

6. Расчет расхода основных материалов
Основными материалами в конструкции электромагнита являются медь обмотки и сталь сердечника.
Масса меди обмотки
![]() ,
,
где
![]() -
плотность меди;
-
плотность меди;
![]() -
объем меди обмотки;
-
объем меди обмотки;
![]() -
площадь сечения обмоточного провода;
-
площадь сечения обмоточного провода;
![]() -
длина среднего витка обмотки;
-
длина среднего витка обмотки;
- число витков обмотки.
Масса стали сердечника
![]() ,
,
где
![]() -
плотность стали;
-
плотность стали;
![]() -
объем стали сердечника;
-
объем стали сердечника;
Объем стали можно вычислить как разность габаритного объема сердечника и объема полости занятой обмоткой.
![]() .
.
Размеры в последней формуле взяты по рис.7.
Отношение массы меди к массе стали характеризует уровень проработки конструкции электромагнита.
![]() .
.
7. Расчет крепления электромагнита
Приводной электромагнит устанавливается на рычаге тормоза и закрепляется винтами, так как показано на рис.7.1. Число винтов, 2 или 4, зависит от силы тяги и массы электромагнита.
Усилие затяжки винтов определяется из условия плотности стыка между тормозным рычагом и корпусом электромагнита. Условие плотности стыка является необходимым условием прочности резьбового соединения при переменных нагрузках. Если напряжение затяжки винта будет меньше напряжения в винте под действием внешней силы, то произойдет раскрытие стыка. Для получения надлежащего запаса плотности стыка напряжение затяжки определяется из условия
![]() ,
,
где
![]() -
коэффициент затяжки;
-
коэффициент затяжки;
![]() -
напряжение в винте, соответствующее
максимальному значению внешней силы.
-
напряжение в винте, соответствующее
максимальному значению внешней силы.
Коэффициент
по условию плотности стыка выбирают
обычно равным 1.25
![]() 2
для постоянных нагрузок и 2.5
4
переменных нагрузок [5,6].
2
для постоянных нагрузок и 2.5
4
переменных нагрузок [5,6].

Рис. 7.1. Схема действия сил на электромагнит
Усилие
в момент затяжки может быть определено
из уравнений равновесия сил [4]. Сумма
проекций сил на ось
![]() (при
четырех винтах)
(при
четырех винтах)
![]() . (56)
. (56)
Сумма моментов сил относительно начала координат
![]() , (57)
, (57)
где
![]() -
сила трения в стыке;
-
сила трения в стыке;
![]() -
масса электромагнита;
-
масса электромагнита;
![]() -
ускорение силы тяжести на Земле;
-
ускорение силы тяжести на Земле;
![]() -
усилие затяжки верхнего винта;
-
усилие затяжки верхнего винта;
![]() -
усилие затяжки нижнего винта;
-
усилие затяжки нижнего винта;
![]() -
коэффициент трения на поверхности
стыка;
-
коэффициент трения на поверхности
стыка;
![]() -
координата центра тяжести электромагнита;
-
координата центра тяжести электромагнита;
![]() -
шаг расположения винта по вертикали
(по оси
).
-
шаг расположения винта по вертикали
(по оси
).
Совместное решение (53) и (54) дает
![]() ,
,
![]() .
.
Усилие затяжки верхнего винта больше чем нижнего.
Если принять, что сила пружины тормоза равномерно распределяется между винтами, то напряжение верхнего винта
 , (58)
, (58)
где
![]() -
наибольшее значение силы тяги
электромагнита, полученное из статической
тяговой характеристики при минимальном
воздушном зазоре.
-
наибольшее значение силы тяги
электромагнита, полученное из статической
тяговой характеристики при минимальном
воздушном зазоре.
![]() -
внутренний диаметр резьбы винта.
-
внутренний диаметр резьбы винта.
Внутренний
диаметр резьбы винта может быть определен
из формулы (58) при допустимой величине
напряжения [![]() ].
].
![]() . (59)
. (59)
Величина допускаемого напряжения в долях от предела текучести дана в табл.П5.2 приложения 5. По рассчитанной величине и табл.П5.1 приложения 5 определяется ближайший больший наружный диаметр стандартного винта с метрической резьбой.
