Назначение зенкерования
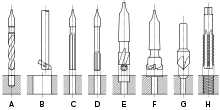
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкерование как получистовая и, отчасти, чистовая операция механической обработки имеет следующие основные назначения:
Очистка и сглаживание поверхности отверстий: перед нарезанием резьбы или развёртыванием;
Калибрование отверстий: для болтов, шпилек и другого крепежа.
Выполнение зенкерования. Виды зенкеров
Зенкерование является точной операцией механической обработки и требует высокой мощности, соответственно, является машинной операцией и выполняется на следующих станках:
Сверлильные станки всех типов: наиболее часто.
Станки токарной группы: наиболее часто.
Расточные станки: часто как вторичная операция.
Фрезерные (горизонтальные и вертикальные): редко. В основном на фрезерных с ЧПУ (как часть программы).
Агрегатные станки: как одна из операций в автоматической линии.
Зенкерование выполняется зенкерами. Зенкер представляет собой многолезвийный (3—12 лезвий) инструмент, имеющий ось вращения, при вращении которого его лезвиями производится обработка отверстия.
Основные виды зенкеров:
Зенкеры машинные цельные с метрическим конусом либо конусом Морзе;
Зенкеры насадные.
Зенкеры изготовляют преимущественно из быстрорежущих сталей или оснащёнными пластинами твёрдых сплавов. При зенкеровании широко применяются смазочно-охлаждающие вещества.
Зенкование.
Зенкование. Производится зенковками, которые имеют режущие кромки на торце инструмента (рис. 139). По конструкции зенковки бывают цилиндрическими, коническими и плоскими.


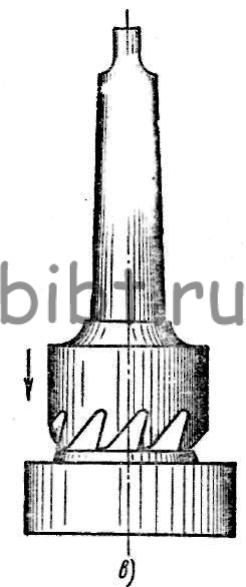
Рис. 139. Зенкование цилиндрических углублений (а), конических (б), цековка (в)
Зенковки цилиндрические (рис. 139, а) применяются для обработки гнезд с плоским дном под головки болтов и винтов. Для обеспечения соосности зенковки имеют направляющую цапфу.
Конические зенковки (рис. 139, б) имеют угол заточки конусной части, равный 60; 70; 90 или 120°.
Число режущих зубьев в зависимости от размера инструмента может быть различно. Применяются конические зенковки для получения конусных углублений под потайные головки заклепок, а также для снятия конусных фасок.
Плоская зенковка по своей конструкции представляет видоизмененное перовое сверло с цапфой на торце. Такой зенковкой можно снимать фаски или зенковать отверстия под головки болтов, винтов и заклепок, если угол ее заточки сделать равным 90; 75 или 60° (рис. 139, а). Направляющая цапфа впаивается (или ввинчивается) в тело зенковки, что значительно облегчает переточку.
При зенковании стружку с легких деталей удаляют путем опрокидывания (а не сдувания последних), а с больших деталей - струей сжатого воздуха.
Цекование (зачистка торцовых поверхностей). Цековки выполняют в виде насадных головок, имеющих на торце четыре зуба (рис. 139, в). Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Распиливание является
разновидностью опиливания. При
распиливании выполняется обработка
напильником отверстия или проема для
обеспечения заданных форм и размеров
после того, как это отверстие или проем
предварительно получены сверлением,
обсверливанием контура с последующим
вырубанием перемычек, выпиливанием
незамкнутого контура (проема) ручной
ножовкой, штамповкой или др. Эта операция
часто применяется в слесарной практике,
особенно при выполнении ремонтных,
сборочных и инструментальных работ.
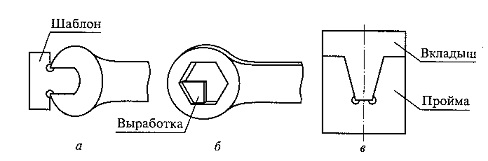
Рисунок 15.1 Шаблон и вкладыш: а - шаблон; б - выработка; в - вкладыш (Б. С Покровский В. А. Скакун «Слесарное дело» Москва 2003)
В зависимости от формы контура, подлежащего распиливанию, выбирается форма рабочего инструмента (напильника, надфиля), соответствующие приспособления и контрольно-измерительные инструменты.
Особенность операции распиливания по сравнению с опиливанием состоит в том, что контроль качества обработки (размеров и конфигурации) производится специальными проверочными инструментами - шаблонами, выработками, вкладышами и т.д. наряду с применением универсальных измерительных инструментов. Припасовка - это слесарная операция по взаимной пригонке способами опиливания двух сопряженных деталей (пары). Припасовываемые контуры пар деталей подразделяются на замкнутые (типа отверстий) и открытые (типа проемов). Одна из припасовываемых деталей (с отверстием, проемом) называется проймой, а деталь, входящая в пройму, - вкладышем. Распиливание и припасовка - весьма трудоемкие слесарные операции, поэтому их стараются по возможности механизировать.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой вышетемпературы плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы, а также для понижения поверхностного натяжения и улучшения растекания припоя применяют флюсы.
