

Построение структурной схемы автоматизации (автоматического регулирования координат) металлургического агрегата или механизма.
Проектирование САР требует построения структурной схемы регулирования и выбора (расчета) конкретных технических средств для реализации принятой структуры: регуляторов; регулирующих органов; средств измерения регулируемых величин.
Структурная схема САР металлургического агрегата или механизма строятся на основании технологических требований, полученных по результатам работ по пп. 1.1 и 1.2.
На структурной схеме схематически изображают металлургический агрегат, с выделенными блоками, обеспечивающими регулирование его координат, и автоматизированный электропривод со всеми блоками, образующими электромеханическую систему (электромеханический преобразователь, энергетическая часть системы управления, информационная часть СУ, передаточный механизм). Показывается задающее устройство со всеми датчиками и командоаппаратами. Действительное расположение составных частей САР (металлургический агрегат – электропривод) не учитывается и способ связи между ними не раскрывается. Построение схемы должно давать только наглядное представление рабочего процесса в САР в направлении слева направо. Направление хода процессов изображают стрелками. Функциональные части САР изображают в виде прямоугольников с вписанными внутри обозначениями. Допускается вписывать условные или сокращенные наименования, если они будут расшифрованы или пояснены на поле структурной схемы.
На структурную схему должны быть нанесены поясняющие надписи, указывающие на величины входных и выходных воздействий для всех функциональных частей САР. На рабочем органе исполнительного механизма целесообразно указать основные его регулируемые координаты и точность их регулирования. Целесообразно также нанести там же в виде графиков требуемые законы регулирования. На командоаппаратах и датчиках задающего устройства наносятся надписи, раскрывающие характер воздействия на них.
В качестве примера на рис. 01 представлена структурная схема АСУ- ТП металлорежущего станка. Декомпозиция общей задачи автоматизации технологического процесса обработки изделий на металлорежущем станке 1К 824-Ф2 приведена в таблице 01.
В структурной схеме АСУ-ТП на рис.01 приняты следующие обозначения:
М1 и РМ |
Электродвигатель главного привода и рабочий механизм, передающий его вращение на изделие; |
М2 и ПМ |
Электродвигатель привода подачи и передаточный механизм, преобразующий скорость вращения электродвигателя в заданную скорость перемещения резца относительно изделия; |
ИСУГП и ССУГП |
Информационная и силовая части системы управления главного электропривода; |
ИСУПП и ССУПП |
Информационная и силовая части системы управления привода подачи; |
ЗУС и ЗУП |
Задающие устройства, формирующая напряжения задания на скорость Uзс и подачу Uзп для соответствующих ИСУ приводов; |
BR1, BR2, BR3 |
Тахогенераторы, формирующие напряжения в соответствующих цепях: а) обратной связи по скорости главного привода Uогп; б)задания в системе поддержания заданной подачи Uзуп; в) обратной связи по радиальной силе в системе стабилизации упругих деформаций Uрс. |
BL |
Датчик упругих перемещений (тензометрический, индуктивный), используемый для измерения радиальной силы резания через деформацию специально выполненного динамометрического резцедержателя; |
ОТ |
Узел отсечки напряжения датчика упругих перемещений UBL; |
ОСТ |
Коммутирующий элемент для останова привода подачи (путем отключения напряжения задания Uзп) после выполнения программы; |
ДХ, ДZ |
Фотоэлектрические датчики, установленные непосредственно на суппорте станка, контролирующие точность перемещения резца в заданные программой координаты; |
ТТГП, ТТПП |
Трансформаторы тока в якорных цепях двигателей, соответственно главного привода и привода подачи; |
Uсгп, Uтгп |
Напряжения обратных связей в главном приводе, соответственно контурах регулирования его скорости и тока; |
Uспп, Uтпп |
Напряжения обратных связей в приводе подачи, соответственно в контурах регулирования его скорости и тока; |
Uзс, Uзп |
Задающие напряжения скорости и подачи для системы управления главного привода и привода подачи; |
Uугп, Uупп |
Напряжения управления, обеспечивающие преобразование параметров напряжения сети в другие параметры напряжения силовых частей систем управления, обеспечивающих необходимую (заданную) скорость вращения двигателей М1 и М2; |
Uгп, Uпп |
Напряжения на электродвигателях, соответствующих приводов, формируемые системами управления для установления заданных им программ управления скоростей вращения. |
Информационная часть системы управления главного привода ИСУ-ТП преобразует поступающие на ее вход напряжения задания скорости Uзс и обратных связей по скорости Uсгп и току Uтгп в стабилизированные сигналы управления Uугп, обеспечивающие стабильность параметров питающего электродвигатель напряжения Uгп, а следовательно, и стабильную скорость его вращения.
Напряжение задания в информационную часть системы управления привода подачи Uзп формируется как разность напряжений от системы поддержания заданной подачи Uзуп и системы стабилизации упругих деформаций Uрс. Напряжение Uзуп формируется от тахогенератора BR2, сочлененного с двигателем М1 главного привода и, следовательно, зависит от скорости его вращения. Так как напряжение Uзуп является задающим для скорости двигателя подачи, то его зависимость от скорости главного привода обеспечивает поддержание заданной подачи на оборот шпинделя.
Систему стабилизации упругих деформаций при резании применяют для повышения точности обработки деталей путем компенсации износа инструмента с помощью отрицательной обратной связи по радиальной силе резания Uрс. Напряжение обратной связи, пропорциональное радиальной силе резания формируется датчиком упругих перемещений DL и поступает на корректировку задающего подачу напряжения Uзуп с заданной отсечкой, обеспечиваемой опорным напряжением Uот.