Основными конструктивными параметрами, определяющими прочность витков резьбы, являются величина
![]()
и относительная высота гайки
![]() ,
,
где - наружный диаметр винта;
![]() -
шаг резьбы.
-
шаг резьбы.
Роль гайки в данном случае выполняет отверстие с резьбой в корпусе электромагнита.
Результаты экспериментальных исследований прочности витков резьбы показывают, что с уменьшением и с увеличением (т. е. для измельченных резьб) опасность разрушения вследствие среза витков возрастает. Проверка прочности витков резьбы на срез необходима при малом числе витков и при существенной разнице в прочности материала винта и гайки.
Усилие, вызывающее срез витков, определяется: для резьбы винта
![]() ;
;
для резьбы гайки
![]() ,
,
где
![]() -
коэффициент полноты резьбы (отношение
длины основания витка к шагу); для
метрической резьбы
-
коэффициент полноты резьбы (отношение
длины основания витка к шагу); для
метрической резьбы
![]() ,
для прямоугольной -
,
для прямоугольной -
![]() ,
для трапецеидальной -
,
для трапецеидальной -
![]() ;
;
![]() -
безразмерный коэффициент, учитывающий
неравномерность распределения нагрузки
по виткам. Можно принимать
-
безразмерный коэффициент, учитывающий
неравномерность распределения нагрузки
по виткам. Можно принимать
![]() ;
;
![]() -
предел прочности материала винта на
срез;
-
предел прочности материала винта на
срез;
![]() -
предел прочности материала гайки на
срез (обычно предел прочности на срез
принимают равным 0.6 соответствующего
предела прочности на растяжение).
-
предел прочности материала гайки на
срез (обычно предел прочности на срез
принимают равным 0.6 соответствующего
предела прочности на растяжение).
Для обеспечения равной прочности винта и витков резьбы гайки
![]() , (60)
, (60)
где
![]() -
предел прочности нарезанного стержня
при растяжении.
-
предел прочности нарезанного стержня
при растяжении.
Из выражения (60) находим
 ,
,
где
![]() -
высота гайки из условия равной прочности
стержня винта и витков резьбы гайки.
-
высота гайки из условия равной прочности
стержня винта и витков резьбы гайки.
Очевидно, должно быть
![]() .
.
При затяжке резьбовых соединений винт (болт) скручивается моментом
![]() ,
,
где
![]() -
усилие затяжки;
-
усилие затяжки;
![]() -
средний диаметр резьбы;
-
средний диаметр резьбы;
![]() -
коэффициент трения в резьбе;
-
коэффициент трения в резьбе;
 ;
;
![]() -
угол профиля резьбы (для метрической
резьбы
-
угол профиля резьбы (для метрической
резьбы
![]() ;
;
![]() -
коэффициент трения материала гайки по
материалу винта (болта). Значения
коэффициента трения
приведены в табл. П5.3 (приложение 5).
-
коэффициент трения материала гайки по
материалу винта (болта). Значения
коэффициента трения
приведены в табл. П5.3 (приложение 5).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Сахаров П.В. Проектирование электрических аппаратов. – М.: Энергия 1971.
Любчик М.А. Силовые электромагниты аппаратов и устройств автоматики постоянного тока. – М.: Энергия. 1968.
Белоруссов Н.И. Электрические кабели, провода и шнуры: Справочник/ Н.И. Белоруссов, А.Е. Саакян, А.И. Яковлева% Под ред. Н.И. Белоруссова. – 5-е из. перераб. и доп. _ М.: Энергоатомиздат, 1988.
Тарг С.М. Краткий курс теоретической механики: учеб. для втузов/ С.М. Тарг. – Изд. 16-е, стер. – М.: Высш. шк., 2006.
Соколов С.А. Металлические конструкции подъемно-транспортных машин. – СПб.: Политехника 2005.
6. Биргер И.А., Шорр Б.Ф., Шнейдерсон Р.М. Расчет на прочность деталей машин. – М.: Машгиз 1959.
7. Ланцош К. Практические методы прикладного анализа. Справочное пособие. – М.: Государственное издательство физико-математической литературы. 1961.