Луже́ние — нанесение тонкого слоя расплавленного олова на поверхность металлических изделий. Лужение производится для защиты металла от коррозии или для подготовки кпайке (лужёная поверхность лучше смачивается припоем).
СКЛЕИВАНИЕ
метод получения неразъемного соединения (клеевого соединения) деталей, основанный на адгезии клеевой прослойки и склеиваемого материала. Клеевая прослойка формируется из клея (см. Клеи неорганические, Клеи природные, Клеи синтетические, Резиновые клеи)путем заполнения им зазора между соединяемыми деталями и образует самостоят. фазу. Если имеет место (напр., вследствие диффузии клея) непрерывный структурный переход между Соединяемыми материалами, то правильнее говорить не о склеивании, а о сварке. Помимо адгезии прочность клеевого соединения определяется когезией клеевой прослойки и соединяемого материала, а также конструкцией соединит. шва.
С. позволяет соединять разнородные материалы, сохраняя их структуру и св-ва, объединять большие пов-сти (в т. ч. сложной формы и в труднодоступных местах), придает конструкции повыш. трещиностойкость по сравнению с монолитной, экономит энергию (по сравнению со сваркой). Недостатки С.: значит. продолжительность рабочего цикла, особенно в случае использования реактивного клея, необходимость применения многооперац. технологии, рост технол. затрат при повыш. требованиях к качеству соединения, высокая трудоемкость подготовит. операций.
С. включает след. осн. операции: приготовление клея, подготовку соединяемых пов-стей, нанесение клея (иногда с открытой выдержкой), приведение пов-стей в контакт, отверждение (или затвердевание) клея, контроль качества клеевого соединения.
Приготовление клея заключается в дозировании компонентов клея и их смешивании в последовательности, определяемой рецептурой. Для обеспечения длительной жизнеспособности клея отвердитель (см. Отверждение) или ускоритель отверждения вводят непосредственно перед применением клея.
Соединяемые пов-сти подгоняют друг к другу, очищают и(или) модифицируют их. При С. мн. металлов и пластич. масс на основе полярных полимеров пов-сти обрабатывают струей мелкодисперсного абразивного материала (струйная обрабртка) с послед. обезжириванием, при С. А1 и его сплавов используют травление или анодное оксидирование (см. Электрохимическая обработка металлов).Обезжиривают пов-сти орг. р-рителями, не вызывающими растворения или набухания полимеров, и водными моющими ср-вами. При применении акрилатных и нек-рых эпоксидных клеев, содержащих р-рители, тщательное обезжиривание пов-сти требуется не всегда. Инертные полимерные материалы перед С. обрабатывают к-тами, солями и др. хим. реагентами, коронным разрядом, плазмой. Обработка пов-сти полимерных композиц. материалов не требуется, если на ней находится защитный слой из лавсановой или полиамидной ткани, удаляемый перед нанесением клея. Для сохранения активности подготовленных пов-стей, придания соединениям большей долговечности на них наносят т. наз. адгезионные грунты, в качестве к-рых используют р-ры разл. полимеров (часто основы клея) с добавками ZnCrO4 или SrCrO4 или кремнийорг. соед. (напр., g-аминопропил-триэтоксисилан).
Наносят клеи обычно на обе соединяемые пов-сти способами, аналогичными используемым при нанесении лакокрасочных покрытий. Пленочные клеи вырезают по размеру склеиваемых участков и укладывают на нанесенный точками жидкий клей или подогретую пов-сть. Акрилатные клеи на соединяемые пов-сти можно наносить т. наз. методом "А + Б", при к-ром на одну из соединяемых пов-стей наносят компонент клея, содержащий отвердитель (инициатор), а на другую-компонент, содержащий ускоритель отверждения, или непосредственно после смешения компонентов. Термопластичные клеи (клеи-расплавы) подают в зазор между склеиваемыми деталями с помощью устройств типа литьевых машин. Открытая выдержка нанесенного клея способствует вытеснению воздуха из пор и неровностей пов-сти, выравниванию толщины клеевого слоя, удалению р-рителя.
Соединяемые пов-сти приводят в контакт друг с другом с помощью давления, что обеспечивает фиксирование деталей, достижение достаточного контакта между клеем и пов-стями, создание клеевой прослойки оптим. толщины. Величина давления зависит от вязкости клея, точности подгонки пов-стей, жесткости склеиваемых участков; оптим. значение подбирают преим. эмпирически для каждого клея отдельно. Для создания давления при С. применяют пневма-тич. или гидравлич. прессы, разл. зажимные устройства, грузы и др.
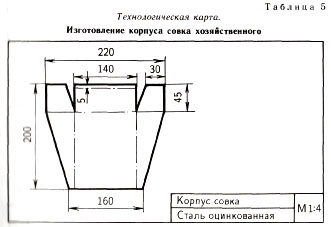
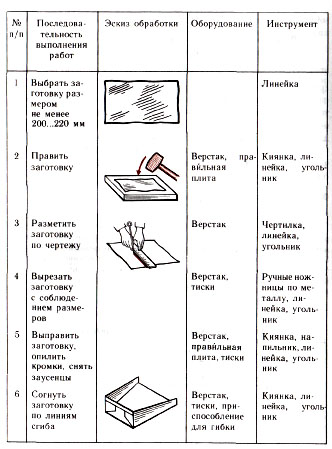
Технологическая карта изготовления металлического совка.