

2.2. 2 Жұмысты орындау тәртібі
Тісті дөңгелектерді өлшеу және есептеу арқылы берілістің негізгі параметрлері аныкталып, 1 және 2 – кестеге енгізіледі.
Берілістің осьаралық қашықтығы анықталады.
Біліктердің осьтерінің параллельдігі тексеріледі.
Тісті берілістердің радиаль ауытқымасы өлшенеді.
Іліністердің радиаль jr және бүйір jn саңылаулар анықталады.
Іліністің түйісу таңбасы өлшенеді.
Нәтижелері талданып, жұмыс бойынша қорытынды жасалады.
2.3 Бұрамдық берілістерді құрастыру сапасын тексеру
(3 – лабораториялық жұмыс)
Жұмыстың мақсаты: Бұрамдық берілістерді құрастыру сапасын тексеруге іс жүзінде дағдылану, тексеру әдістерін меңгеру.
Орындалу уақыты – 2 сағат.
Қажетті жабдықтар мен аспаптар:
– бұрамдық редуктор ( Р4 – 80 типті );
– штихмас (ішөлшегіш) – 1 дана;
– сағат типті иңдикатор (штативімен) өлшем бірлігі – 0,01мм – 2 дана;
– иінтірек (рычаг) – 2 дана;
– арнайы құралбіліктер (оправкалар) – 2 дана;
– сыр (ультрамарин) ;
– еріткіш – табиғи олиф МСТ 7931– 76;
– қорғасын сым d = 1 – 3 мм;
– микрометр ( МСТ 6507 – 90 );
– сүңгіштер L = 100 мм, N 2 жинақ – 1 дана;
– қол сүрткіштер.
2.3.1 Бұрамдық берілістерді құрастырудың теориялық негіздері
Бұрамдық беріліс – бұрамдық деп аталатын бұрамадан (винт) және цилиң-дрлі қиғаш тісті дөңгелектің варианты болатын бұрамдық дөңгелектен тұрады. Айқасты осьті біліктерге айналмалы қозғалысты жеткізуді қамтамасыз ететін бұрамалы тісті цилиндрлі берілістермен салыстырғандағы, бұрамдық берілістің артықшьшықтары төмеңдегідей:
– тістердің бастапқы түйісуі нүктелі емес - сызық бойынша;
– бұрыштардың қиылысу бұрышы әр түрлі болуы мүмкін, бірақ әдетте 90°;
қиғаш тісті дөңгелектің тоғынымен салыстырғанда, бұрамдық дөңгелектің тоғыны ойық пішінді болып келеді. Бұл тістердің түйісу сызығы ұзындығын ұзартуға мүмкіндік береді;
– бұрамдық берілістердің жұмысы дыбыссыз және жұмсақ.
Бұрамдық берілістердің кемшілігі – п. ә. к. төмендігі. Бұрамдықтың бұран –дасы бір немесе көпкірмелі, оң және сол бағытты болуы мүмкін. Бұрамдықтың бұрама сызығының көтерілу бұрышы дөңгелек тістерінің көтерілу бұрышына сәйкес болады. Әдетте бұрама сызығыңың көтерілу бағыты оң және кірме саны -бірден төртке дейін бұрамдық берілістер қолданылады. Бұрамдықтар көміртекті немесе легірленген болаттан жасалып, әдетте қаттылығы НRС 58…63 дейін термиялық өндеуден өтеді. Әдетте қолданылатын бұрамдықтар 15Х, 20Х, 12ХН2, 12ХГТ, 20ХФ маркалы легірленген болаттан және 40, 45 маркалы көмір-текті болаттардан жасалып, қаттылығы НRС 45…55 дейін шыңдалады. Көп жағдайларда бұрамдық білікпен бірге жасалады. Бұрамдық дөңгелектің материалы, бұрамдық тістерінің сырғанау жылдамдығына байла-нысты таңдалады. Берілісті майлау жағдайларының қиыңдығына және іліністің тұтылуға бейімділіпне байланысты бұрамдық дөңгелектің тәжі әдетте қоладан, кейде уйкеліске қарсы шойын не пластмассадан жасалады. Қоланың қымбаттылығына байланысты дөңгелектің орталық бөлігі шойын немесе болаттан жасалады.
