

10.Посадки в системе вала и в системе отверстия. Посадки предпочтительного применения. Назначение (применение) посадок.
В системе отверстия посадки производятся между отверстием с основным отклонением H (H6; H7; H8 и т.д) и валами с различными основными отклонениями от a до z (f 7; m6; n5; p6; u7 и другие).
В системе вала посадки осуществляются между валом с основным отклонением h (h6; h7; h8 и т.д.) и отверстиями с различными основными отклонениями от A до Z (F8; M7; N6; P6; U5 и другие).
Посадки могут быть получены с зазором (S), натягом (N) и как переходные (SN). Различают Smin, Smax, Sm и Nmin, Nmax, Nm, которые количественно оценивают посадку и подсчитываются по формулам:
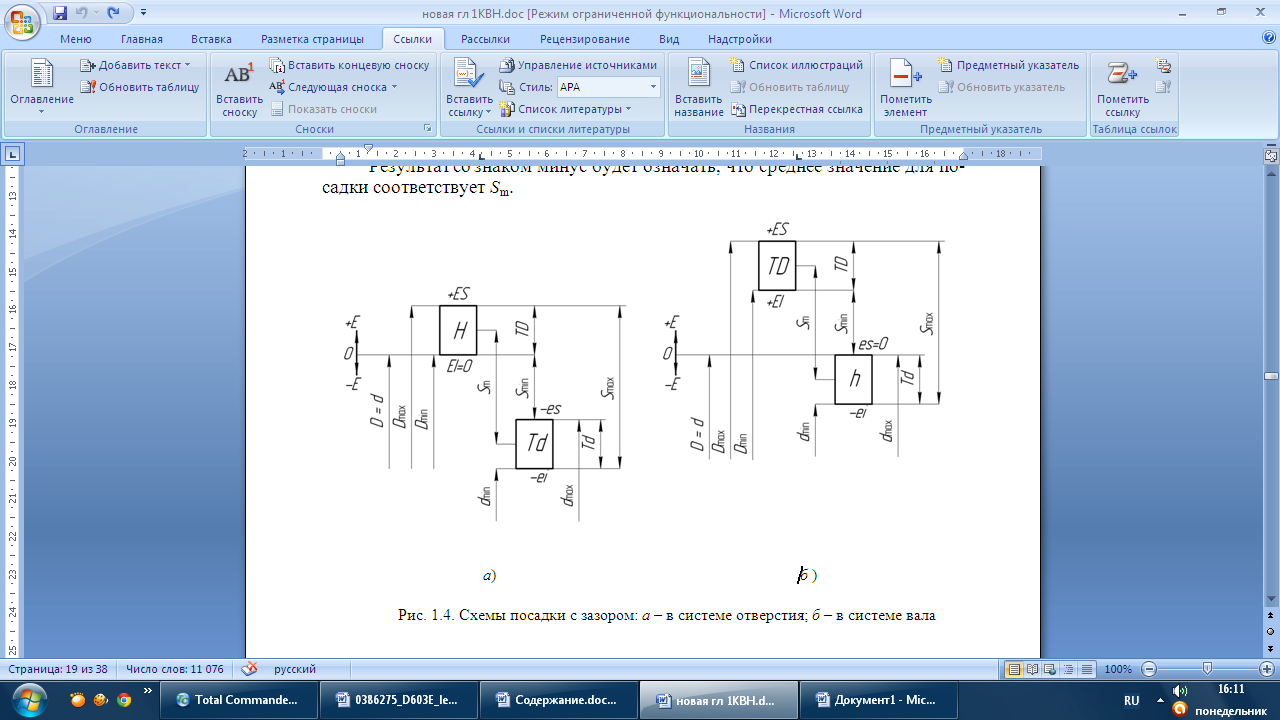
Smin = Dmin – dmax = |EI – es|,
Smax = Dmax – dmin = |ES – ei|,
Sm = (Smax + Smin)/2 = Dm - dm.
Nmin = dmin – Dmax = |ei – ES|,
Nmax = dmax – Dmin = |es – EI|,
 Nm
= (Nmax
+ Nmin)/2
=
dm
– Dm.
Nm
= (Nmax
+ Nmin)/2
=
dm
– Dm.
В посадке с зазором поле допуска отверстия расположено над полем допуска вала. В этих посадках втулка свободно собирается с валом.
Допуск посадки с зазором TS = Smax – Smin = TD + Td.
Значение Smin называют гарантированным зазором, который необходим для размещения смазки, компенсации температурных и упругих деформаций.
К посадкам с зазором относятся посадки H/h в различных квалитетах, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Для них Smin=0.
