

1.6. Термические процессы при сварке. Структурные превращения в зоне термического влияния при дуговой сварке.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами или молекулами на поверхности соединяемых заготовок.
При сварке плавлением происходит расплавление кромок свариваемых заготовок, а в случае необходимости — также присадочного материала для дополнительного заполнения зазора между ними. Повышенная подвижность атомов жидких материалов, способность их к перемешиванию и смачиванию твердых поверхностей без дополнительных внешних воздействий обусловливают самопроизвольное объединение расплавленных частей соединяемых заготовок. В результате образуется общая сварочная ванна расплавленного материала. После затвердевания сварочной ванны образуется соединение в виде сварного шва.
При сварке однородных металлов и сплавов в месте соединения, как правило, образуется структура, идентичная или близкая структуре соединяемых заготовок (хорошая свариваемость). При сварке разнородных материалов в зависимости от различия их физико-химических свойств в месте соединения образуется твердый раствор с решеткой одного из материалов либо химическое или интерметаллидное соединение с решеткой, резко отличающейся от решеток исходных материалов. Механические и физические свойства твердых растворов, особенно химических или интерметаллидных соединений могут значительно отличаться от свойств соединяемых материалов. Различие свойств также вызывается образованием закалочных структур в зоне сварного соединения однородных и разнородных материалов вследствие локального высокотемпературного сварочного нагрева и быстрого охлаждения. Наличие хрупких и твердых структур в сварном соединении в условиях действия сварочных напряжений может привести к возникновению трещин в шве или околошовной зоне.
Качество сварного соединения в значительной степени зависит от структуры и химического состава наплавленного металла. Последний имеет типичную структуру металла, отлитого в металлическую форму. Химический состав его при данных условиях сварки зависит от типа применяемых электродов.
Образование при кристаллизации дендритов — древовидных кристаллов со стволом и ветвями — определяется двумя положениями. Во-первых, рост первичного зародыша кристалла наиболее активно идет в направлении, перпендикулярном плоскостям с наибольшей плотностью упаковки атомов. Во-вторых, там, где отвод теплоты неравномерен, наиболее активно рост идет в направлении, перпендикулярном плоскости отвода теплоты.
В реальных условиях кристаллизация расплавленного металла идет в пространстве, ограниченном твердыми, более холодными поверхностями — стенками и дном изложницы, стенками литейной формы, твердым металлом в сварочной ванне. В этом случае рост основной оси (ось первого порядка — ствол дендрита), образующейся близко от поверхности кристаллизации, должен идти перпендикулярно этой поверхности. В этом же направлении в стволе выстраиваются одинаковые кристаллографические плоскости элементарных ячеек, перпендикулярные плотноупакованным. Подрастающий ствол сам становится элементом отвода теплоты, в связи с чем от него в разных местах начинают расти ветви — оси второго порядка также с определенной ориентацией кристаллографических плоскостей. Затем от осей второго порядка растут оси третьего порядка и т. д.
При столкновении твердых поверхностей растущих осей разных порядков завершается постройка кристаллита. Оси кристаллитов имеют ориентированное кристаллографическое строение и анизотропны по свойствам. Если дендрит растет не на холодной плоскости, а от центра кристаллизации в центре расплава, его рост определяется преимущественным наслоением атомов по определенным плоскостям, и он приобретает сферическую форму, в то время как дендрит, растущий на плоскости, вытягивается перпендикулярно плоскости отвода теплоты.
Наличие многих очагов кристаллизации приводит к тому, что при кристаллизации зарождается и растет много дендритов или равновесных кристаллов. Поверхности растущих кристаллов сталкиваются и мешают взаимному развитию, поэтому их форма становится неправильной, а благодаря различной ориентировке конгломерат (поликристаллический металл) теряет анизотропность отдельных осей и становится изотропным. Разориентированные дендриты и кристаллы неправильной формы называют кристаллитами.