Бұрамдық берілістерге келесі техникалық талаптар қойылады:
– бұрамдық пен бұрамдық дөңгелек пішіндері және тістердің қадамы сәйкес болуы қажет;
– бұрамдық пен бұрамдық дөңгелек тістерінің түйісу ұзындығы дөңгелектің тісінің ұзыңдығынан 2/3 кем болмауы керек;
– бұрамдық дөңгелектің радиаль және бүйір ауытқымалары беріліс дәлдігіне сәйкес болуы қажет;
– орталық аралық қашықтықтар есептік өлшемдерге сәйкес болуы және берілістің дәлдігіне сәйкес шақтамалар шегінен аспауы керек;
– біліктердің осьтері корпустағы тесіктердің осьтеріне сәйкес болуы керек;
– қозғалыссыз бұрамдық дөңгелек кезінде бұрамдықтың бұрылу бұрышы 90о (бұрамдықтың "қарысу жүрісі") беріліс дәлдігіне сәйкес болуы керек;
– сынау кезінде мойынтіректердің температурасы 50...60С°– тан аспауы қажет.
Бұрамдық қосылыстарды құрастыру әдетте тісті тәжді күпшекке ыстық немесе суық күйде қоңдырудан басталады. Құрастырылған дөңгелектің радиаль ауытқыма мөлшері тексеріледі. Бұрамды дөңгелекті білікке орнату және тексеру тәртібі цилиндрлі тісті дөңгелектерді орнату тәртібімен бірдей.
Бұрамдық берілісті құрастыру кезінде бұрамдық пен бұрамдық дөңгелектің дұрыс ілінісуін қамтамасыз етудің маңызы үлкен. Бұл үшін олардың осьтерінің айқасу бұрышы мен орталықаралық қашықтығы сызбаның талаптарына сәйкес болуы керек. Бұрамдық дөңгелектің орта жазықтығы бұрамдықтың осі арқылы өтуі, іліністегі бүйірлік саңылау-техникалық талаптарға сәйкес болуы қажет.
Сондықган алдынала тұрқыдағы тесіктердің осьаралык қашықтықтары және өзара орналасуы тексеріледі. Осьаралық қашықтыктар тұрқыға бекітілетін арнайы құралбіліктердің көмегімен өлшенеді (7– сурет). Штихмастың көмегімен құрал біліктердің арақашықтығы А өлшенеді:
А= Н+ (D + d)/2;
мұндағы А – осьаралық кашықтық;
D, d – біліктердің диаметрі;
Н – құралбіліктердің арақашықтығы.
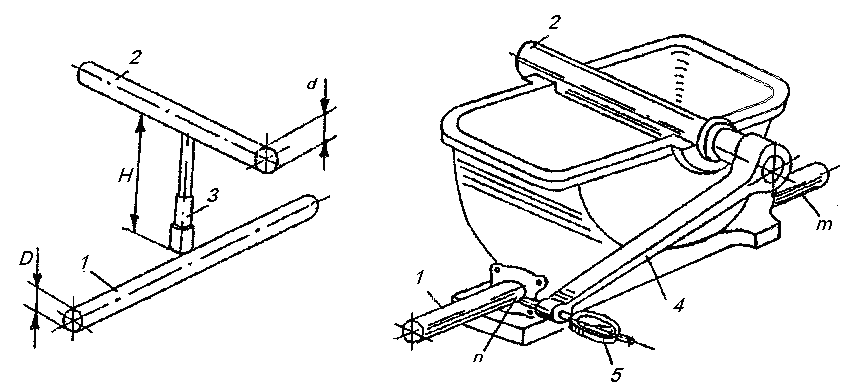
а – осьаралық кашықтықты өлшеу нобайы; ә – осьтердің айқасу бұрышын
өлшеу нобайы; 1, 2 – арнайы құралбіліктер; 3 – штихмас; 4 – иінтірек;
5 – индикатор;
7 – сурет. Редуктордың тұрқысындағы тесіктерінің орналасуын тексеру
Өстердiң айқастырулары бұрыштың тексеруiн (7– сурет) төмендегiше жүзеге асырады. Бұрамдық доңғалағының бiлiгi және бұрамдықты тұрқының орынына бiрiне 5, индикаторымен 4, тетiктi орнатып тұрқыда құралбіліктерді 1 және 2 орнатады. Қарама – қарсы тұрқыдан шығып тұрған жақтарын рычагты индикатордың аяғы m нүктесіне және п құралбіліктің 1, бет жағына орнатады.
