

6.7. Магнитотвёрдые материалы
Магнитотвёрдые материалы применяют для изготовления постоянных магнитов. Важнейшей характеристикой постоянного магнита является максимальное значение энергии магнитного поля в воздушном зазоре магнита.
В
Рис.
6.12. Постоянный магнит (2) с воздушным
зазором (1)
Энергия магнитного поля в зазоре, отнесённая к его объёму, определяется как В·Н/2 (Дж/м3). Зависимость энергии магнитного поля от его напряжённости и индукции показана на рис. 6.13 (кривая 2). Величина энергии магнитного поля при некоторых Н2 и В2 принимает максимальное значение, которое соответствует наиболее эффективному режиму использования материала магнита.
М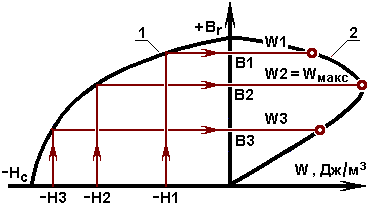 аксимальная
энергия в единице объёма зазора магнита
зависит от остаточной индукции Вr
, коэрцитивной силы НС
и формы кривой размагничивания,
характеризующей материал магнита:
чем более выпукла кривая, тем большее
значение магнитной энергии удаётся
получить при прочих равных условиях.
аксимальная
энергия в единице объёма зазора магнита
зависит от остаточной индукции Вr
, коэрцитивной силы НС
и формы кривой размагничивания,
характеризующей материал магнита:
чем более выпукла кривая, тем большее
значение магнитной энергии удаётся
получить при прочих равных условиях.
М
Рис.
6.13. К определению максимальной удельной
энергии магнитного поля в воздушном
зазоре постоянного магнита: 1 — кривая
размагничивания материала; 2 — кривая
удельной энергии магнитного поля в
воздушном зазоре
Легированные мартенситные стали — легированы добавками вольфрама, хрома, молибдена, кобальта (табл. 6.3). Мартенситную структуру высокоуглеродистой стали получают закалкой (нагревом до температур, при которых углерод растворяется в железе) с последующим охлаждением в воде или масле. Мартенситной структуре свойственна удлинённая форма кристаллов с внутренним напряжением, что обеспечивает магнитную и механическую твёрдость материала.
Детали из мартенситных сталей изготовляют горячей ковкой или штамповкой с последующей закалкой их на мартенсит и намагничиванием.
Легированные стали не обладают высокими магнитными качествами, но дёшевы и легко поддаются механической обработке. Лучшими из них являются кобальтовые стали, но они дороже хромистых и вольфрамовых.
Комол — ковкий железо-кобальтово-молибденовый сплав, почти не содержащий углерода (табл. 6.3). Он обладает повышенной коэрцитивной силой и более выпуклую, чем у мартенситных сталей, кривую размагничивания, благодаря чему максимальная магнитная энергия постоянных магнитов из него доходит до 8 кДж/м3. Комол устойчив против старения при температурах до 600 ОС. Высокая стоимость ограничивает использование комола.
Магнико — сплавы железа с алюминием, никелем, медью, кобальтом, титаном (обозначаются в марках сплавов буквами Ю, Н, Д, К, Т соответственно) (табл. 6.3). Магнитные качества всех магнитотвёрдых материалов определяются состоянием их кристаллической решётки. Значительное искажение кристаллической решётки железа в магнитотвёрдых сплавах магнико повышает их магнитную энергию, но увеличивает твёрдость и хрупкость, что затрудняет их механическую обработку. Детали из таких материалов изготавливают литьём с последующим шлифованием или методами порошковой металлургии.
Надлежащие магнитные качества сплавы приобретают после термообработки, при которой выдерживаются длительность, температура нагрева и скорость охлаждения. Кобальтовые сплавы охлаждают в сильном постоянном магнитном поле, что повышает их магнитные качества.
Таблица 6.3
Характеристики магнитотвёрдых ферромагнетиков
Марка материала и его состав в % по массе |
НС, КА/м |
Вr, Тл |
WВН, КДж/м3 |
ЕХ 9К 15М — легированная сталь ( 1C , 9Cr , 1,5Мо ,7W , 88,5Fe ) 12 КМВ — комол ( 12Co , 6Mo , 12W , 70Fe ) ЮНДК 24 — магнико ( 14Ni , 8Al , 24Co , 3Cu , 51Fe ) 52К Ф13 — викеллой ( 52Co , 13V , 35Fe ) ПтК 76 — платинакс ( 76Pt , 24Co ) |
12,7
19,9
47,8
39,8
318,4 |
0,82
1,05
1,23
0,6
0,79 |
4,4
8,8
31,8
14
95,5 |
Викеллой – сплав железа, кобальта и ванадия (табл. 6.3), обладающий значительной коэрцитивной силой, максимальной энергией до 14 кДж/м3 и поддающийся обработке холодной прокаткой и волочением.
Платинакс — сплав кобальта с платиной (табл. 6.3), весьма дорогой, но обладающий высокой коэрцитивной силой и значительной максимальной удельной энергией. Платинакс используется в электронной промышленности и приборостроении.
Металлокерамические магниты изготовляют из измельчённых магнитотвёрдых сплавов методами порошковой металлургии, позволяющими решить проблему массового безотходного автоматизированного производства деталей небольших размеров со сложной конфигурацией. Смесь порошков сначала прессуют в пресс-формах при давлении 400…800 МПа и температуре спекания компонентов смеси около 1300 ОС, затем полученные изделия подвергают термической или термомагнитной обработке.