П ри
сравнительно малой продолжительности
существования сварочной
ванны (малый объем ванны, повышенная
скорость сварки и
др.) столбчатые кристаллы могут расти
до встречи в области центральной
линии шва (см. рис. 17, а). При большой ванне
и,
медленной ее кристаллизации в центральной
части шва образуется
небольшая зона равновесных кристаллов,
возникших в
условиях естественной кристаллизации
(см. рис. 17, б). При сварке
на охлаждаемой металлической подкладке
(см. рис. 17, в)
на
этой подкладке кристаллизуется тонкий
слой мелких разо-риентированных
кристаллов, становящихся зародышами
для растущих от них столбчатых кристаллов.
При многослойной сварке (см. рис. 17, г)
кристаллы
каждого предыдущего слоя становятся
основой для кристаллизации последующих
слоев. Однако при многослойной сварке
скорости охлаждения каждого слоя обычно
больше
скорости охлаждения ванны при однослойной
сварке металла
такой
же толщины, поэтому
кристаллическое
строение
ри
сравнительно малой продолжительности
существования сварочной
ванны (малый объем ванны, повышенная
скорость сварки и
др.) столбчатые кристаллы могут расти
до встречи в области центральной
линии шва (см. рис. 17, а). При большой ванне
и,
медленной ее кристаллизации в центральной
части шва образуется
небольшая зона равновесных кристаллов,
возникших в
условиях естественной кристаллизации
(см. рис. 17, б). При сварке
на охлаждаемой металлической подкладке
(см. рис. 17, в)
на
этой подкладке кристаллизуется тонкий
слой мелких разо-риентированных
кристаллов, становящихся зародышами
для растущих от них столбчатых кристаллов.
При многослойной сварке (см. рис. 17, г)
кристаллы
каждого предыдущего слоя становятся
основой для кристаллизации последующих
слоев. Однако при многослойной сварке
скорости охлаждения каждого слоя обычно
больше
скорости охлаждения ванны при однослойной
сварке металла
такой
же толщины, поэтому
кристаллическое
строение
Отдельных слоев и шва в целом оказывается более мелким и плотным, с менее выраженной ликвацией примесей по зонам.
Говоря о ликвации примесей, необходимо упомянуть еще об одном явлении — прерывности кристаллизации и ликвации примесей по слоям кристаллизации.
Рис.
18. Химическая неоднородность металла
сварного шва по слоям кристаллизации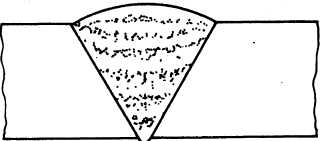
Вместе с тем прочностные характеристики сварного соединения не в меньшей степени зависят от свойств металла околошовной зоны, т. е. зоны термического влияния. Эта зона состоит из слоев металла с неоднородной структурой и неодинаковыми механическими свойствами. Различие в структуре и свойствах металла околошовной зоны объясняется неодинаковой степенью нагрева свариваемого металла. Наиболее хрупкими являются участки, непосредственно примыкающие к сварному шву.
Сварное соединение (рис. 1.6.1) при сварке плавлением включает в себя сварной шов 1, образовавшийся в результате кристаллизации сварочной ванны, зону сплавления 2 и зону термического влияния 3, представляющую часть основного металла, непосредственно привыкающую к сварному шву и подвергающуюся тепловому воздействию при сварке, вызывающему изменение структуры и свойств.
Металл в любой зоне сварного соединения испытывает нагрев и охлаждение. Изменение температуры металла во времени называют термическим циклом сварки.
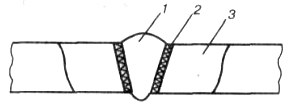
Рис. 1.6.1. Схема строения сварного соединения: 1 - сварной шов, 2 - зона сплавления, 3 - зона термического влияния.
При сварке низкоуглеродистых сталей в ней отмечают участки (рис. 1.6.2) неполного расплавления, перегрева, нормализации, неполной перекристаллизации, рекристаллизации и синеломкости.
