7.5. Жазық бетті шыны шығару
Жапырақ шыны құрылыста ең көп қолданатын шыныбұйымдарының негізгі түрі. Оны қазіргі кезде механикалынған жолмен шамалы қалыңдықтағы таста (лента) түрінде мына тәсілдердің бірімен шығарады: қайықтық тәсілмен шыны таспасын (лентасын) шамоттық қайық саңылауы арқылы шынымасса бетінен тік жоғары тарту арқылы; қайықсыз тәсілмен шынымассасының бос бетінен шынылентасын тікелей жоғары тарта құрыштық барабаны арқылы оны 900-қа ию (тікелей - көлденең шынылентасын тарту); екі (кейде одан да көп) суытқыш темір цилиндірлік біліктер (вальцалар) арасымен шынымассасын ығыстыра езіп шынылентасын жаю; шынылентасын масса күші әсерімен тарту және балқыған металл қабаты үстіне шынылентасын керу (флоат-тәсілі немесе оны тағы отпен тегістеу тәсілі деп те атайды).
Қайықтық тәсіл. сур. 7.2. көрсетілгендей, шыны таспасын (лентасын) дік тартатын машинамен үйлескен қайықты тәсіл өте жиі қолданады (сур.7.2). Бұл тәсіл бойынша лентаны тік тартарда (созарда) басты жұмысшы орган ретінде шамоттан жасалынған ұзын тікбұрышты брусты пайдаланады. Сур.7.2. көрсетілгендей, оның ортасында барлық ұзындығы бойынша, жоғарғы жағына таман саңылауға айналатын тілінген ойығы болады. Шынымассасы бар бассейінге қайық өзінің саңылау жиегі шынымасса деңгейінен кішкене төмен тұратындай тереңдікке батады. Гидростатикалық күштің әсерімен шынымасса тілік ойығы арқылы барлық ұзындығы бойынша сығылып барып оның жоғарғы кырынан пияздық басы тәрізді болып шығады. Шыны лентасы ені бойынша қысқа болып қалмау үшін оның бүйірінен (борттарынан) арнайы жасалынған металдық бүйір ұстағыштарымен қамтыйды, сонымен қатар шыны лентасын бүйір қамтығыштар көмегімен қосымша суытылады. Шыны лентасының ені 4,5 м дейін жетеді, созу (тарту) жылдамдығы 120-130 м/сағ.
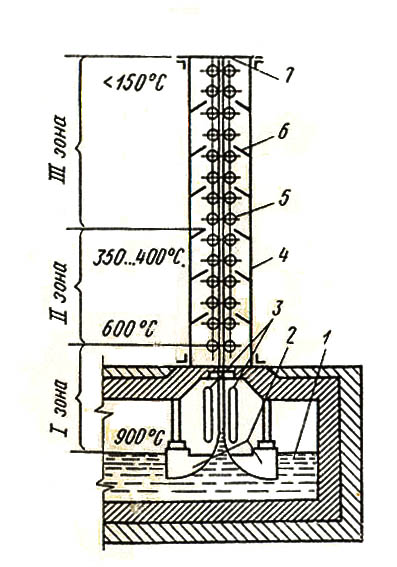
1
– шынымассасы; 2- қайықша; 3- суытқыштар;
4- машинаның шахтасы; 5- біліктер; 6-
сынықтар сырғанайтын көлбегей
жазықтар; 7- сындырып алатын жер.Сурет 7.2. Шыныны тік жоғары тартуға арналған машина схемасы:
Шыны лентасын ойдағыдай үнемді қалыптау үшін мұздатқыштар қолданады (сур.7.2.). Сонда жұқа шыны лентасы мұздатқыштар арасынан өтіп бірінші қос біліктерге (валиктерге) жеткенде тездете қатаятыны сондай тіпті айналушы біліктер оның үстіне ешқандай із қалдырмайды (сур.7.2. 1-зона). Шахталық қондырғыштың осы бөлігінде қауіпсіз суыту жылдамдығы 250-300°С/мин. Бұдан ары лента биіктігі 5м шахтаға жетіп, оны 4 мин ішінде өтеді. Шахтаның төменгі бөлігінде (2-зона) 500-400°С температура аралығында, бұйым отжиг процессінен өтеді. Шахтаның жоғарғы бөлігінде (3-зона) суытылу жылдамдығы қайтадан өседі де шыны лентасы шахтадан 140°С дейінгі температурада шахтадан шығады.
Машина камерасының белгілі бір бйіктігіне дейін лента әбден қатаяды да созылуын тоқтатады, сөйтіп лента дамылсыз жоғары қарай жылжый беріп үзіліссіз қалыптау процессін қамтамасыз етеді.
Біліктердің айналу жылдамдығы өскен сайын шыны лентасы созылуы да аса түседі: солай болғандықтан берілген қалыңдықтағы лента алу, не қалындығын өзгерту процессі оңайлау болады. Шахтаның жоғарғы жағындағы жерінде суытылған шыны лентасы тиісті мөлшерімен кесіліп буылып - түйіледі.
Шыныны тік тартудың қайықтық тәсілі бұйымдар өңдеп шығару орындарының қарапайымдылығымен, оны пайдалануын оңайлығымен және қондырғысын салуға қаражат шығынының аздығымен сипатталады. Сондықтан да шыны бұйымдар өндірісінде бұл тәсіл әзірше жиі қолданады. Дегенімен оның кейбір кемшіліктері де бар, оған жататындар: шынының жиі жолақ болып шығып қалатыны, жиі үзіліп кететіндігі, шыны лентасының тартылу жылдамдығының төмендігі және т.с. ынғайсыздық. Осындай себептермен кейінгі кездерде жоғары сапалық шыны бұйымын алуды қамтамасыз ететін қайықсыздық тәсілі көбірек қолданып келеді (сур.7.3).
