

Міністерство освіти і науки, молоді та спорту україни
НАЦІОНАЛЬНИЙ АВІАЦІЙНИЙ УНІВЕРСИТЕТ
Основи взаємозамінності Лабораторний практикум
для студентів напряму підготовки 6.051101
«Авіа- та ракетобудування»
К
УДК
ББК
Автори: А.П. Кудрін, В.В. Лубяний, Г.М. Зайвенко
Рецензент:
Затверджено методичною редакційною радою Національного авіаційного університету (протокол № ___ «_____» 2013р.
Основи взаємозамінності. Лабораторний практикум. Автори: А.П. Кудрін, В.В. Лубяний, Г.М. Зайвенко. – К.: НАУ, 2013. – 46 с.
Містить лабораторні роботи та методичні вказівки до їх виконання. Призначений для студентів напряму підготовки 6.051101 «Авіа- та ракетобудування», які вивчають дисципліну «Основи взаємозамінності».
Може бути використаним при вивченні споріднених дисциплін студентами інших напрямків підготовки.
ВСТУП
Лабораторний практикум містить лабораторні роботи, виконання яких направлене на закріплення теоретичного матеріалу дисципліни, зазначеної у назві практикуму, та отримання навичок при практичному їх застосуванні.
Лабораторна робота № 2 Вимірювання розмірів і відхилень форми поверхонь деталей машин індикатором часового типу, встановленим в стояку
Мета роботи – отримати навички застосування пристрою вимірювальних головок та стояків для встановлення цих головок при вимірюванні розмірів і відхилень форми поверхні деталі.
Завдання – виміряти діаметр та відхилення форми поверхні вала індикатором часового типу, встановленим у стояк із столиком.
Вимірювана
деталь
– гладкий вал або зовнішній розмір
кільця, номінальний розмір діаметра
20…50 мм, поле допуску е8
(![]() ),
довжина вала 50…75 мм, а довжина кільця
10…30 мм (рис. 2.1).
),
довжина вала 50…75 мм, а довжина кільця
10…30 мм (рис. 2.1).
Засоби вимірювання:
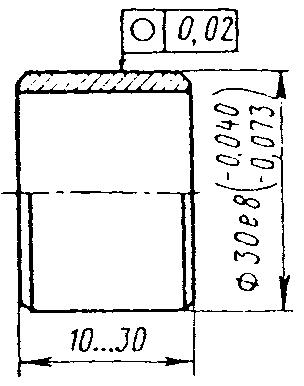
Рис. 2.1. Креслення кільця
Індикатор годинного типу, укріплений в стійці С-III. Основою індикатора годинного типу служить корпус 8 (рис. 11, а), усередині якого змонтований передавальний механізм — рейково-зубчаста передача. Крізь корпус 8 проходить вимірювальний стержень 2 з наконечником 1. На стержні 2 нарізана рейка, рухи вимірювального стержня-рейки 2 передаються зубчастими колесами стрілці 5, повороти якої відлічуються за круговою шкалою 4. Для установки на «0» кругова шкала обертається обідком 6. Для приєднання до стійки індикатор оснащений гільзою 3 або вушком 7.
Будову|устрій| та принципову схему індикатора типу ИЧ| показано на рис. 3.27. Основними вузлами індикатора є|з'являються,являються| циферблат 1 зі|із| шкалою, обідок 2, стрілка 3, покажчик 4 числа обертів|зворотів,обертів| стрілки, гільза 5, вимірювальний стрижень|стержень| 6 з|із| наконечником 7, корпус 8, вушко 9 та головка|голівка| 10 стрижня|стержня|. Гільза і вушко служать для кріплення індикатора на стояках|стойках|, штативах і пристосуваннях. Поворотом обідка 2, на якому закріплений циферблат, стрілку суміщають|поєднують| з|із| будь-якою поділкою|поділкою,розподілом,поділом| шкали. За головку|голівку| 10 стрижень|стержень| відводять при установленні виробу під вимірювальний наконечник.