Информационная часть системы управления привода подачи ИСУПП преобразует поступающие на ее вход напряжения задания подачи Uзп и обратных связей по скорости Uспп и току Uтпп в стабилизированные сигналы управления Uупп, обеспечивающие стабильность заданного ЧПУ перемещения резца от возмущающих факторов: изменения статических моментов на валах электродвигателей М1 и М2; нарушение соотношения между их скоростями; износ инструмента и надежности системы: станок-приспособление-инструмент-деталь.
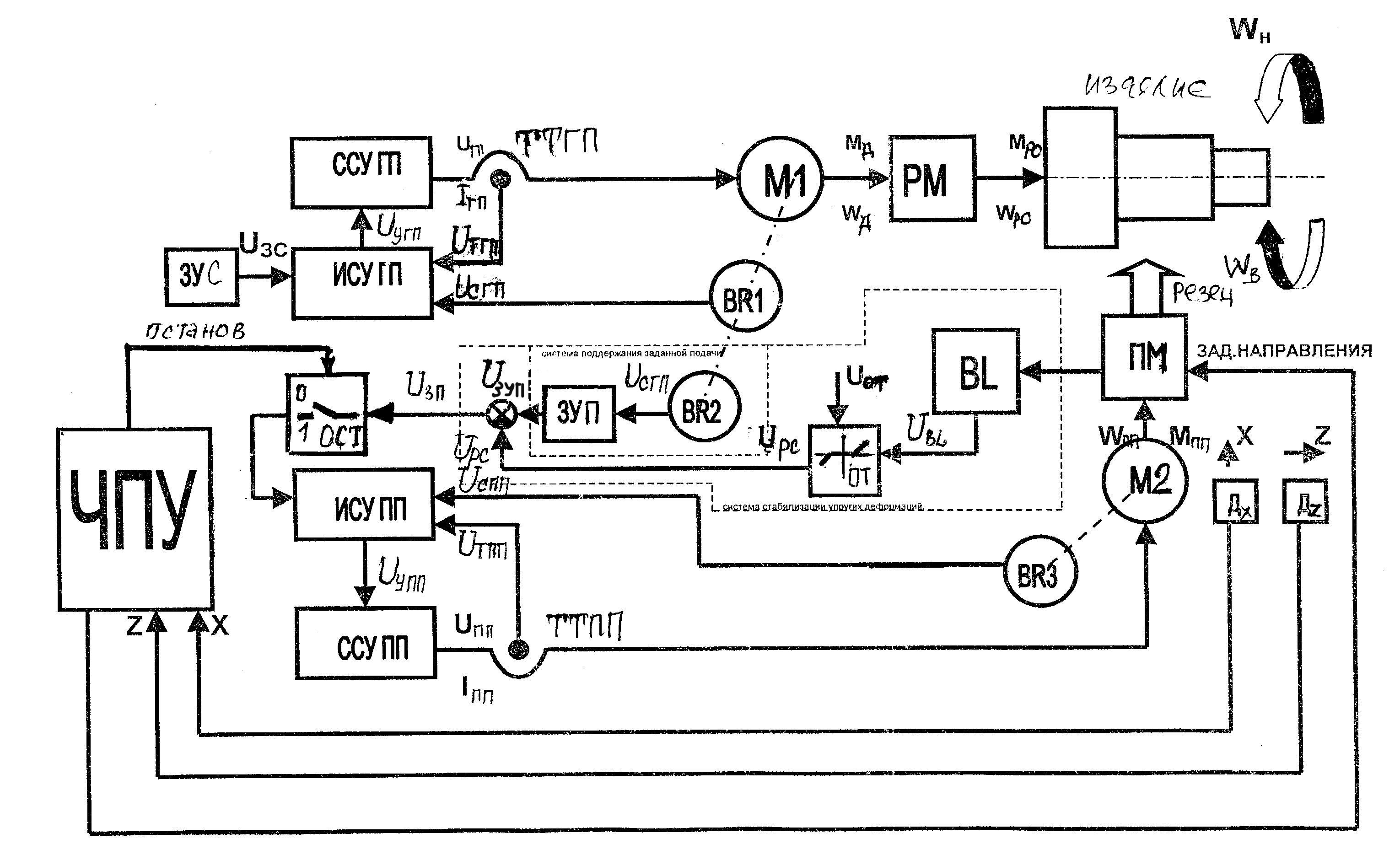
Рис. 01. структурная схема АСУ металлорежущего станка.
Таблица 01.
Распределение общей задачи автоматизации технологических процессов станка 1К 824-Ф2 между отдельными механизмами и устройствами.
Наименование механизма или устройства управления движением |
Содержание технологических операций и заданий на управление движением рабочего органа и изделия |
Обозначение составных частей элементов |
|||
электропривода |
Устройство управле ния и контроля координат |
||||
Электродвигатель и передаточный механизм |
Информа ционная часть системы управле ния |
Силовая часть системы управле ния |
|||
1 |
2 |
3 |
4 |
5 |
6 |
1. Главный привод |
Вращение обрабатываемого изделия с заданной скоростью и точностью ее поддержания |
М1 ПМ |
ИСУГП |
ССУГП |
--- |
2. Привод подачи |
|
М2
ПН
---
--- |
ИСУПП
---
BL; OT
BR2 ЗУП |
ССУПП
---
---
--- |
---
---
--- |
3. устройство числового программного управления (ЧПУ) |
|
___
___
___
___
|
___
___
___
___
|
___
___
___
___
|
ЧПУ
ПН
Дх Дz
ОСТ |
ЧПУ обеспечивает останов электропривода подачи после окончания программы (или временного ее прерывания) путем воздействия на коммутирующий элемент ОСТ, включенный в цепь задающего напряжения, поступающего на информационную часть системы управления этого привода. Так как задающее напряжение Uзуп зависит от скорости главного привода, при его отключении привод подачи автоматически блокируется.