

3.4. Порядок проведення роботи
3.4.1. Контроль деталі на великому проекторі
Деталь поміщають на предметний стіл 5 (див. рис. 5) і, переміщуючи стіл штурвалом 10, домагаються чіткого і різкого зображення її на екрані 11.
Креслення деталі з подвійним контуром, виконане на кальці в масштабі 10:1, встановлюють на екрані. У освітлювальній частині проектора встановлюють об'єктив зі збільшенням 10х.
Спочатку необхідно поєднати зображення базових отворів деталі і отворів креслення. Подвійний контур на кресленні являє собою графічне зображення допуску на контур деталі.
Деталь вважають придатною, якщо спроектоване зображення укладається між граничними контурами креслення, певними величинами і розташуванням полів допусків окремих розмірів контрольованої деталі.
Виконують ескіз деталі в таблиці 5 звіту, роблять висновок про придатність деталі і вид браку.
3.4.2. Вимір радіусу сегментної шпонки на великому проекторі
На рис. 7 представлена схема вимірювання радіусу сегментної шпонки. Якщо розглянути трикутники ΔABC і ΔСDВ, то можна визначити залежність радіусу від величин "а" і "в"
(15)
![]()
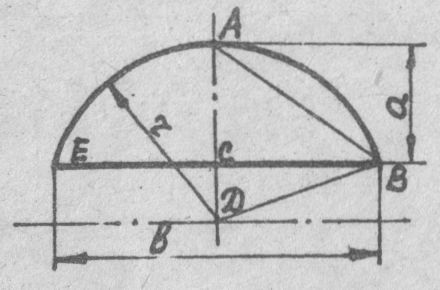
Рис. 7. Схема вимірювання радіусу сегментної шпонки непрямим методом
Підготовка до вимірювань
Деталь встановлюють на предметному столику так, щоб вона розташовувалася симетрично відносно однієї з координатних осей. При цьому основа сегментної шпонки має бути паралельним до другої координатної осі. Правильність установки деталі відносно координатних осей екрану проектора перевіряють шляхом обертання мікрометричних гвинтів 7 або 3 (див. рис. 5). При цьому зображення основи шпонки повинне переміщатися паралельно одній з координатних осей екрану.
Проведення вимірювань та обробки результатів
Далі шляхом обертання мікрометричних гвинтів вершину тіні шпонки А поєднують з перехрестям осей. У цьому положенні виконують відлік по шкалах барабанів мікрометричних гвинтів. Потім переміщають предметний стіл 5 за допомогою одного з мікрометричних гвинтів так, щоб основа шпонки торкалася координатної осі, і в цьому положенні виконують другий відлік по барабану того мікрометричного гвинта, яким здійснювалося переміщення столу. Різниця відліків є величиною "а". Аналогічно визначають величину хорди "в", поєднуючи точку В, а потім точку Е з перехрестям осей в окулярі.
Результати вимірювань заносять в таблицю 6 звіту. Роблять п'ять або сім повторних вимірювань величин "а" і "в", кожного разу міняючи положення шпонки на предметному столі і роблячи нову установку деталі відносно координатних осей.
Таблиця 5
Результати контролю деталі складної конфігурації
Ескіз деталі |
Висновок про придатність деталі |
Вид браку |
|
|
|
Роблять дослідження точності визначення середнього арифметичного значення радіусу шпонки, використовуючи методику, викладену в розділі 3.2.2. Порівнюють граничну похибку мікрометричних гвинтів проектора при виконанні вимірювань прямим методом з похибкою непрямого методу.
Таблиця 6