Принцип дії індикатора полягає в наступному|слідуючому| (рис. 3.27, б). Вимірювальний стрижень|стержень| 12 переміщується в точних втулках напрямних 2, запресованих у гільзи корпусу. На стрижні|стержні| нарізана зубчаста|зубчаста| рейка 11, яка повертає триб| 10 з|із| числом зубів z = 16 (трибом| у приладобудуванні називають зубчасте|зубчасте| колесо з|із| числом зубів z = 18). Зубчасте|зубчасте| колесо 9 (z = 100), встановлене|установлене| на одній осі з|із| трибом| 10, передає обертання трибу| 8 (z = 10). На осі триба| 8 закріплено стрілку 3. У зачепленні з|із| трибом| 8 знаходиться|перебуває| також зубчасте|зубчасте| колесо 7 (z = 100), на осі якого закріплені покажчик 4 і втулка 6 з|із| пружинним волоском 5, інший кінець якого прикріплений|скріпляти| до корпусу. Колесо 7, знаходячись|перебуваючи| під дією волоска, забезпечує роботу всієї передачі приладу на одній стороні профілю зуба і тим самим усуває мертвий хід передачі. Пружина 1 створює вимірювальне зусилля на стрижні|стержні|.
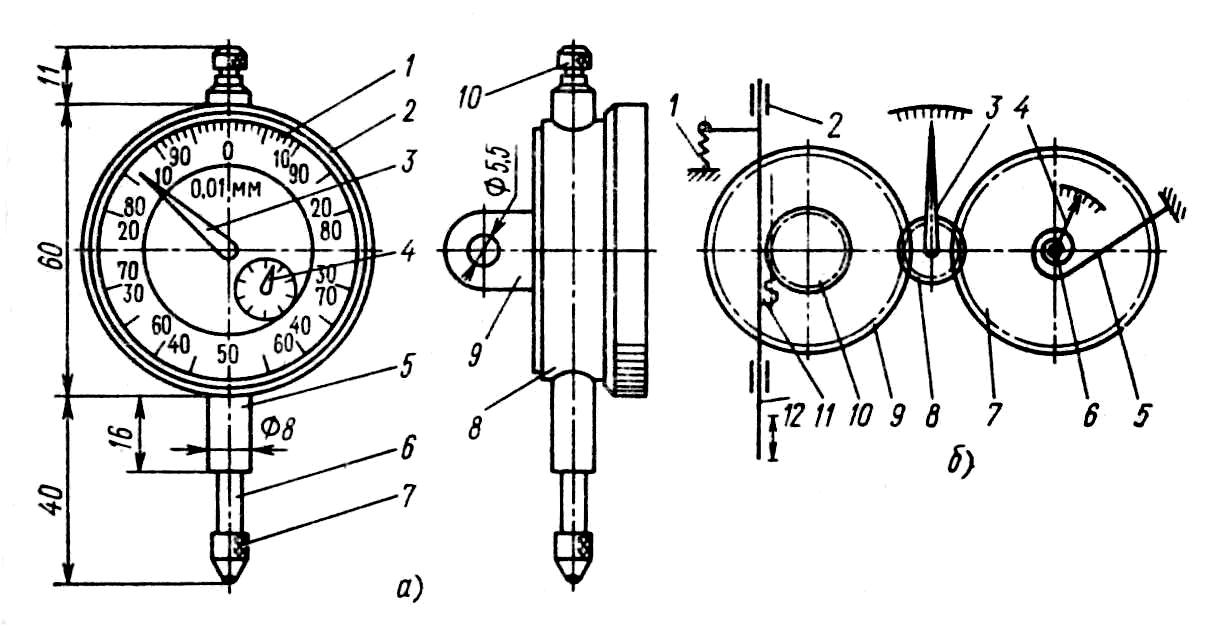
Рис. 3.27. Індикатор годинникового|часового| типу ИЧ
Передавальне відношення|ставлення| зубчастого|зубчастого| механізму виконане так, що при переміщенні вимірювального стрижня|стержня| на відстань l = 1 мм стрілка здійснює|скоює,чинить| повний|цілковитий| оберт|зворот,оберт|, а покажчик повертається|обертається| на одну поділку|поділку,розподіл,поділ|. Шкала індикатора має число поділок|поділок,розподілів,поділів| n = 100. Ціна поділки|поділки,розподілу,поділу| шкали циферблату С|із| = l/п = 1/100 = 0,01 мм.
Для виміру деталей порівнянням з кінцевими мірами довжини індикатори годинного типу частіше усього встановлюють в стійки.
2. Стійка із столиком типу З-IV показана на мал. 11, би. У основі 1 стійки жорстко укріплені круглий столик 2 і колонка 6. На столик 2 встановлюють вимірювані деталі або кінцеві заходи довжини. По колонці 6 переміщається і встановлюється на вимагаєму висоту кронштейн 5, закріплюваний затиском 7. Індикатор годинного типу 4 встановлюється гільзою в приєднувальний отвір кронштейна і закріплюється затиском 3.