ПРИЛОЖЕНИЕ А. Колодочный тормоз
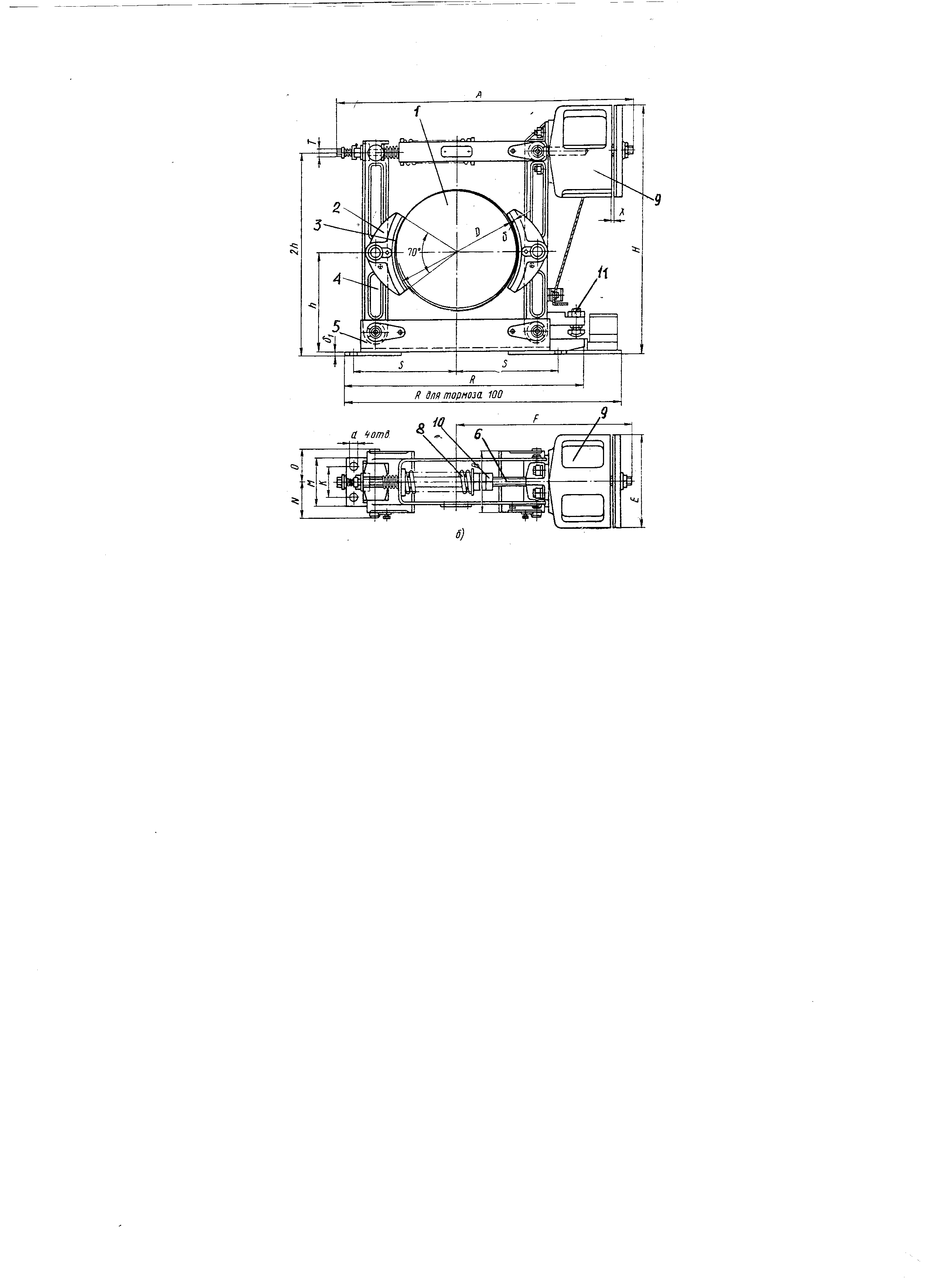
Рис. А.1. Колодочный тормоз с электромагнитным приводом;
1 – тормозной шкив; 2 – тормозные колодки с фрикционными накладками 3; 4 – тормозной рычаг; 5 – основание тормоза; 6 – тяга, стягивающая тормозные рычаги; 8 - тормозная пружина; 9 – электромагнитный привод; 10 – гайка, регулирующая тормозное усилие; 11 – винт для регулировки отхода колодок от тормозного шкива.
