

3.4.2 Нарізання спеціальної різьби або різьби з підвищеною точністю і багатозаходних різьб
Різьба може бути однозахідною чи багатозахідною. У багатозахідній різьбі відстань, обмірювана уздовж осі, між однойменними точками того самого витка, називають ходом різьби. В однозаходній різьбі крок Т і хід S однакові, у багатозахідних - різні. Хід різьби завжди дорівнює кроку, помноженому на число заходів, тобто S = Tk.
Багатозахідну різьбу будь-якого профілю починають нарізати так, як і однозахідну різьбу з кроком, рівним довжині ходу Tk. Нарізавши перший захід на повний профіль, відводять різець від заготівки і, надаючи ходовому гвинту зворотний хід, повертають супорт у початкове положення. Потім, при нерухомому ходовому гвинті, повертають деталь при двохзахідній різьбі на половину оберту, при трьохзахідній на 1/3 оберту, чи, у загальному випадку, для багато західних різьб - на 1/Z оберту. Після цього нарізають другий захід різьби і т.д. На верстаті 16К20 мається спеціальний ділильний пристрій для нарізання багатозахідних різьб. Він складається з фланця з рискою, укріпленого на корпусі перехідної бабки, і кільця з розподілами, насадженого на передній кінець шпинделя. Кільце має на периферії 60 розподілів.
При нарізанні спеціальної різьби або різьби з підвищеною точністю рух на ходовий гвинт передається напряму і налагодження гітари змінних коліс виконується по формулі
![]() ,
,
де Т – крок різьби, яка нарізається
3.4.3 Обробка конусів
Ha токарних верстатах обробляють поперечним зміщенням задньої бабки, одночасним включенням двох рухів подач, поворотом верхніх салазок супорта супорта, за допомогою конусної чи копірной лінійки, широким різцем.
