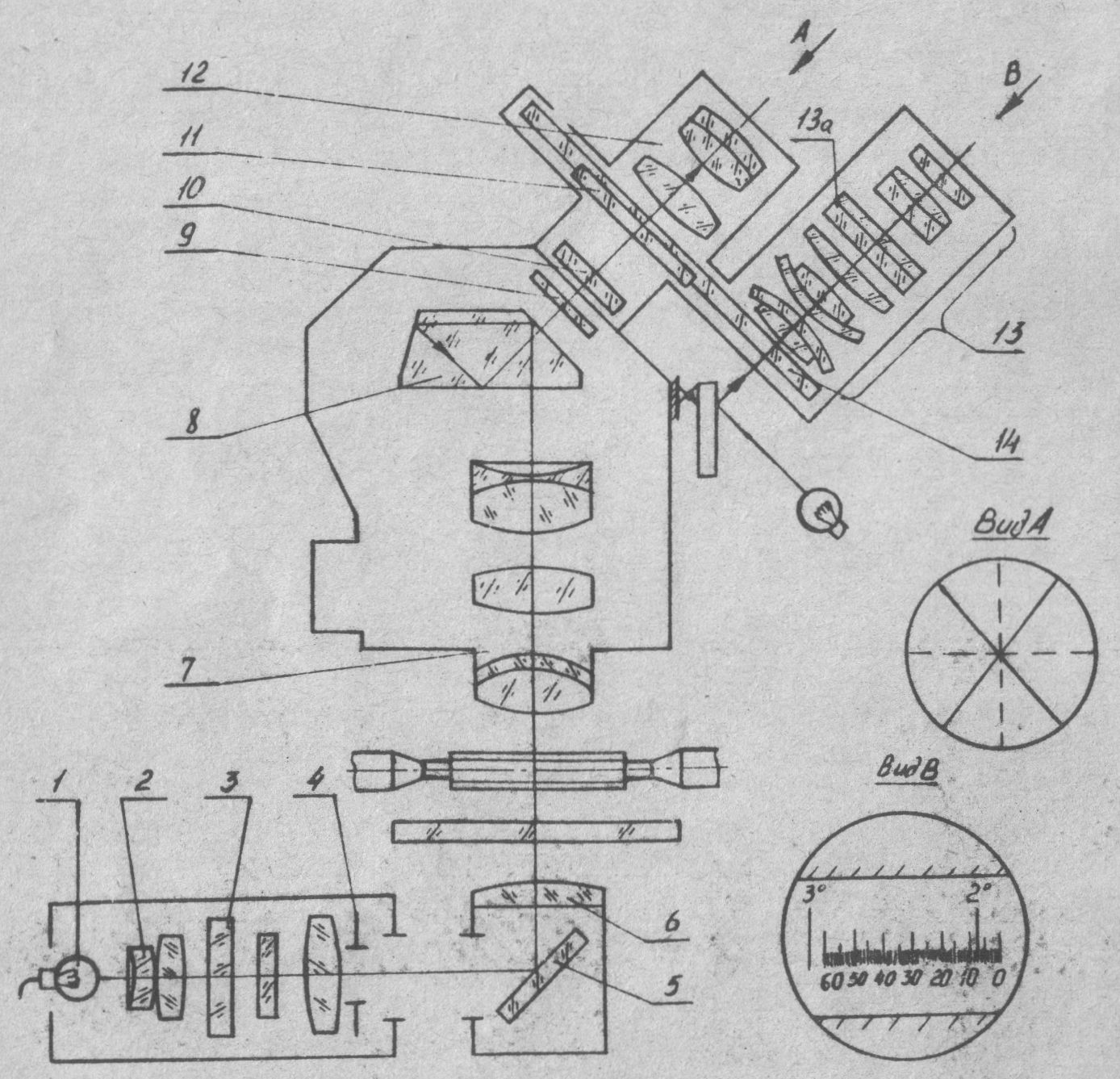
Рис. 20. Оптична схема мікроскопа ММИ
3.Встановлюють вимірювану деталь паралельно лінії вимірювання мікроскопа. Спочатку обертанням лімба 18 настроюють шкалу відлікового мікроскопа 6 на нуль. При цьому лінія вимірювання мікроскопа буде паралельною напряму подовжнього переміщення столу 3. Далі, повертаючи верхню частину столу крутнем 17, домагаються паралельності твірної контуру деталі та горизонтальної координатної осі, спостережуваних в окулярі 7. Правильність налаштування мікроскопа перевіряють шляхом переміщення столу 3 в подовжньому напрямі за допомогою мікрогвинта 2. Деталь повинна зміститися паралельно горизонтальної координатної осі.