В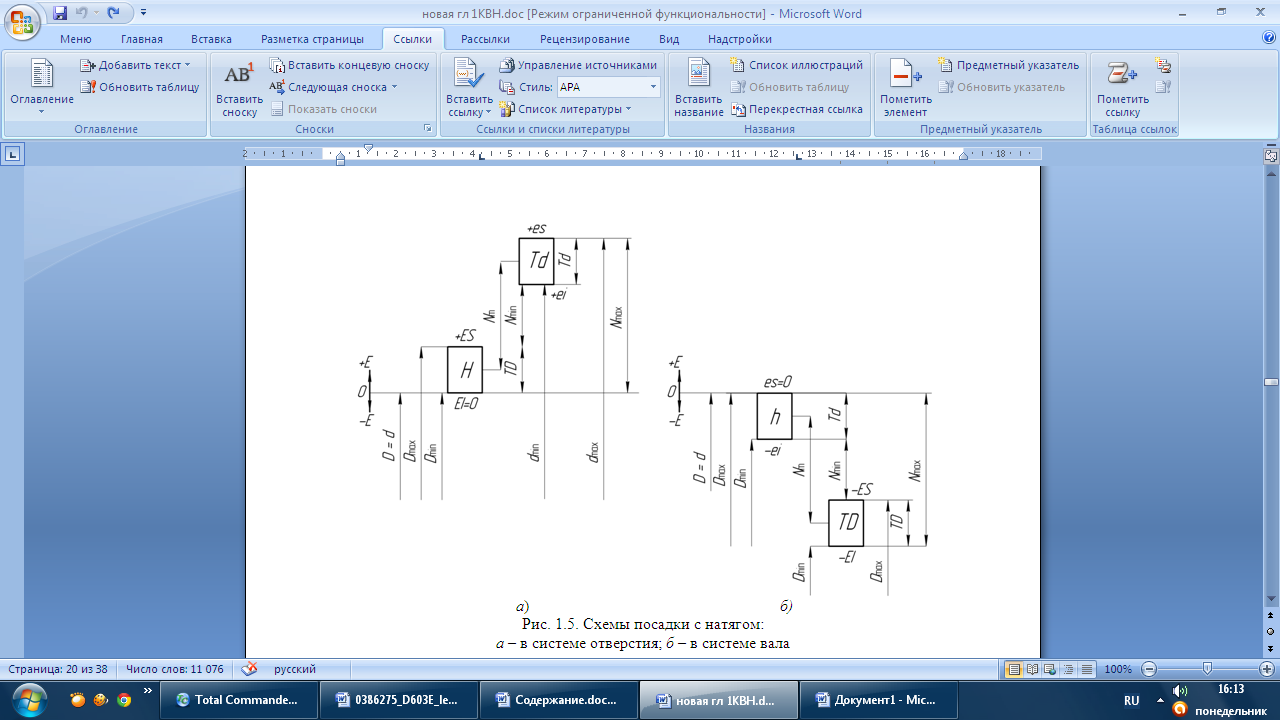 посадке с натягом
поле допуска отверстия расположено под
полем допуска вала, то есть действительный
размер вала до сборки больше действительного
размера отверстия. Требуется применение
силового или теплового воздействия
(нагрев втулки или охлаждение вала).
Минимальный натяг необходим для передачи
заданного крутящего момента или осевого
усилия, максимальный натяг определяется
прочностью соединяемых деталей.
посадке с натягом
поле допуска отверстия расположено под
полем допуска вала, то есть действительный
размер вала до сборки больше действительного
размера отверстия. Требуется применение
силового или теплового воздействия
(нагрев втулки или охлаждение вала).
Минимальный натяг необходим для передачи
заданного крутящего момента или осевого
усилия, максимальный натяг определяется
прочностью соединяемых деталей.