Спосіб
точіння конусів зміщенням задньої бабки
застосовують при точінні положистих
конусів (рисунок
3)
на
деталях, закріплених у центрах. Необхідна
величина зміщення задньої бабки
 .
.
Кут конусності:
![]()

Точіння конусів поворотом верхніх салазок супорта (рисунок 4) застосовують при обробці точних зовнішніх і внутрішніх конусів невеликої довжини. У цьому випадку різцеві салазки повертають на кут, який дорівнює половині кута при вершині конуса, і надають їй переміщення.
Рисунок 4 – Точіння
конусів поворотом верхніх салазок
супорту
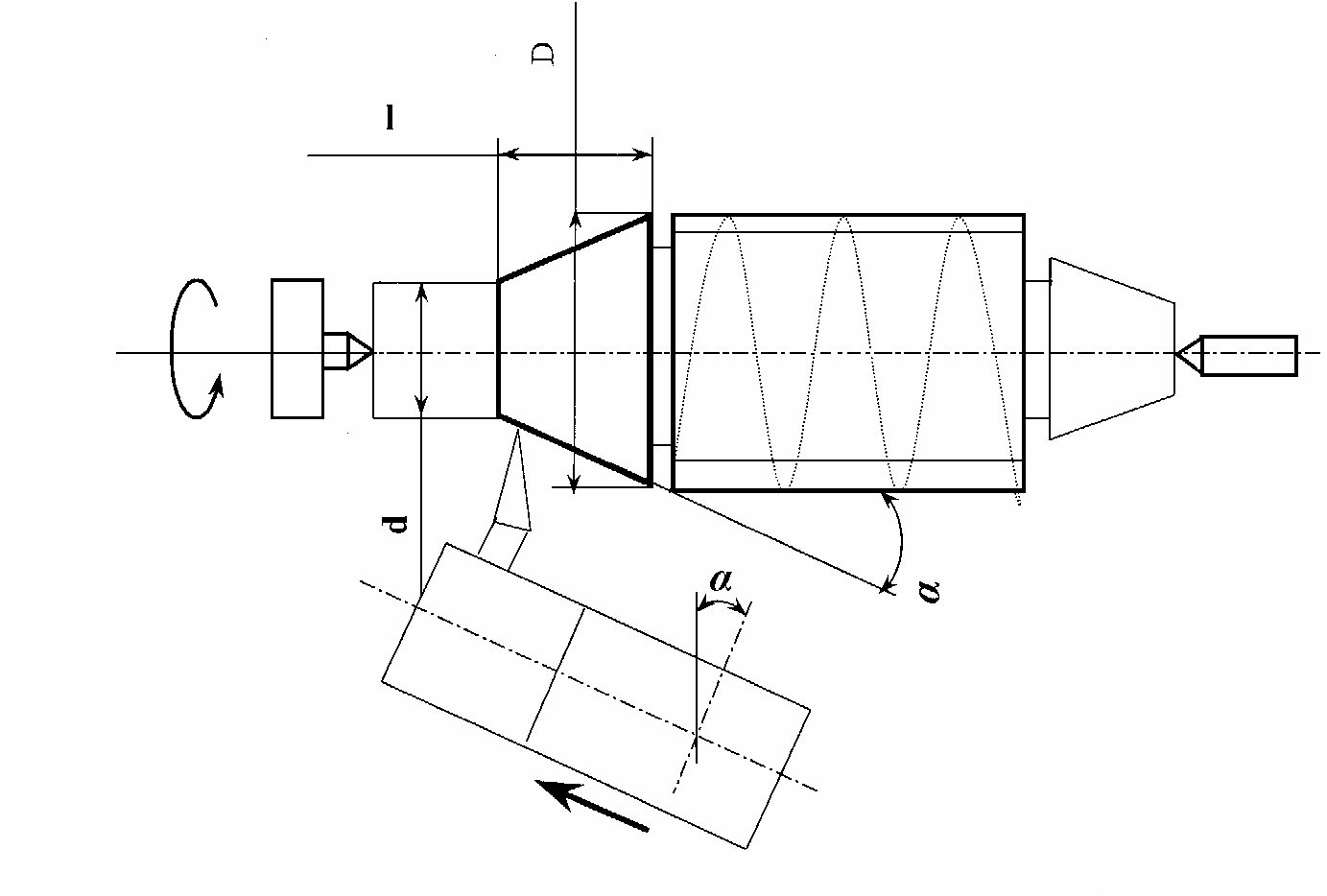
Кут повороту верхніх салазок супорту визначається по формулі
Точіння конусів за допомогою конусної лінійки є найбільш універсальним і зручним способом для одержання конусів з кутом конусності до 18о, але для нього потрібно спеціальний пристрій - конусна чи копірная лінійка (рисунок 5). На кронштейнах 1 із задньої сторони станини закріплюють лінійку 2, яку можна встановлювати під необхідним кутом до осі заготівки. На лінійці 2 вільно посаджена повзушка 3, яка з'єднана з поперечними салазками супорта, попередньо відкріпленими від нижньої каретки шляхом вигвинчування поперечного ходового гвинта. Якщо супорту повідомити подовжню подачу, то поперечні салазки поряд з подовжнім рухом будуть переміщатися й у поперечному напрямку, а різець буде переміщатися під кутом, рівним куту установки конусної лінійки.
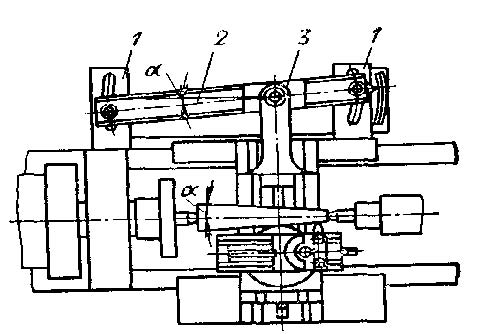
Рисунок 5 – Копіювально-конусна лінійка
Обробка конусів широким різцем використовують для конічних поверхонь довжиною не більше 15…20 мм, при великих кутах нахилу і невисоких вимогах до точності обробки.