При настройці індикатора для відносних вимірювань|вимірів| на плиту або стіл стояка|стойки| (рис. 3.28, а) встановлюють блок кінцевих мір, розмір якого дорівнює номінальному розміру виробу. При абсолютних вимірюваннях|вимірах| міри не використовуються.
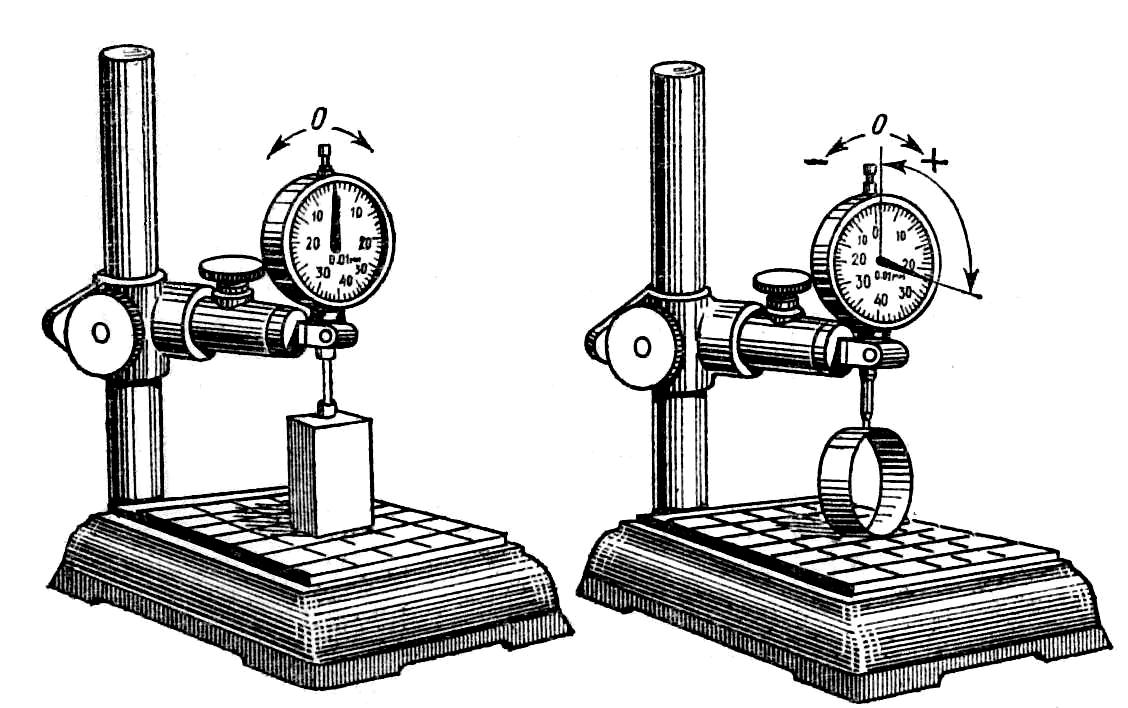
а б
Рис. 3.28. Настройка та вимірювання|вимір| індикатором:
а – настройка; б – вимірювання|вимір|
3. Плоскопаралельні кінцеві заходи довжини (КМД). Для установки індикатора годинного типу на розмір і на «0» у вигляді зразків розміру зазвичай застосовують КМД. Ці заходи є сталевими загартованими пластинами з високоточними плоскопаралельними вимірювальним поверхнями, що мають дуже малу шорсткість. Розміри цих КМД виготовляють з допусками від 0,07 до 2,0 мкм залежно від номінального розміру і класу точності цієї міри. КМД застосовують як окремо, так і у блоках.
Зіставлення похибки виміру валу Ø40е8(_), що припускається, з граничною погрішністю виміру індикатором годинною типу деталі цього ж розміру :
- допуск на обробку деталі Т = 39 мкм;
- похибки виміру, що припускається, при цьому допуску і номінальному розмірі Ø40 мм δ = 10 мкм;
- гранична погрішність виміру Ø40 мм індикатором годинного типу при переміщенні вимірювальною стержня від встановленого по КМД розміру не більше 1 мм складає Δ = 10 мкм (див. таблицю 1 Додатка 8) при застосуванні КМД 3-го класу точності.
Висновок: допустимо вимірювати розмір валу Ø40е8 індикатором годинного типу, встановленим в стійці.
Схема виміру приведена в звітному бланку для цієї лабораторної роботи (див. Додаток 2).