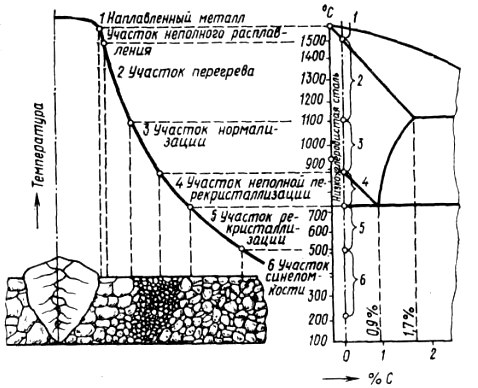
Рис. 1.6.2. Структура металла в зоне термического влияния при сварке низкоуглеродистой стали
Участок неполного расплавления примыкает непосредственно к сварному шву и является переходным от литого металла шва к основному. На этом участке происходит образование соединения и проходит граница сплавления. Он представляет собой узкую область (0,1 - 0,4 мм) основного металла, нагревавшегося до частичного оплавления зерен. Участок перегрева - область основного металла, нагреваемого до температур 1100 - 1450°С, в связи с чем металл его отличается крупнозернистой структурой и пониженными механическими свойствами и тем заметнее, чем крупнее зерно и шире зона перегрева. Участок нормализации (перекристаллизации) охватывает область основного металла, нагреваемого до температуры 900 - 1100°С. Металл этого участка обладает высокими механическими свойствами, так как при нагреве и охлаждении на этом участке образуется мелкозернистая структура в результате перекристаллизации без перегрева.
Участок неполной перекристаллизации нагревается в пределах температур 725 - 900°С. В связи с неполной перекристаллизацией, вызванной недостаточным временем и температурой нагрева, структура металла состоит из смеси мелких перекристаллизовавшихся зерен и крупных зерен, которые не успели перекристаллизоваться. Свойства его более низкие, чем у металла предыдущего участка.
Участок рекристаллизации наблюдается при сварке сталей, подвергавшихся холодной деформации (прокатке, ковке, штамповке). При нагреве до температуры 450 - 725°С в этой области основного металла развивается процесс рекристаллизации, приводящий к росту зерна, огрублению структуры, к разупрочнению металла.
Участок, нагреваемый в области температур 200 - 450°С, является переходным от зоны термического влияния к основному металлу. В этой области могут протекать процессы старения металла в связи с выпадением карбидов и нитридов железа. Понижается пластичность и вязкость металла. По структуре этот участок практически не отличается от основного металла. Таким образом, сварное соединение характеризуется неоднородностью свойств. Ширина околошовной зоны зависит от толщины металла, вида и режима сварки. Например, при ручной дуговой сварке она составляет обычно 5 - 6 мм.
В зоне частичной перекристаллизации в результате распада закалочных структур отмечается существенное снижение прочности металла, что необходимо учитывать при сварке предварительно термообработанного или наклепанного металла. Аналогичные явления могут наблюдаться в зоне высокотемпературного отпуска. Зона низкотемпературного отпуска и механического влияния характеризуется менее существенными изменениями в металле. В случае сварки металла в отожженном состоянии в этой зоне изменение свойств металла не фиксируется.
При многослойной сварке, ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне, строение и структура зоны термического влияния несколько изменяются. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску. При сварке короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Кроме изменения структур, это увеличивает и протяженность зоны термического влияние. Наличие в низколегированных сталях легирующих элементов (которые растворяются в феррите и измельчают перлитную составляющую) тормозит при охлаждении процесс распада аустенита и действует равносильно некоторому увеличению скорости охлаждения. Поэтому при сварке в зоне термического влияния на участках где металл нагревается выше температур точки А1, (при повышенных скоростях охлаждения), могут образовываться закалочные структуры. При этом металл нагревающийся до температур значительно выше температуры точки А3, будет иметь более грубозернистую структуру. При сварке термических упрочненных сталей на участках рекристаллизации и синеломкости может произойти отпуск металла, характеризующийся структурой сорбита отпуска, с понижением его прочностных свойств. Технология изготовления сварных конструкций из низколегированных сталей должна предусматривать минимальную возможность появления в зоне термического влияния закалочных структур, способных привести к холодным трещинам, особенно при сварке металла больших толщин. При сварке термически упрочненных сталей следует принять меры, предупреждающие разупрочнение стали на участке отпуска.