Проведення вимірювань і обробка результатів.
1.Вимірюють величини зовнішнього d і внутрішнього d1 діаметрів різі. Результати вимірювань записують в таблицю 17 звіту.
При вимірюванні зовнішнього діаметру d різі обертанням поперечного гвинта 2 поєднують вершини однієї сторони профілю різі з горизонтальною координатною віссю окулярної сітки. Виконують перший відлік за шкалою поперечного мікрогвинта 2 і переміщують столик до поєднання вершин іншої сторони профілю різьбової деталі з горизонтальною координатною віссю. Після цього виконують другий відлік за шкалою поперечного мікрогвинта 2. Різниця отриманих відліків визначає величину зовнішнього діаметру різі. Вимірювання повторюють три рази на різних ділянках деталі.
Внутрішній діаметр d3 визначають аналогічно по западинах різьбової деталі (див. рис. 15).
2. Вимірюють величину середнього діаметру d2 різі. Результати вимірювань записують в таблицю 18 звіту.
При вимірі різі проекційним методом стійка 11 мікроскопа має бути нахилена під кутом ψ підйому різьблення з метою установки різкості по гвинтовій поверхні профілю різьблення. Особливо це важливо при вимірюванні середнього діаметру кроку і половини кута профілю різі. Кут ψ підйому різі визначають за формулою ψ° = 18,25P/d2, де Р - номінальний крок, d2 - номінальний середній діаметр різі.
Напрям нахилу стійки 11 мікроскопа змінюють на зворотне під час переходу через вісь на протилежну сторону різі.
При вимірюванні середнього діаметру вертикальну пунктирну координатну вісь окулярної голівки 7 поєднують зі стороною профілю різі (рис. 21) шляхом обертання лімба 18 і роблять перший відлік по барабану поперечного мікрогвинта 2. Потім поперечну каретку пересувають до появи у полі зору протилежного паралельного профілю, нахиляють стійку 11 мікроскопа на той же кут в інший бік. Після поєднання тієї ж лінії окулярної сітки з профілем різьблення роблять другий відлік. Різниця відліків дає розмір середнього діаметру. Щоб виключити погрішності вимірювання від перекосу осі деталі, що перевіряється, виміри роблять по обох сторонах профілю і за дійсне значення середнього діаметру різьблення приймають середнє арифметичне з результатів вимірювань
d2 = (d21 + d22) / 2 (23)
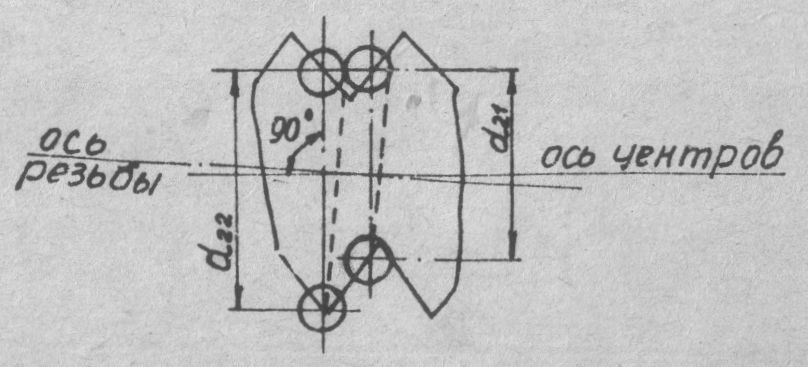
Рис. 21. Вимірювання середнього діаметру різі
3. Вимірюють величину кроку різі. Результати вимірювань записують в таблицю 19 звіту.
При вимірюванні кроку різі точка перетину ліній окулярної сітки повинна знаходитися на середині сторони профілю. Після поєднання пунктирної лінії із стороною профілю роблять перший відлік по барабану подовжнього мікрогвинта 2. Потім мікрогвинтом переміщують стіл мікроскопа на крок або кратну йому величину, поки та ж пунктирна лінія не співпадає з однойменною стороною профілю відповідного витка різі, і роблять другий відлік по барабану подовжнього мікрогвинта. Різниця першого і другого відліків визначає шуканий розмір.
Внаслідок неточної установки осі центрів накладного столика і перекосу різі відносно осі центрових отворів вимір кроку може бути вироблений в напрямі, непаралельному дійсній осі різі, що може спричинити істотні погрішності. Виключення цих погрішностей роблять шляхом вимірювання кроку різі по лівих і правих сторонах профілю.