Д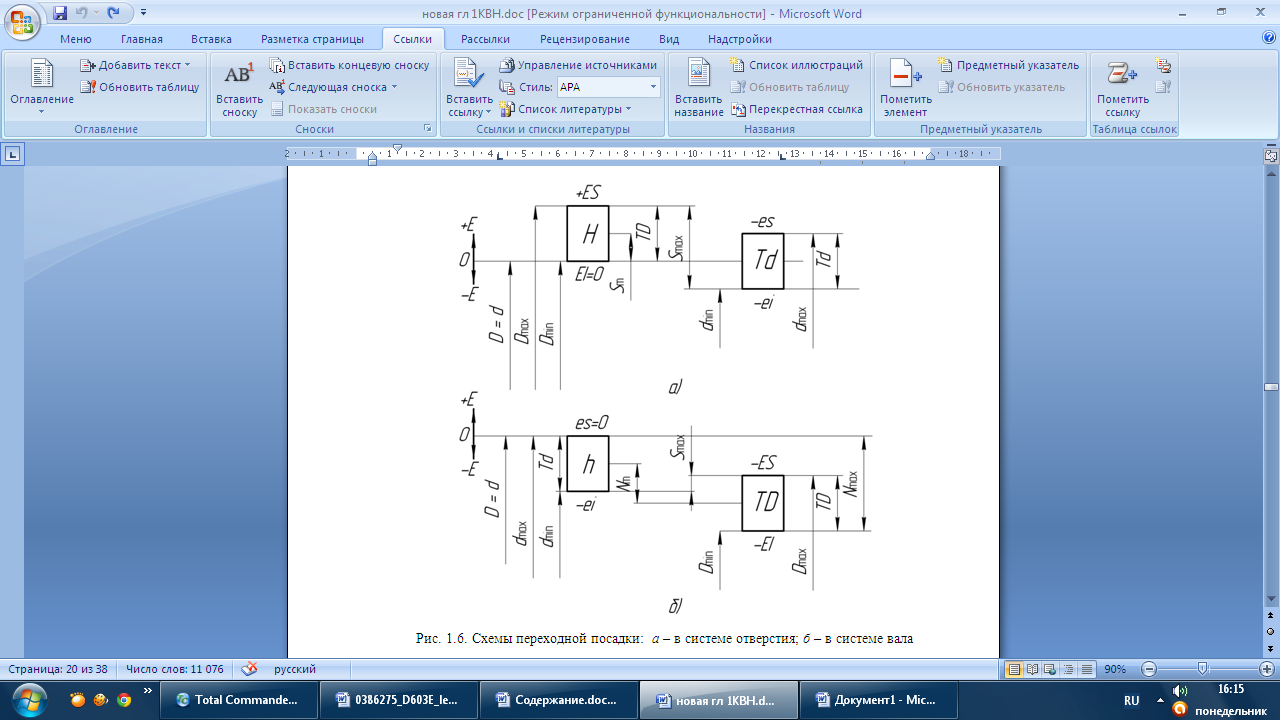 опуск
посадки с натягом TN
= Nmax
– Nmin
= Td + TD, где
Nmin
–
гарантированный натяг.
опуск
посадки с натягом TN
= Nmax
– Nmin
= Td + TD, где
Nmin
–
гарантированный натяг.
Переходной посадкой называется посадка, в которой при сборке возможно получение как зазора, так и натяга. Эти посадки обеспечивают точное центрирование (совпадение осей) втулки относительно оси вала. В такой посадке поля допусков отверстия и вала частично или полностью перекрывают друг друга. Переходные посадки характеризуются наибольшими значениями натяга Nmax и зазора Smax.
Допуск переходной посадки ТSN = TD + Td = Nmax + Smax.
Допуск посадки всегда равен сумме допусков отверстия и вала.
В переходной посадке средний натяг (зазор) рассчитывается по формуле:
Nm(Sm)= dm(Dm) – Dm (dm ) = (Nmax − Smax )/2.
Результат со знаком минус будет означать, что среднее значение для посадки соответствует Sm.
11.Единые принципы построения систем допусков и посадок: Единая система допусков и посадок (ЕСДП); единица допуска; квалитеты; диапазоны и интервалы размеров; расположение допусков относительно нулевой линии.
В ЕСДП предусмотрено 20 квалитетов: 01; 0; 1; 2; 3; ...; 18. Точность убывает от IT01 к IT18. Квалитеты oIT01; IT0 и IT1 предназначены для оценки точности плоскопараллельных концевых мер длины, IT2, IT3 и IT4 – для гладких калибров пробок и скоб; IT5 ..... IT17 – производственные квалитеты для металлических деталей. Для высокоточных деталей используются IT4...IT6; для деталей ответственных соединений в машиностроении и приборостроении применяются IT7, IT8, а IT9, IT10 – для деталей неответственных соединений (сельскохозяйственное машиностроение, грузовой автомобиль, подъемно-транспортное оборудование и т.д.). Квалитеты IT11, IT12 используются также для неответственных соединений, в которых требуются большие зазоры (при значительных температурных перепадах, при работе в запыленных условиях). Квалитеты IT12...IT17 назначаются для размеров металлических деталей с неуказанными допусками (общими допусками), т.е. для размеров, не образующих соединения; IT18 используется для деталей из пластмасс.
Квалитет – совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Иначе говоря, каждый квалитет характеризует определенное число единиц допуска для размеров от одного до 500 мм установлена 20 квалитетов: от 0,1; 1; … до18.
Принцип группирования значений эффективных параметров в таблице рядов допусков зафиксирован интервалами номинальных размеров. Первый интервал замкнут только с большей стороны (до 3 мм). Последующие интервалы имеют обе границы: «свыше 3 мм до 6 мм», «свыше 6 мм до 10 мм», «свыше 10 мм до 18 мм» и т.д. Номинальные размеры, равные верхним границам, входят в интервал с меньшими значениями. Допуски следующего интервала относятся только к номинальным размерам большим, чем установленные стандартом нижние граничные значения. Например, допуски размера 6 мм берут из значений, установленных для интервала свыше 3 мм до 6 мм, а допуск размера 10,01 – из допусков интервала свыше 10 мм до 18 мм. Интервалы, установленные для основных отклонений, могут несколько отличаться от принятых для рядов допусков. В справочном приложении к стандарту такие интервалы названы промежуточными.