Решающими факторами термического цикла сварки являются максимальная температура, достигаемая металлом в рассматриваемом объекте, и скорость его охлаждения. Ширина и конечная структура различных участков зоны термического влияния определяется способом и режимом сварки, составом и толщиной основного металла.
Обеспечение равнопрочности сварного соединения при дуговой сварке низкоуглеродистых и низколегированных нетермоупрочненных сталей обычно не вызывает затруднений. Механические свойства металла околошовной зоны зависят от конкретных условий сварки и от вида термической обработки стали до сварки. При сварке низкоуглеродистых горячекатаных (в состоянии поставки) сталей при толщине металла до 15 мм на обычных режимах, обеспечивающих небольшие скорости охлаждения, структуры металла шва и околошовной зоны примерно такие, какие были рассмотрены выше. Повышение скоростей охлаждения при сварке на форсированных режимах металла повышенной толщины, а также однопроходных угловых швов при отрицательных температурах и т. д. может привести к появлению в металле шва и на участках перегрева полной и неполной рекристаллизации в околошовной зоне закалочных структур. Повышение содержания в стали марганца увеличивает эту вероятность. При этих условиях даже при сварке горячекатаной низкоуглеродистой стали марки ВСт3 не исключена возможность получения в сварном соединении закалочных структур. Если эта сталь перед сваркой прошла термическое упрочнение — закалку, то в зоне термического влияния шва на участках рекристаллизации и синеломкости будет наблюдаться отпуск металла, т. е. снижение его прочностных свойств. Изменение этих свойств зависит от погонной энергии, типа сварного соединения и условий сварки.
Изменение свойств металла шва и околошовной зоны при сварке низколегированных сталей проявляется более значительно. Сварка горячекатаной стали способствует появлению закалочных структур на участках перегрева и нормализации. Механические свойства металла изменяются больше, чем при сварке низкоуглеродистых сталей. Термическая обработка низколегированных сталей — чаще всего закалка (термоупрочнение) с целью повышения их прочности при сохранении высокой пластичности, усложняет технологию их сварки. На участках рекристаллизации и синеломкости происходит разупрочнение стали под действием высокого отпуска с образованием структур преимущественно троостита или сорбита отпуска. Это разупрочнение тем больше, чем выше прочность основного металла в результате закалки. В этих процессах решающее значение имеет скорость охлаждения металла шва и в первую очередь погонная энергия при сварке. Повышение погонной энергии сварки сопровождается снижением твердости и расширением разупрочненной зоны. Околошовная зона, где наиболее резко выражены явления перегрева и закалки, служит вероятным местом образования холодных трещин при сварке низколегированных сталей.
Таким образом, получение при сварке низколегированных сталей, особенно термоупрочненных, равнопрочного сварного соединения вызывает некоторые трудности и поэтому требует применения определенных технологических приемов (сварка короткими участками нетермоупрочненных сталей и длинными участками термоупрочненных и др.). Протяженность участков зоны термического влияния, где произошло изменение свойств основного металла под действием термического цикла сварки (разупрочнение или закалка), зависит от способа и режима сварки, состава и толщины металла, конструкции сварного соединения и др.
В процессе изготовления конструкций из низкоуглеродистых и низколегированных сталей на заготовительных операциях и при сварке в зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. Попадая при наложении последующих швов под сварочный нагрев до температур около 3000С, эти зоны становятся участками деформационного старения, приводящего к снижению пластических и повышению прочностных свойств металла и возможному возникновению холодных трещин, особенно при низких температурах или в местах концентрации напряжений. Высокий отпуск при 600 — 6500С в этих случаях является эффективным средством восстановления свойств металла. Высокий отпуск применяют и для снятия сварочных напряжений. Нормализации подвергают сварные конструкции для улучшения структуры отдельных участков сварного соединения и выравнивания их свойств. Термическая обработка, кроме закалки сварных соединений в тех участках соединения, которые охлаждались с повышенными скоростями, приведшими к образованию в них неравновесных структур закалочного характера (угловые однослойные швы, последние проходы, выполненные на полностью остывших предыдущих), снижает прочностные и повышает пластические свойства металла в этих участках. При сварке короткими участками по горячим, предварительно наложенным швам замедленная скорость охлаждения металла шва и околошовной зоны способствует получению равновесных структур. Влияние термической обработки в этом случае сказывается незначительно. При электрошлаковой сварке последующая термическая обработка мало изменяет механические свойства металла рассматриваемых зон. Однако нормализация приводит к резкому возрастанию ударной вязкости.
