

31. Стандартизация норм точности резьбовых деталей и соединений: классификация резьбовых деталей и соединений; основные достоинства и недостатки резьбовых соединений.
К резьбам общего и формы профиля назначения относятся:
1-Крепежная (метрическая, дюймовая). Главное требование к ним – обеспечить прочность соединения и сохранить плотность стыка в процессе длительной эксплуатации.
2-Кинематические (трапецеидальные, прямоугольные) – для ходовых винтов. Гл.треб. – обеспечить точное перемещение при наименьшем трении.
3-Трубные и арматурные. Обеспечить герметичность соединений.
4-Упорная применяется для преобразования вращательного движения в поступательное силовое. Гл.треб. – обеспечить высокую нагрузочную способность.
По функциональному назначению:
-делительные («отсчетные») – для обеспечения высокой точности линейных и угловых перемещений в измерительных приборах и технологическом оборудовании;
-силовые – предназначены для создания значительных сил при перемещении деталей (винтовые прессы, домкраты) или для предотвращения взаимного перемещения соединенных деталей (соединения крышка-корпус, резьбовые соединения деталей трубопроводов, крепление втулки на валу и т.д.).
Основными достоинствами резьбовых соединений являются сравнительно легкая сборка-разборка и высокий уровень взаимозаменяемости изделий.
К недостаткам можно отнести усложнение конструкции и технологии (обработка резьбовых поверхностей требует применения специального оборудования и инструмента, усложняется контроль деталей).
32.Стандартизация метрических резьбовых деталей: номинальный профиль и основные размеры метрической резьбы.
В основу профиля резьбы положен исходный треугольник резьбы с углом профиля 600, высотой исходного треугольника H и заданным шагом P.
К основным размерам элементов метрической резьбы относятся:
D, d – наружный диаметр внутренней резьбы (гайки), наружный диаметр наружной резьбы (болта);
D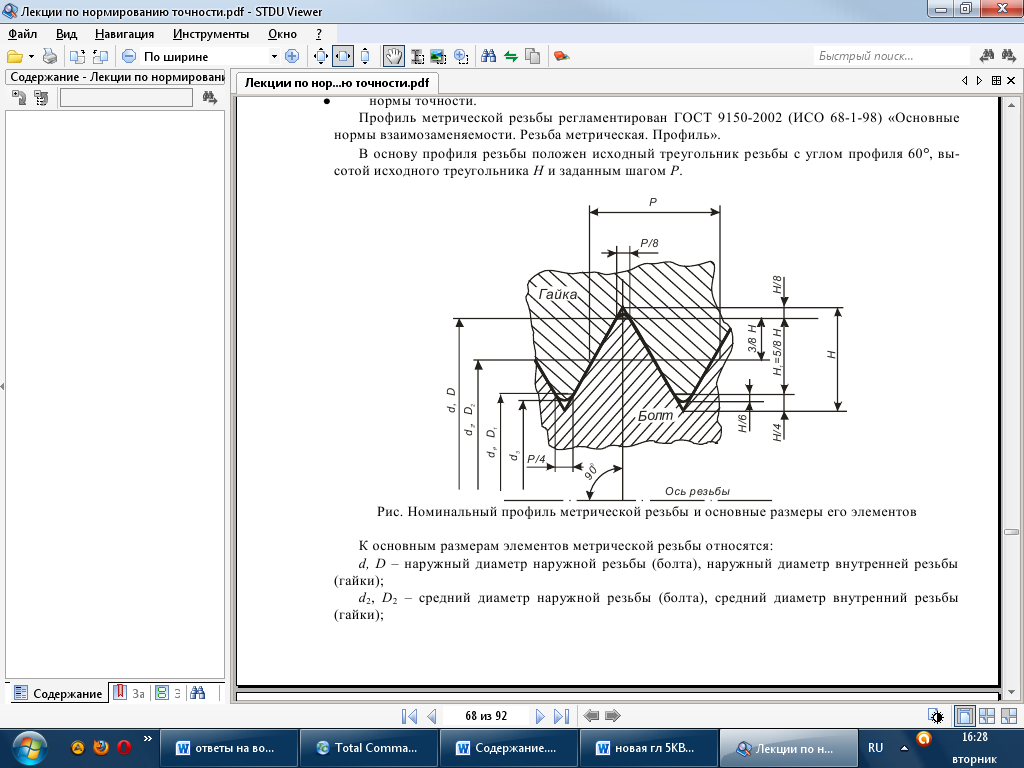 2,
d2
– средний диаметр внутренней резьбы;
средний диаметр наружной резьбы;
2,
d2
– средний диаметр внутренней резьбы;
средний диаметр наружной резьбы;
D1, d1 – внутренний диаметр внутренней резьбы; внутренний диаметр наружной резьбы;
d3- внутренний диаметр болта по дну впадины;
P-шаг резьбы;
H-высота исходного треугольника;
-угол профиля резьбы;
R-номинальный радиус закругления впадины болта;
H1=5/8H-рабочая высота профиля.
33.Система допусков и посадок метрических резьб: резьбовые посадки с зазором; приведенный средний диаметр резьбы; длины свинчивания; обозначение резьбовых посадок с зазором.
Система допусков для посадок с зазором установлена ГОСТ 16093. Все отклонения и допуски отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы.
По ГОСТ 16093 установлены степени точности на средний диаметр резьбы с 3-й по 10-ю в порядке убывания точности. В качестве основного принят допуск 6-й степени точности. Резьбы 6-й степени могут быть получены фрезерованием, нарезанием резцом, гребенкой, метчиком, плашкой, при накатывании роликом. Более точные степени требуют после операций нарезания применять шлифование профиля резьбы. Степени 3,4,5 используются для коротких резьб с мелким шагом. Для резьб с крупным шагом, при увеличенной длине свинчивания, рекомендуется применять 7-ю или 8-ю степень точности.
Положение полей допусков определяется значением основных отклонений. Для наружной резьбы предусмотрено пять верхних отклонений - еs - («в тело»), обозначаемых в порядке возрастания зазора буквами - h; g; f; e; d. Для внутренней резьбы предусмотрено четыре нижних отклонения EI - («в тело»), обозначаемых - H; G; F; E.
Приведенный средний диаметр – диаметр условной идеальной резьбы. Это значение измеренного среднего диаметра d2изм(D2изм), увеличенное для наружной резьбы (или уменьшенное для внутренней) на суммарную диаметральную компенсацию погрешностей по шагу и погрешностей половины угла профиля: d2пр= d2изм+(fp +fa); D2пр=D2изм - (fр+fa).
Поле допуска метрической резьбы состоит из обозначения поля допуска среднего диаметра (d2 или D2), указанного на первом месте, и обозначения поля допуска наружного диаметра для болта d и поля допуска внутреннего диаметра для гайки D1: например: 7g6g; 5H6H.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется: 6g; 6H.
Точность резьбы зависит от длины свинчивания, (длины участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении), так как чем длиннее резьба, тем больше накопленная погрешность шага. Три группы длин свинчивания устанавливает ГОСТ 16093: S - короткие; N - нормальные; L - длинные. Для нормальной (N) длины высота гайки равна 0,8d.
Нормальная длина свинчивания в обозначении резьбы не указывается, в остальных случаях необходимо указывать длину свинчивания.