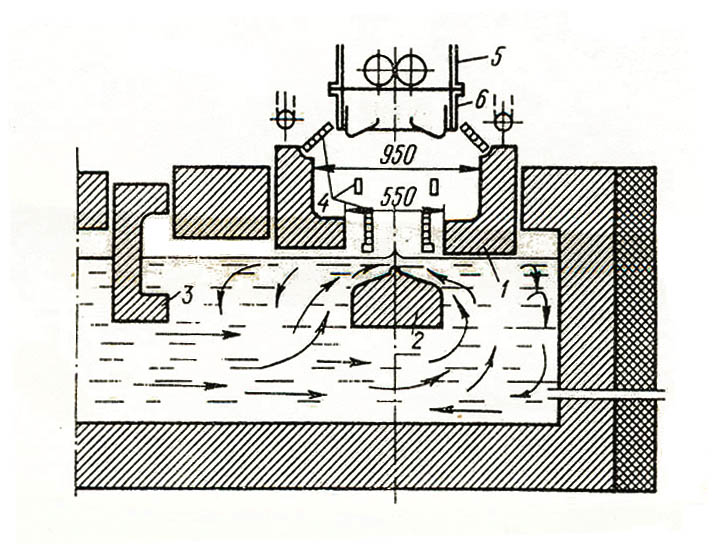
Қайықсыз шыны созу тәсілі бойынша шыны лентасын бос шынымассасының бетінен тартады (сур.7.3). Мұнда, суретте көрсетілгендей, қалтқы шынымассасына батырылған. Ол батталынған шынымасса ағамын потогын құрылуын және оны қажетті дәрежедегі қоюлыққа дейін суытылуын және лента созылу процессін қалыптастырылуын ықтималдайды. Қалтқының бату тереңдігін өзгерту арқылы шынымасса температурасын және қоюлығын реттейді. Қалтқының бату тереңдігі үлкейген сайын шынымассасының температурасы жоғары, қоюлығы төмен болады да созылатын шыны лентасы бүйірінен қамтығыш роликтер көмегімен көтеріліп, суытқыштармен суытылады. Қайықты және қайықсыз шыны тарту тәсілдерінің салыстырмалы шартты отын шығындары шамалас, бірақ қайықсыз тартқанда шыны лентасының орташа жылдамдығы қайықты тәсілдегіден жоғары. Әсіресе қалың шыны шығарарда бұл айырмашылық байқалып тұрады. Сондықтан ленталар үзілісі аралығындағы машина жұмысының ұзақтығы 3-4 есе көп. Оның үстіне қайықсыз созу тәсілі бойынша шыны лента сапасы едәуір жақсы болып шығады. Бірақ ол үшін міндетті түрде технологиялық тәртіпті бұлжытпай орындағанды талап етеді.
Сурет
7.3. Қайықсыз шыны тарту машинасы
астындағы камера схемасы 1-
блок; 2- шамоттықдене (қалтқы); 3-
үйірмеленуге (шыйыршықтануға) кедір
көпір; 4- суытқыш; 5- шыныны тік тартушы
машина; 6- шыны сынығын тасып алушы
каробка.
|
Қайықсыз шыны созу тәсілінің де өзіндік кемістігі бар. Мысалы, лентаның тартылу жылдамдығының жоғарылығы шахта биіктігін 12м дейін үлкейту қажеттігін тудырады және соған сәйкес оны салу үшін қаржы шығыны да көбірек болады. Сонымен қатар лента бүйірлерінен кесілетін кесінділерінің көптігінен (әр жағынан ені 10 см тілінеді) шынымассасының пайдалану коэффициенті кенеттен кішірейіп кетеді. Осындай кемшіліктерінің салдарынан қайықсыз шыны созу тәсілі өнеркәсіпте аз қолданылады.
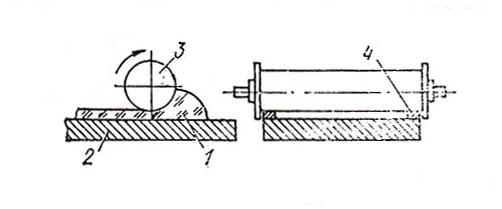
Цилиндірлік айналмалы біліктер арасымен ығыстыра шыны жаю тәсілі (пракаттық тәсілі). Бұл тәсіл бойынша үлкен мөлшерлі шыны табақтарын, түсті және күнгірттелінген шыны (марблит), беті әшекейленген арнаменттік шыны, тормен арматураланған шыны және т.б. шыны бұйымдарын шығарады. Жайылған шыны мезгілдік және үзілісіз тәсілдермен шығарады (сур.7.4. және 7.5.). Мезгілдік тәсілмен қалыңдығы 40÷50 мм, ені 5м дейін және ұзындығы 8м дейін табақтарын алады. Шынымассасы құмыраннан көлбең плитаға құйылып екі қос біліктердің арасынан өтеді. Бұл біліктер лентаны қажетті қалыңдықпен ығыстыра жаяды. Екінші көлбеу плита үстімен қабылдағыш столға келіп түседі де содан обжигтау пешіне беріледі.
|