За результат вимірювання кроку різі на довжині Рn приймають середнє арифметичне з двох вимірювань (рис. 22)
Pn = (dnл + dnп) / 2 (24)
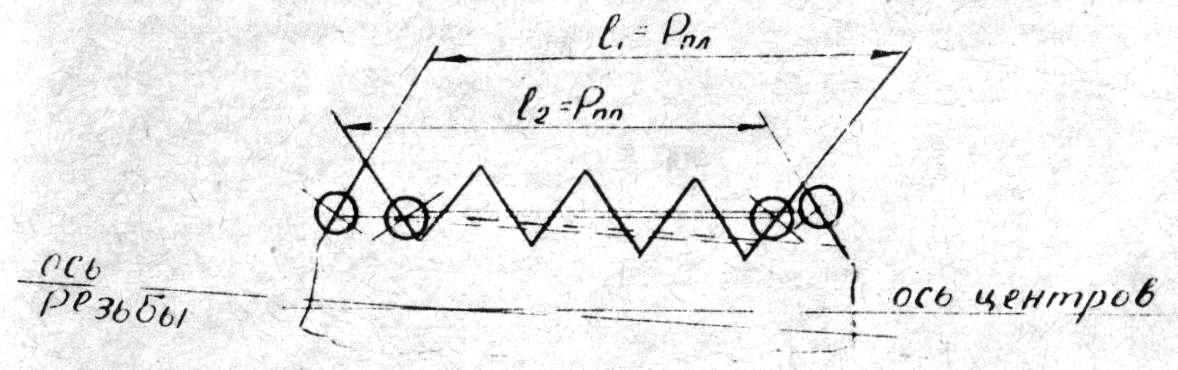
Рис. 22. Вимірювання кроку різі
Після вимірювання розміру n кроків різі обчислюють |ΔРn| - абсолютну величину накопиченої погрішності кроку і fp - діаметральну компенсацію кроку, записують в таблицю 19 звіту.
4. Вимірюють половину кута профілю різі. Результати вимірювань записують в таблицю 20 звіту.
При вимірі половини кута профілю (рис. 23) вертикальну пунктирну координатну лінію поєднують з профілем різі і виконують відлік за кутомірною шкалою, який дає безпосередньо половину кута профілю до 360°.
Погрішності від неспівпадання осі різі з поздовжнім напрямом вимірювання виключають шляхом вимірювання кожної половини кута профілю з протилежних сторін відносно осі різі.
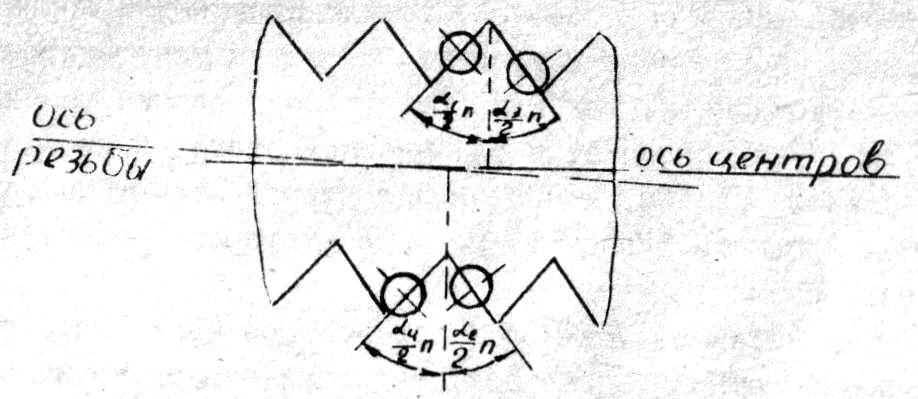
Рис. 23. Вимірювання половини кута профілю різі
Дійсні значення половини кута профілю визначають по формулах
(25)
Ці кути характеризують не лише кут профілю різі, але і його положення відносно осі різі.
Після вимірювання половин кута профілю обчислюють погрішність Δα/2 половини кута профілю і fα - діаметральна компенсація половини кута профілю, записують в таблицю 20 звіту.
5. Визначають по формулі (17) приведений середній діаметр зовнішньої різі і виконання умови звинчуваності зовнішньої різі
dпр ≤ d2ном. (26)
Визначають придатність різі за усіма нормованими параметрами і по приведеному середньому діаметру.
Звіт про виконання роботи
Звіт по лабораторній роботі повинен містити:
Метод роботи і завдання
Облаштування мікроскопа ММИ та його технічні характеристики
Методику проведення вимірювань (стисла), ілюстровану ескізами
Таблиці результатів вимірювання параметрів зовнішньої різі (таблиця. 17..20).
Висновки.
Таблиця 17