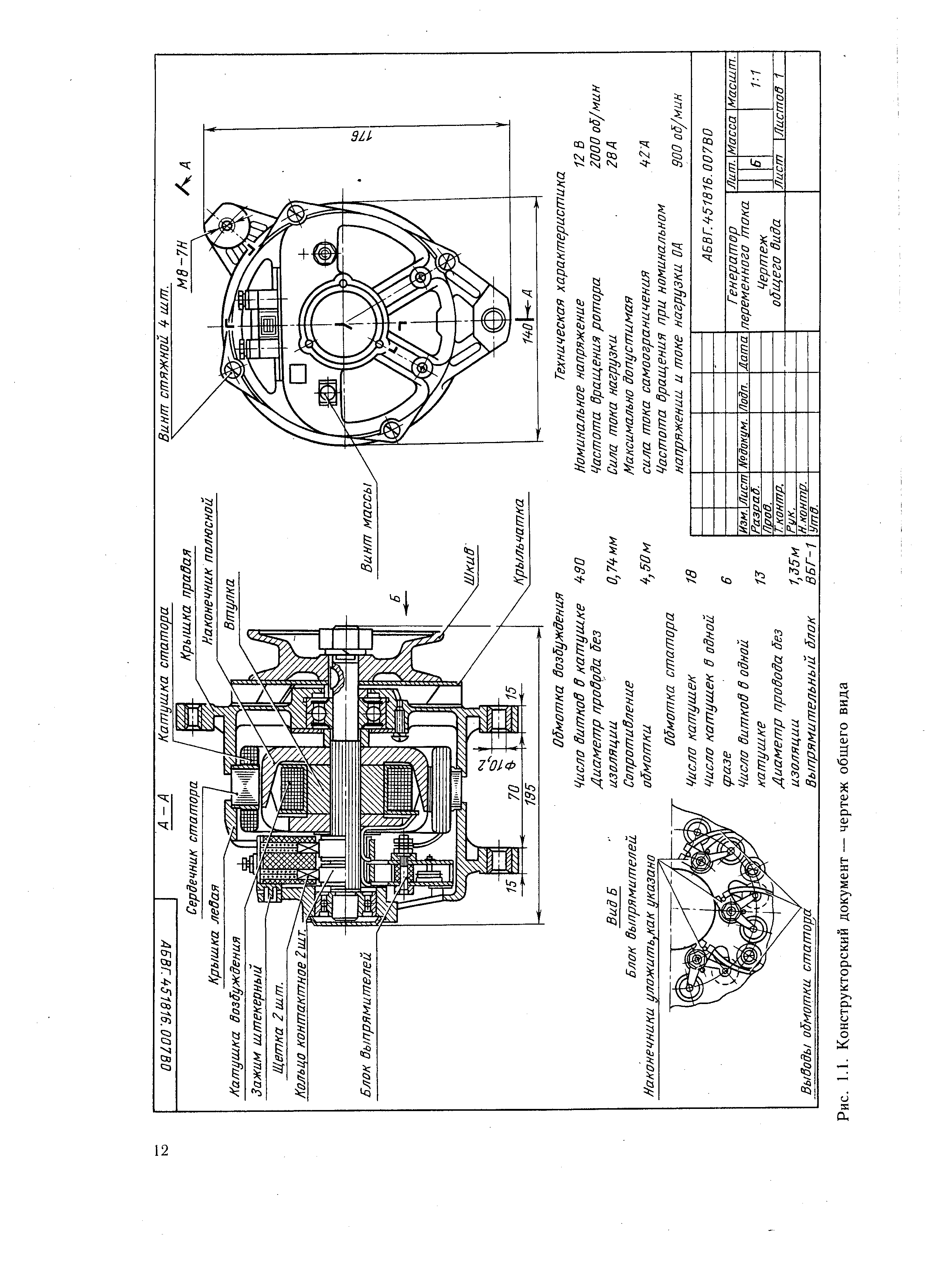
ПРИЛОЖЕНИЕ Б. Чертеж общего вида
ПРИЛОЖЕНИЕ В. Магнитные материалы
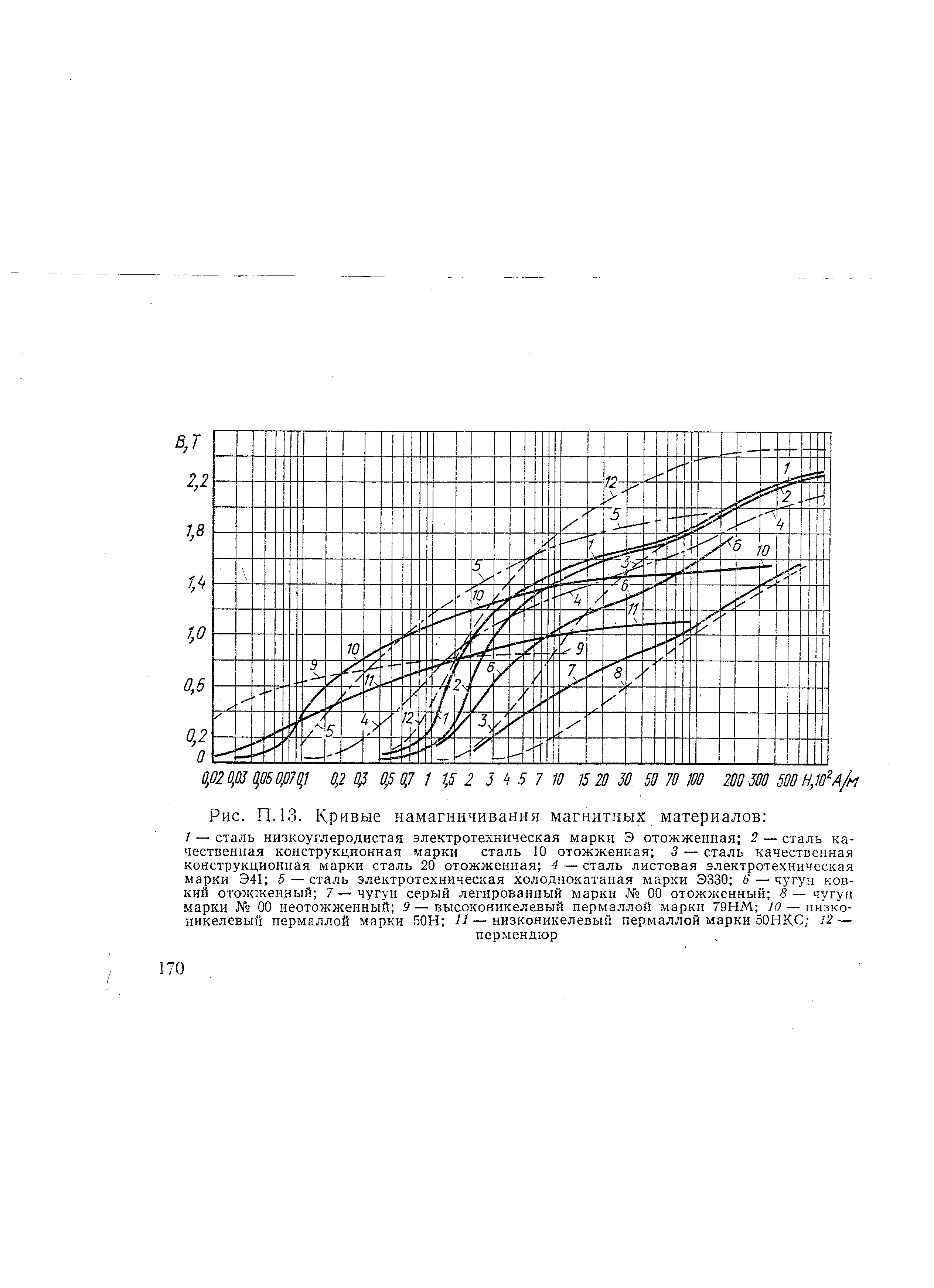
Рис. В.1. Кривые намагничивания магнитных материалов:
1 – сталь низкоуглеродистая электротехническая марки Э отожженная; 2 – сталь качественная конструкционная марки сталь 10 отожженная; 3 – сталь качественная конструкционная марки сталь 20 отожженная; 4 – сталь листовая электротехническая марки Э41; 5 – сталь электротехническая холоднокатаная марки Э330; 6 – чугун ковкий отожженный; 7 – чугун серый легированный марки № 00 отожженный; 8 – чугун марки № 00 не отожженный; 9 – высоконикелевый пермаллой 79НМ; 10 – низконикелевый пермаллой марки 50Н; 11 – низконикелевый пермаллой марки 50НКС; 12 - пермендюр
ПРИЛОЖЕНИЕ Г.