Підготовка до вимірювання
1. Підготувати блок з КМД:
- підрахувати за номінальним розміром вимірюваної деталі номінальні розміри окремих КМД для блоку (якщо в нім є необхідність); при цьому з номінального або найбільшого граничного розміру вимірюваної деталі слід по черзі відняти розміри КМД, наявні в наборі, отриманому для виконання роботи; віднімають спочатку менші і дробові розміри заходів, а потім великі.
Приклад: Задано виміряти методом порівняння з мірою деталь з найбільшим граничним розміром 42,750 мм. Для виміру отриманий набір КМД № 1. Вибираємо номінальні розміри КМД для отримання блоку 42,750 мм. Перша міра буде 1,25 мм, віднімаємо 42,75 - 1,25 = 41,50 мм, друга міра буде 1,50 мм, віднімаємо її 41,50 - 1,50 = 40 мм, третя міра буде 40 мм. Підсумовуємо вибрані КМД, отримаємо розмір блоку з них 1,25 + 1,50 + 40 = 42,75 мм.
- вийняти з набору заходи з підібраними номінальними розмірами;
- промити ці заходи у бензині і витерти чистою тканиною, причому особливо ретельно вимірювальні поверхні;
- притерти заходи у блок.
2. Закріпити індикатор годинного типу 2 гільзою в приєднувальний отвір кронштейна стійки (рис. 12), для чого спочатку перевірити звільнену затиску 3 приєднувальних втулки 4, потім вставити індикатор гільзою 5 в приєднувальний отвір втулки кронштейна і закріпити індикатор затиском 3 щільно, але так, щоб зберегти вільне переміщення вимірювального стержня 6.
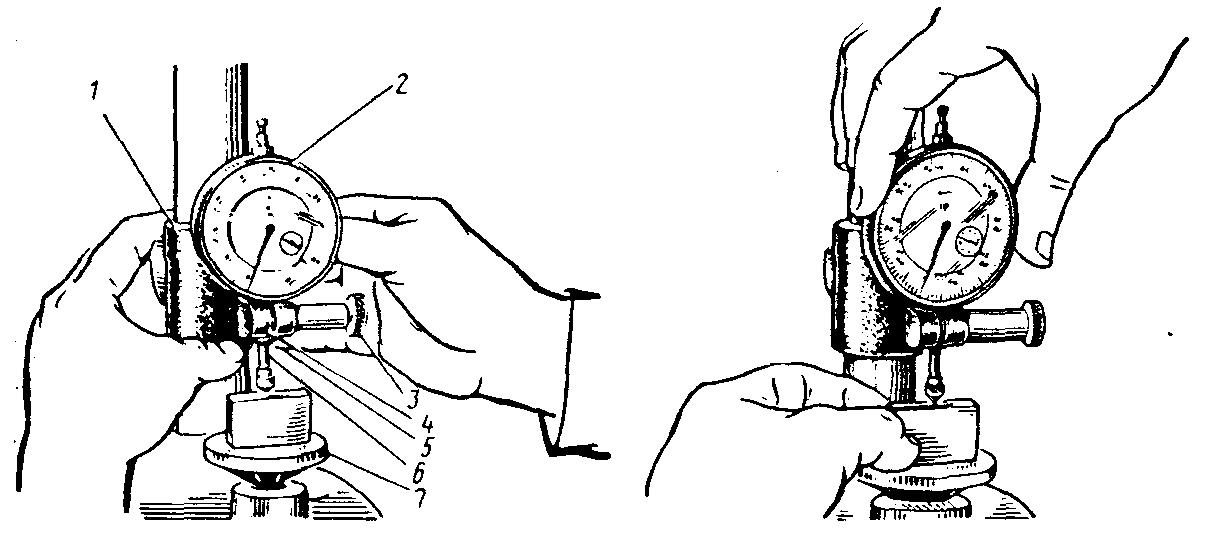
Рис. 12. Установка індикатора годинного типу разом з кронштейном стійки на номінальний розмір деталі по блоку КМД |
Рис 13. Установка шкали індикатора годинного типу на «0» по блоку КМД |
Вимірювання деталі
1. Встановити індикатор на номінальний розмір і циферблат індикатора на «0», для цього:
- поставити стійку перед собою і протерти чистою тканиною поверхню столика 7;
- встановити блок КМД вимірювальною поверхнею довшої міри на середину поверхні столика 7, як показано на мал. 12. Потім, охопивши лівою рукою кронштейн 1, а правою рукою, звільнивши затиск кронштейна, опустити плавно кронштейн з індикатором вниз до торкання вимірювального наконечника поверхні верхньої КМД блоку і продовжувати опускання кронштейна до тих пір, поки головна стрілка індикатора не зробить повний оберт. У цьому положенні закріпити міцно затиск кронштейна;
- встановити блок КМД серединою вимірювальної поверхні міри під наконечником індикатора (мал. 13), щільно притиснувши його до поверхні столика, а потім, обертаючи обідок індикатора, провернути циферблат (кругову шкалу) до поєднання середини нульового штриха з віссю головної стрілки індикатора;
- перевірити правильність виконаної установки індикатора на «0». Для цього правою рукою підняти за голівку вимірювальний стержень індикатора, лівою зняти із столика блок КМД, а потім наново встановити цей блок на столик стійки серединою під вісь вимірювального наконечника і тут плавно опустити вимірювальний стержень 6 (див. мал. 12) індикатора до торкання вимірювального наконечника з вимірювальною поверхнею верхньої міри блоку. У цьому положенні головна стрілка повинна знаходитися проти середини нульового штриха кругової шкали індикатора.
