

1 . Мета відновлення деталей зварюванням і наплавленням, механізованими способами
Зварюванням називають технологічний процес одержання нерозривного з'єднання твердих матеріалів через встановлення міжатомних зв'язків між зварювальними деталями.
Залежно від способу зближення атомів, зварювальні процеси можна розділити на зварювання плавленням і пластичним деформуванням (тиском).
Наплавлення — різновидність зварювання, яке полягає в нанесенні шару металу на поверхню деталі.
Зварювання і наплавлення металів класифікується за фізичними, технічними та технологічними ознаками.
Фізичні ознаки характеризують форму підведеної при зварюванні та наплавленні енергії і дозволяють виділити три класи зварювальних процесів:
термічний, який характеризується підведенням теплової енергії (дугова, газова, високочастотна, термітна, електрошлакова, плазмова, електронно-променева і лазерна);
термомеханічний — поєднання підведення теплової і механічної енергії тиску (електроконтактна, дифузійна, газопресова, вибухом) ;
механічний — з використанням механічної енергії (тертя, ультразвукової, холодної).
Технічні ознаки характеризуються способом захисту зони зварювання від взаємодії з оточуючим середовищем, безперервністю процесу і механізацією подачі та переміщення електроду відносно деталей.
Технологічні ознаки характеризують особливості технологічного процесу зварювання (дугове, газове, плазмове, лазерне тощо).
Під час вибору способу відновлення деталі необхідно враховувати умови її роботи, властивості матеріалу та процеси, які відбуваються під час утворення зварювального з'єднання.
Технологія зварювання і наплавлення.
При ручному зварюванні всі процеси, пов’язані з пересуванням електрода, формуванням шва (наплавленого металу), підтриманням стабільності горіння електродуги, та інші дії виконуються в ручну – зварювальником. Для реалізації технологічного процесу зварювання і наплавлення необхідно добре підготувати поверхню деталі, вибрати електроди, режими процесу, обладнання та ін.
Підготовка деталі. Перед зварюванням деталей із листової сталі при стиковому з’єднанні необхідно обробити (розфасувати) кромки. Обробляють їх зубилом або шліфувальним кругом за гнучким валом. При зварюванні рам та інших металоконструкцій спочатку готують їхні елементи; відрізають заготовки необхідних розмірів і сортаменту, встановлюють їх на столі зварювальника у пристрої або безпосередньо на складальній одиниці, розфасовують кромки, підганяють за місцем, витримуючи заданий зазор, а потім зварюють. Для забезпечення міцного зчеплення шва з основним металом деталі необхідно видалити іржу на зварюваних ділянках, добре зачисти шви до блиску ці місця на відстані 12…15мм від кінців розфасування.
2 .Суть процесу газового зварювання, відновлення деталей наплавленням під шаром флюсу, вібродуговим наплавленням, наплавленням у середовищі захисних газів. Суть і галузь використання паяння під час ремонту машини.
Суть процесу газового зварювання. Будова і температура ацетиленового полум’я.
При газовому зварюванні для місцевого нагрівання зварюваних частин деталі використовують тепло від згорання горючих казів у кисні, які утворюють полум’я з дуже високою температурою. У момент розплавлення основного металу присаджується зварювальний проток, який також плавиться, утворюючи разом з розплавленим металом зварний шов. Під час газового зварювання, як горючі гази можна використовувати ацетилен, водень, світильний газ, пари бензину.
Найбільш поширений ацетилен, оскільки він при згоранні у кисні порівняно з іншими газами дає вищу температуру полум’я (до 3100…3300 оС).
Ацетилен (С2Н2) – безколірний газ з різким характерним запахом, легший за повітря.
Ацетилен утворюється при взаємодії води з карбідом кальцію (Са Сr).

 А В С
А В С
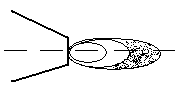
Зварювальне полум’я складається з трьох зон.
Зона «А» (ядро полум’я) обмежена світлою оболонкою, у зовнішньому шарі якої згорає вуглець, утворений під час розпаду молекул палива.
Зона «В» - відновлювана, або зона неповного згорання. Вона складається з опису вуглецю і водню, утворених на першій стадії горіння газу. Ці продукти згорання розкислюють розплавлений метал, віднімаючи кисень від його окислів.
Зона «С» - повного згорання (або факел). Являє собою видимий об’єм газів. У цій зоні відбувається догорання продуктів горіння за рахунок кисню, ежектованого з повітря.
Наплавлення під шаром флюсу полягає в тому, що між електродним дротом і деталлю, з’єднаними з полюсами джерела живлення, виникає електродуга.
У зону її горіння безперервно надходить гранульований флюс.
Вібродугове наплавлення відрізняється від автоматичного наплавлення під шаром флюсу тим, що кінець електроду здійснює коливальні рухи в площині, перпендикулярній площині наплавлення, а наплавлений шар охолоджується струменем рідини.
Розплавлений метал можна захищати від дії кисню й азоту, повітря струменем газу, який витикає повітря із зони горіння електричної дуги.
Електродний дріт безперервно подається в зону наплавлення. Струм до дроту підводиться через наконечник, розміщений всередині мундштука. Під дією високої температури електричної дуги на поверхні деталі утворюється рідка ванна, в якій переміщуються метали електроди і деталі. У зону наплавлення через сопло пальника надходить вуглекислий газ, який захищає рідкий метал від контакту з киснем.