Таблица Г.1 – Механические свойства некоторых сталей
Марка |
Предел прочности МПа |
Предел текучести МПа |
Сталь обыкновенного качества |
|
|
Ст 3; ВСт3; БСт3 |
380 - 500 |
250 |
Ст5; ВСт5 |
450 - 590 |
290 |
Сталь углеродистая качественная |
|
|
08 |
323 |
196 |
10 |
333 |
206 |
15 |
372 |
225 |
20 |
412 |
245 |
40 |
568 |
333 |
45 |
598 |
353 |
Легированные стали |
|
|
40Х |
980 |
786 |
18ХГ |
884 |
735 |
Таблица Г.2 – Удельная теплопроводность материалов
Материал |
Плотность кг/м3 |
Удельная теплоемкость дж/кг · °С · 10-3 |
Удельная теплопроводность, Вт/ м · °С |
Алюминий |
2.7 |
0.92 |
175 - 210 |
Медь электротехническая |
8.9 |
0.39 |
300 - 400 |
Латунь |
8.6 – 8.7 |
0.38 |
75 - 115 |
Сталь |
7.8 |
0.43 – 0.51 |
40 - 53 |
Чугун |
7 – 7.2 |
- |
60 |
Гетинакс, текстолит |
1.3 – 1.4 |
1.25 – 1.65 |
0.17 – 0.22 |
Битум |
1.1 – 1.3 |
0.22 – 0.5 |
0.65 |
Лак пропиточный |
1.2 |
1.4 – 1.5 |
0.20 – 0.25 |
Кварц-битумный |
1.4 |
- |
0.68 – 0.67 |
Воздух при 60 - 100°С |
0.0012 |
1.02 |
0.03 – 0.06 |
Воздух в виде тонкой прослойки |
0.0012 |
1.05 |
0.02 – 0.025 |
Бумага не пропитанная |
- |
- |
0.1 – 0.12 |
Бумага бакелизированная |
- |
- |
0.17 |
Лакоткань |
1.1 – 1.25 |
1.8 |
0.18 – 0.23 |
Прессшпан |
0.90 – 1.15 |
- |
0.22 – 0.26 |
Резина твердая |
1.2 |
1.38 |
0.16 |
ПРИЛОЖЕНИЕ Д
Таблица Д.1 – Круглые обмоточные провода с эмалевой изоляцией
-
Марка
Диаметр мм
ПЭВ-1
0.03 – 2.50
ПЭВ-2
0.02 – 2.50
ПЭВТЛ-1 и 2
0.02 – 1.60
ПЭТВ
0.06 – 2.50
ПЭВТА
0.14 – 2.50
ПНЭТ
0.03 – 2.50
Таблица Д.2 – Прямоугольные обмоточные провода с эмалевой изоляцией
-
Марка
Размеры сторон мм
ПНЭТП
(0.5 – 1.9)(2.12 – 4.0)
ПЭВП
(0.5 – 2.8)(2.12 – 6.0)
ПЭТВП
(0.8 – 3.55)(2.0 – 12.5)
ПЭТП-155
(0.8 – 2.0)(2.0 – 5.6)
ПЭТП 200
(0.8 – 2.0)(2.0 – 5.6)
Таблица Д.3 – Обмоточные провода с эмалево-волокнистой изоляцией
Марка |
Диаметр мм |
Размеры сторон мм |
ПЭШО |
0.05 – 1.56 |
|
ПЭЛО |
0.2 – 1.32 |
|
ПЭБО |
0.38 – 2.12 |
|
ПЭТВЛО |
0.1 – 1.32 |
|
ПЭТВБД |
0.69; 0.71; 0.93; 2.12 |
|
ПЭЛШКО |
0.10 – 1.56 |
|
ПЭЛШКД |
0.75 – 1.45 |
|
ПЭМВ, ПЭМВО |
|
(3.8 – 5.9)(4.4 – 12.5) |
ПЭЛВО |
|
(3.8 – 5.9)(4.4 – 6.0) |
Таблица Д.4 – Обмоточные провода с волокнистой изоляцией
Марка |
Диаметр мм |
Размеры сторон мм |
ПБ |
1.18 – 5.2 |
(1.0 – 5.6)(3.0 – 19.5) |
ПБД |
0.355 – 5.30 |
(0.9 – 5.6)(2.12 – 15.0) |