Якщо при цьому середина штриха і вісь стрілки не співпадуть, то слід повторити дії цього розділу, і якщо знову не співпадуть, то необхідно перевірити надійність затисків приєднувальної втулки і кронштейна і ще раз повторити усі дії цього розділу, поки не доб'єтеся точної і надійної установки індикатора на розмір і на «0».
2. Вимір діаметру деталі :
- охопити щільно пальцями обох рук вимірювану деталь і покласти її на столик стійки перед собою, як показано на мал. 14, перерізом II — II (див. схему вимірювання у Додатку 2) проти осі вимірювального стержня;
- плавною поступальною ходою рук зрушити деталь перпендикулярно її осі, ковзаючи нею по столику, до підведення діаметрального перерізу під вимірювальний наконечник. Цей переріз легко буде помітити по зміні напряму обертання стрілки індикатора — спочатку торкання наконечника з поверхнею деталі у міру росту розміру стрільця обертатиметься за годинниковою стрілкою, в місці проходження максимального розміру вона на мить зупиниться, а потім головна стрілка стане обертатися проти годинникової стрілки, оскільки разів-заходів зменшуватиметься;
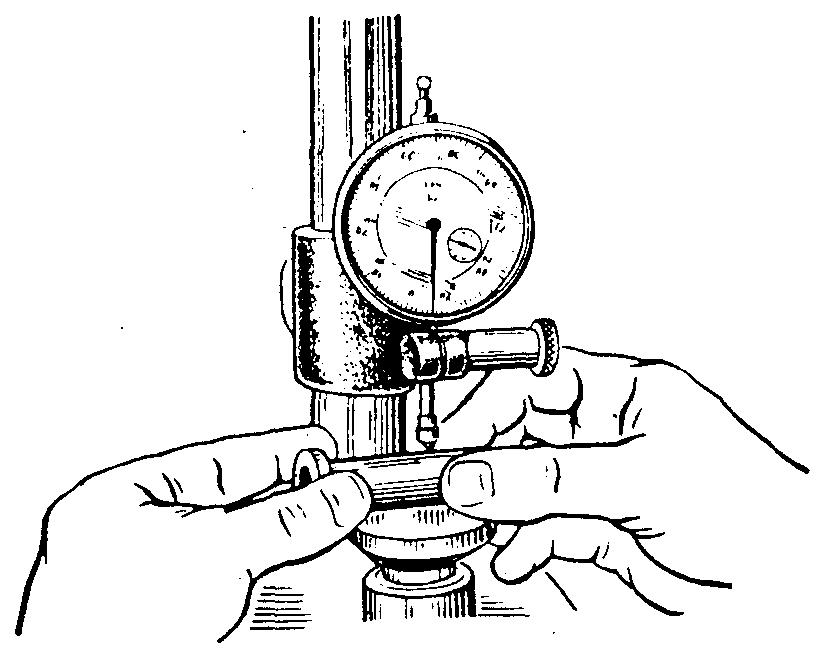
Рис. 14. Вимірювання валу на столику стійки індикатором годинного типу
- встановити вимірювану деталь в положення максимуму, і, притискаючи її до поверхні столика, катати по ній то від себе, то на себе, намагаючись при цьому не ковзати нею по столику. Під час катання слід спостерігати за возвратно-обертальними рухами головної стрілки індикатора і виявити саме далеке ділення шкали, до якого вона доходитиме при обертанні за годинниковою стрілкою. Таке катання слід виконати кілька разів, поки при кожному русі на максимум стрільця не стане доходити до одного і того ж штриха кругової шкали індикатора. Тоді треба відлічити число поділок від цього крайнього штриха до нульового з урахуванням знаку цього відхилення, помножити на ціну ділення індикатора (в даному випадку на 0,01 мм) і записати це відхилення на окремому листку; після цього зняти вимірювану деталь із столика стійки;
- підрахувати дійсний розмір деталі в перерізі II — II. Для цього слід відлічити виявлене відхилення з урахуванням його знаку від номінального розміру блоку КМД і записати отриманий результат в графу daII у звітному бланку.