Егер осы нүктелерде индикатордың көрсетуi бiрдей болса, бұл бiлiктер 90о бұрыштарымен тоғысқан туралы куәландырады. Бұрамдық дөңгелек білікте призмалық шпонкада отырғызылған жағдайда, дөңгелектің күпшегі керме төлкелермен қысыльщ, екі жағынан сомындармен бекітіледі. Бірінші жағдайда, дөңгелекті осьтік бағытта реттеу түрлі қалыңдықты компенсаторлық сақина-лардың көмегімен, ал екінші жағдайда сомындарды осьтік бағытта жылжыту арқылы орындалады. Құрастырылған берілістегі дөңгелектің орта жазықтығы-ның бұрамдықтың осімен үйлесуі, бұрамдыққа сыр жағу және берілісті қолмен айналдыру арқылы дөңгелек тістеріндегі таңбалардың көмегімен анықталады. Беріліс дұрыс жиналған жағдайда, сыр дөңгелектің әрбір тісінің 50...60 % қамтуы керек (8, а – сурет). Дөңгелектің орта жазықгығы бұрамдықтың осімен үйлеспеген жағдайда түйісу таңбасы 8, ә – суретте көрсетілген қалыпта болады.
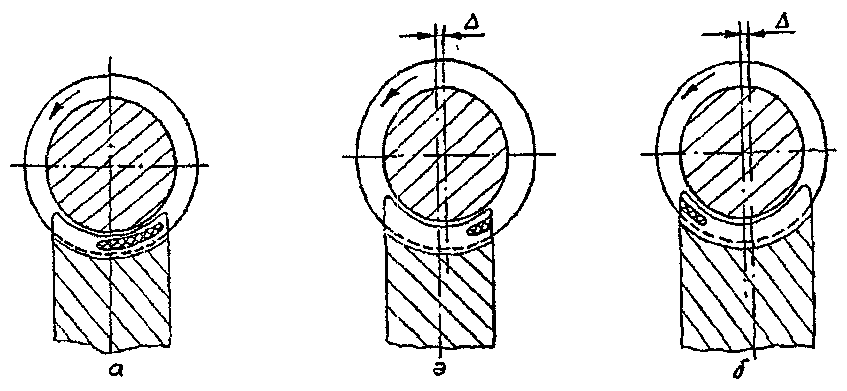
а – дұрыс ілініс; ә - берілістің осі оңға ығысқан; б - берілістің осі солға ығысқан
8 – сурет. Бұрамдық берілістің түйісу таңбаларының орналасуы
Іліністегі бүйірлік саңылау козғалыссыз дөңгелек кезінде бұрамдықты айналдыру арқылы өлшенеді (9 – сурет). Бұрамдық пен дөңгелектің ұштарына иінтіректер (1), (2) орнатылады, индикаторлардың (3), (4) ұштары біліктерге тиіп тұрады. Индикатордың (4) нұсқамасының қалпын белгілеп, бұрамдықтың білігін дөңгелек білігі бұрала бастаған кезеңге дейін айналдырады, дөңгелектің білігінің айналу кезеңін иңдикатор (3) нұсқамасының ауытқуы бойынша анықтайды. Индикатордың (4) көрсеткіші бойынша бұрамдықтың бұрылу бұрышы аныкталады. Бүйірлік саңылау төмеңдегі формула бойынша табылады:
![]() =
=![]()
![]() ,
,![]()
мұндағы φ – бұрамдыктың бұрылу бұрышы;
L – бұрамдық осінен индикатордың ұшына дейінгі қашықтық.

1, 2 – иінтіректер; 3, 4 – индикаторлар
9 – сурет. Бұрамдық берілістегі бүйір саңылау (а) және (ә) оны өлшеу нобайы