ПСД |
1.0 – 5.0 |
(0.9 – 5.6)(2.12 – 12.5) |
ПСДТ |
0.315 – 2.12 |
(0.8 – 3.75)(2.12 – 8.0) |
ПСДК, ПСДКТ |
0.315 – 2.12 |
(0.8 – 3.75)(2.12 – 8.0) |
Таблица Д.5 – Гибкие прямоугольные провода марок ПВОО, ПВДО
Сечение токопроводящей жилы мм2 мм |
Номинальные размеры жилы ab мм |
Минимальное число проволок |
Электрич. сопротивление жилы на дл. 1м 10-3 Ом |
Максимальные размеры провода АВ мм |
|
ПВОО |
ПВДО |
||||
13.4 |
3.35.1 |
17 |
1.354 |
4.36.1 |
4.56.3 |
15.5 |
3.85.1 |
19 |
1.171 |
4.86.1 |
5.06.3 |
15.5 |
4.44.4 |
19 |
1.171 |
5.45.4 |
5.65.6 |
18.0 |
4.45.1 |
22 |
1.01 |
5.46.1 |
5.66.3 |
24.3 |
4.46.9 |
30 |
0.747 |
5.47.9 |
5.68.1 |
21 |
5.15.1 |
26 |
0.864 |
6.16.1 |
6.36.3 |
32.6 |
5.18.0 |
37 |
0.5568 |
6.19.0 |
6.39.2 |
44.0 |
5.110.8 |
56 |
0.4125 |
6.111.9 |
6.312.1 |
28.2 |
5.95.9 |
35 |
0.643 |
6.96.9 |
7.17.1 |
38 |
6.96.9 |
37 |
0.4777 |
7.97.9 |
8.18.1 |
51.2 |
6.99.3 |
61 |
0.3545 |
7.910.3 |
8.110.5 |
51.2 |
8.08.0 |
61 |
0.3545 |
9.09.0 |
9.29.2 |
69 |
8.010.8 |
61 |
0.263 |
9.011.9 |
9.212.1 |
80.0 |
8.012.5 |
91 |
0.227 |
9.013.6 |
9.213.8 |
ПРИЛОЖЕНИЕ Е
Таблица Е.1 – Соотношения наружного диаметра , шага резьбы , внутреннего диаметра и площади поперечного сечения для метрической резьбы
в мм |
в мм |
в мм |
в см2 |
в мм |
в мм |
в мм |
в см2 |
3 |
0.5 |
2.35 |
0.0434 |
10 |
1 1.5 |
8.701 8.051 |
0.594 0.509 |
4 |
0.7 |
3.091 |
0.0750 |
12 |
1 1.25 1.75 |
10.701 10.377 9.727 |
0.899 0.846 0.743 |
5 |
0.8 |
3.961 |
0.123 |
14 |
1 1.5 2 |
12.701 12.051 11.402 |
1.267 1.140 1.021 |
6 |
1 |
4.701 |
0.173 |
16 |
1 1.5 2 |
14.701 14.051 13.402 |
1.697 1.550 1.410 |
8 |
1 1.25 |
6.701 6.377 |
0.352 0.319 |
18 |
1 1.5 2.5 |
16.701 16.051 14.753 |
2.191 2.025 1.709 |
Таблица Е.2 –
Отношение
![]() для резьбовых соединений
для резьбовых соединений
Сталь |
Постоянная нагрузка |
Переменная нагрузка от 0 до max |
||
|
|
мм |
мм |
|
Углеродистая |
0.20 -0.25 |
0.25 – 0.40 |
0.08 – 0.12 |
0.12 |
Легированная |
0.15 – 0.20 |
0.20 – 0.30 |
00.10 – 0.15 |
0.15 |
Примечание:
|
||||
Таблица Е.3 – Определение коэффициента трения
Состояние контактных поверхностей резьбы |
Коэффициент трения |
Чисто обработанные поверхности, смазанные |
0,1 |
Грубо обработанные поверхности, смазанные |
0,2 |
Грубо обработанные поверхности, без смазки |
0,3 |