Обробка результатів вимірювання
Користуючись засобами виміру, використовуваними в цій лабораторно-практичній роботі (індикатор годинного типу, КМД і стійка), обчислювати величини діаметрів для визначення величин відхилень форми (як в роботі № 1) не обов’язково. У кожному перерізі досить за схемою вимірювання визначити різницю відхилень в різних положеннях деталі, а саме:
1. Овальність — деталь покатати під вимірювальним наконечником індикатора в перерізі II — II по столику такими ж рухами, як і для виміру діаметру, знайти величину відхилення і його знак. Потім повернути деталь навколо осі обертання на 90° і виконати ті ж рухи в новому положенні, знайти величину другого відхилення і його знак. Віднімаючи з першого відхилення друге з урахуванням знаків, отримаєте величину овальності поверхні валу в перерізі II — II (записати її числове значення на окремому листку). У такій же послідовності виміряти і записати овальності в перерізах I — I і III — III (див. схему виміру в Додатку 2) і найбільшу з них запишіть в графу овальності в звітному бланку (там же).
2. Конусоподібність — покатати деталь під наконечником індикатора спочатку в перерізі I — I, визначити і запам'ятати величину відхилення і його знак, а потім зрушити деталь уздовж осі до положення, в ко-тором наконечник співпадатиме з перерізом III — III і тут виконати катання для визначення величини і знаку відхилення. Знайти різницю алгебри між відхиленнями в перерізах I — I і III — III, що і складе величину конусоподібності в осьовій площині «а». Тепер повернути деталь на 90° навколо осі обертання і виконати виміри відхилень стрілки в перерізах I — I і III — III в іншій осьовій площині «b». Записати величину другої конусоподібності поряд з першою на тому ж листку, а потім велику з них занести в графу конусоподібності в звітному бланку.
3. Бочкоподібність — деталь покатати під наконечником індикатора по столику в перерізах I — I і II — II і знайти величини відхилень з їх знаками. Запам'ятати кожне з них, підрахувати різницю алгебри між ними, тобто визначити величину бочкоподібності і записати її на окремому листку.
Необхідно виходити з наступного правила:
- при відхиленнях стрілки від «0» в усіх перерізах зі знаком «+»: якщо в перерізі II — II абсолютна величина відхилення стрілки більше, чим на кінцях, то відхилення форми називається бочкоподібністю, а якщо відхилення стрілки менше в середині, то сідлоподібністю.
- при відхиленнях стрілки від «0» в усіх перерізах зі знаком «-» : якщо в перерізі II — II абсолютна величина відхилення стрілки менша, ніж в кінцях, то відхилення форми називається бочкоподібністю, а якщо відхилення стрілки більше в середині, то сідлоподібністю.
Після цього повернути деталь на 90° навколо осі обертання і виконати виміри відхилень стрілки в тих же перерізах, але в іншій осьовій площині, підрахувати різницю алгебри між ними, записати це на тому ж листку, що і першу. Проаналізувати відхилення форми за правилом вказаному вище і велику з величин, отриману в різних перерізах, записати в звітний бланк.
Придатність виміряної деталі визначають так само, як і в роботі № 1.
Звіт про виконання роботи
Заповнити в звітному бланку (див. Додаток 2) заключні графи, пред'явити керівникові виміряну деталь, індикатор в стійці в положенні, встановленому на «0», блок КМД, по якому виконувалася ця установка і заповнений звітний бланк.
Порядок заповнення звітного бланка вказаний в лабораторно-практичній роботі № 1.
Після перевірки якості виконання роботи необхідно:
- звільнити затиск приєднувального отвору кронштейна стійки і зняти з нього індикатор годинного типу;
- укласти індикатор у футляр і поряд з ним виміряну деталь; протерти чистою тканиною столик стійки.