Швы, сваренные на низкоуглеродистых сталях всеми способами сварки, обладают удовлетворительной стойкостью против образования кристаллизационных трещин. Это обусловлено низким содержанием в них углерода. Однако при сварке на низкоуглеродистых сталях, содержащих углерод по верхнему пределу (свыше 0,20%), угловых швов и первого корневого шва в многослойных швах, особенно с повышенным зазором, возможно образование в металле шва кристаллизационных трещин, что связано в основном с неблагоприятной формой провара (узкой, глубокой). Легирующие добавки в низколегированных сталях могут повышать вероятность образования кристаллизационных трещин. Все низкоуглеродистые и низколегированные стали хорошо свариваются всеми способами сварки плавлением. Обычно не имеется затруднений, связанных с возможностью образования холодных трещин, вызванных образованием в шве или околошовной зоне закалочных структур. Однако в сталях, содержащих углерод по верхнему пределу и повышенное содержание марганца и хрома, вероятность образования холодных трещин в указанных зонах повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждение трещин достигается предварительным подогревом до 120 — 2000С. Предварительная и последующая термическая обработка сталей, использующихся в ответственных конструкциях, служит для этой цели, а также позволяет получить необходимые механические свойства сварных соединений (высокую прочность или пластичность, или их необходимое сочетание).
Подготовку кромок и сборку соединения под сварку производят в зависимости от толщины металла, типа соединения и способа сварки согласно соответствующим ГОСТам или техническим условиям. Свариваемые детали для фиксации положения кромок относительно друг друга и выдерживания необходимых зазоров перед сваркой собирают в универсальных или специальных сборочных приспособлениях или с помощью прихваток. Длина прихватки зависит от толщины металла и изменяется в пределах 20 — 120 мм при расстоянии между ними 500 — 800 мм. Сечение прихваток равно примерно 1/3 сечения шва, но не более 25 — 30 мм2. Прихватки выполняют покрытыми электродами или на полуавтоматах в углекислом газе. При сварке прихватки следует переплавлять полностью, так как в них могут образовываться трещины из-за высокой скорости теплоотвода. Перед сваркой прихватки тщательно зачищают и осматривают. При наличии в прихватке трещины ее вырубают или удаляют другим способом. При электрошлаковой сварке детали, как правило, устанавливают с зазором, расширяющимся к концу шва. Фиксацию взаимного положения деталей производят скобами, установленными на расстоянии 500 — 1000 мм друг от друга, удаляемыми по мере наложения шва. При автоматических способах дуговой и электрошлаковой сварки в начале и конце шва устанавливают заходные и выходные планки.
Сварка стыковых швов вручную или полуавтоматами в защитных газах и порошковыми проволоками выполняется на весу. При автоматической сварке требуются приемы, обеспечивающие предупреждение прожогов и качественный провар корня шва. Это достигается применением остающихся или съемных подкладок, ручной или полуавтоматической в среде защитных газов подварки корня шва, флюсовой подушки и других приемов. Для предупреждения образования в швах пор, трещин, непроваров и других дефектов свариваемые кромки перед сваркой тщательно зачищают от шлака, оставшегося после термической резки, ржавчины, масла и других загрязнений. Дуговую сварку ответственных конструкций лучше производить с двух сторон. Выбор способа заполнения разделки при многослойной сварке зависит от толщины металла и термической обработки стали перед сваркой. При появлении в швах дефектов (пор, трещин, непроваров, подрезов и т. д.) металл в месте дефекта удаляют механическим путем или воздушно-дуговой или плазменной резкой и после зачистки подваривают. При сварке низколегированных сталей от выбора техники и режима сварки (при изменении формы провара и доли участия основного металла в формировании шва) зависят состав и свойства металла шва.